Г
00 00
1
А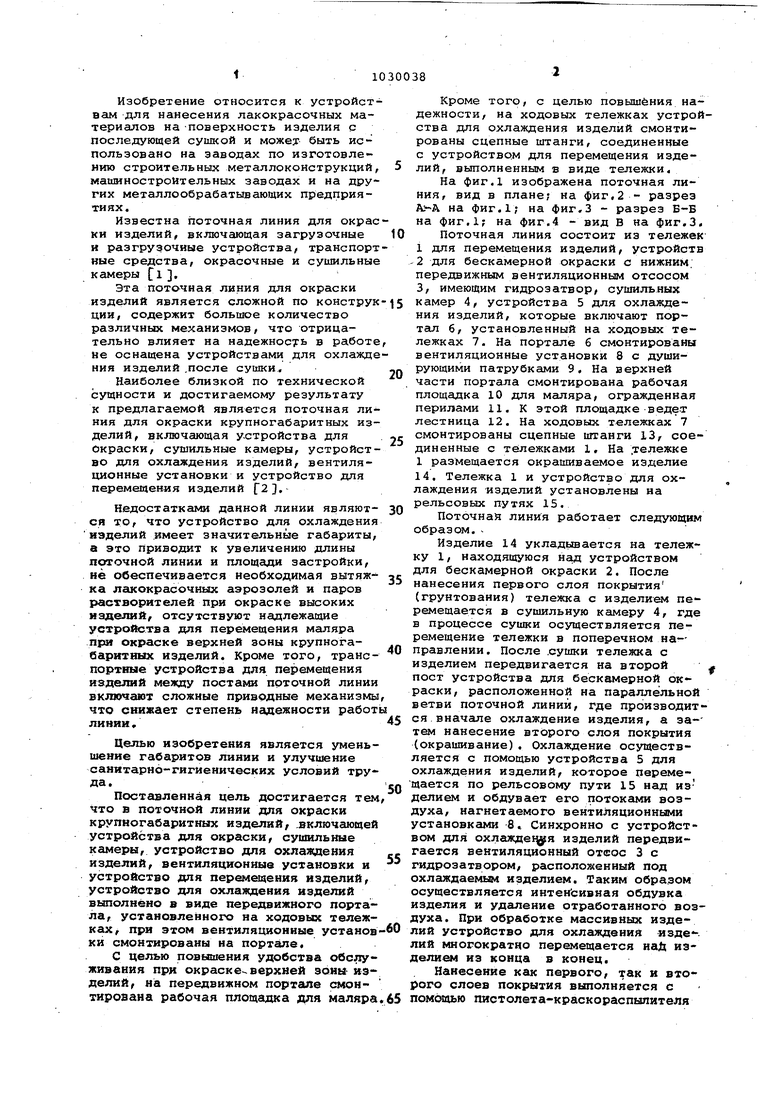
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для окраски изделий | 1979 |
|
SU800541A1 |
| Установка для бескамерной окраски | 1978 |
|
SU791430A2 |
| Установка для окраски изделий | 1983 |
|
SU1118428A1 |
| Установка для бескамерной окраски | 1978 |
|
SU737024A2 |
| Установка для окраски крупногабаритных изделий | 1983 |
|
SU1148648A1 |
| Установка для бескамерной окраски | 1991 |
|
SU1801612A1 |
| Установка для окраски изделий | 1980 |
|
SU927333A1 |
| Установка для бескамерной окраски | 1989 |
|
SU1727926A1 |
| Окрасочно-сушильный комплекс | 1989 |
|
SU1808402A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
.1 . ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОКРАСКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ,включающая устройства для окраски, сушильные камеры, устройство для охлаждения изделий, вентиляционные установки и устройство для перемещения изделий, о т ли ч а ю щ а я с я тем, что, с целью уменьшения габаритов, линии и улучшения санитарно-гигиенических условий труда/ устройство для охлаждения изделий выполнено в виде передвижного портала, установленного на ходовых тележках, при этом венти- ляционные установки смонтированы на портале. 2, по п. 1 отличающая с я тем, Что, с целью повышения удобства обслуживания при oKipacке верхней зоны изделий, на передвижном портале смонтирована рабочая площадка, для маляра. 3-. Линия по п. 1, о т л и ч а ю« а я с я тем, что, с целы повыше-g ния надёжности, на ходовых тележках (Л устройства для охлаждения изделий смонтированы сцепные штанги, соединенные с устройством для перемещения изделий, выполненным в виде тележки. g О 00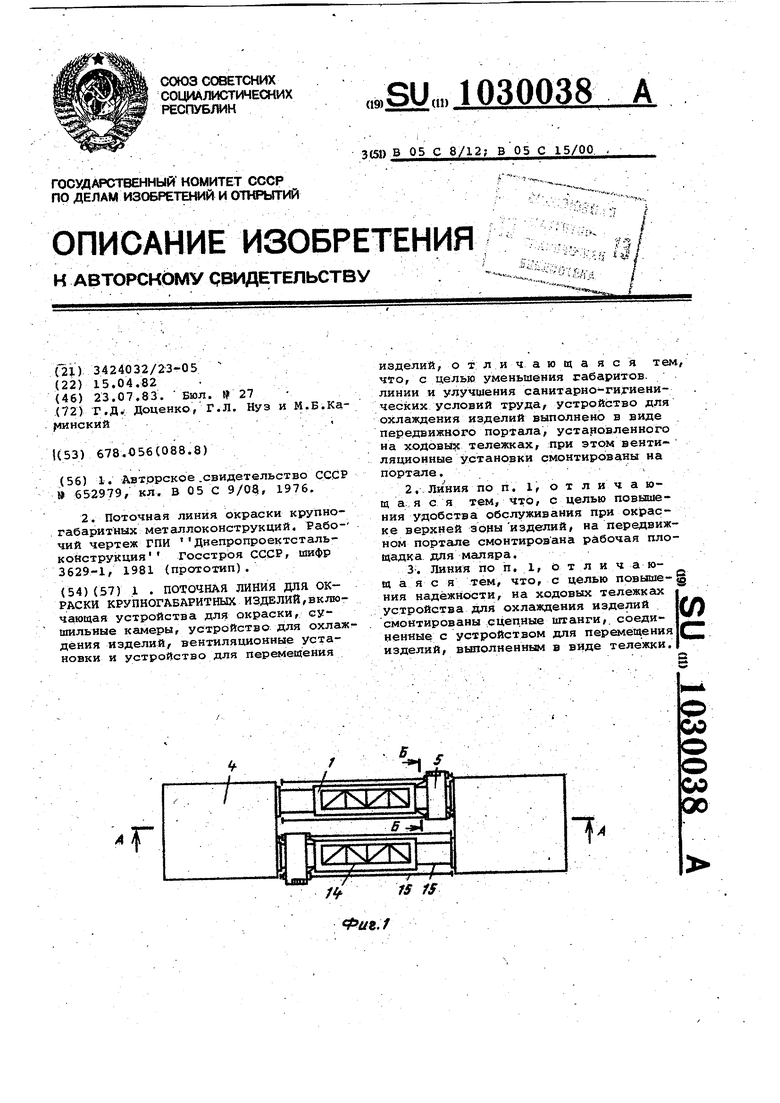
ff
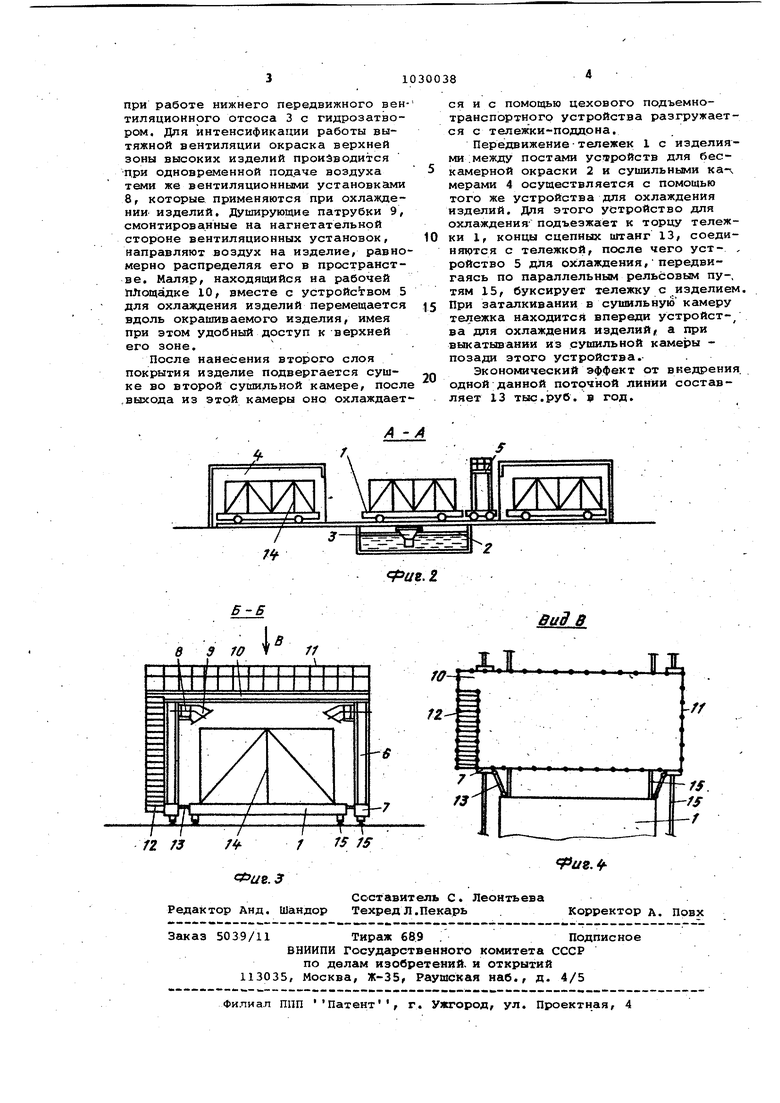
fpaz.f Изобретение относится к устройствам для нанесения лакокрасочных материалов на -поверхность изделия с последующей сушкой и можеу быть использовано на заводах по изготовлению строительных металлоконструкций, машиностроительных заводах и на других металлообрабатывающих предприятиях. Известна поточная линия для окрас ки изделий, включающая загрузочные и разгрузочные устройства, транспорт ные средства, окрасочные и сушильные камеры l Эта поточная линия для окраски изделий является сложной по конструк ции, содержит больиюе количество различных механизмов/ что отрицательно влияет на надежность в работе не оснащена устройствами для охлажде ния изделий .после сушки, Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является поточная линия для окраски крупногабаритных изделий, вкJпoчcUoщaя устройства для окраски, сушильные камеры, устройство для охлаждения изделий, вентилящюнные установки и устройство для перемещения изделий Г2. Недостатками данной линии являются то, что устройство для охлаждения изделий .имеет значительные габариты, а это Приводит к увеличению длины поточной линии и площади застройки, не обеспечивается необходимая вытяжка лакокрасочных аэрозолей и паров растворителей при окраске высоких изделий, отсутствуют надлежащие устройства для перемещения маляра при окраске верхней зоны крупногабаритных изделий. Кроме того, транспортные устройства для перемещения изделий между постами поточной линии включаю- сложные приводные механизмы что снижает степень надежности работ линии, Целью изобретения является уменьшение габаритов линии и улучиюние санитарно-гигиенических условий труяа. Поставленная цель достигается тем что в поточной линии для окраски крупногабаритных изделий/ .включающей устройства для окраски, сушильные камеры, устройство для охлаждения изделий, вентиляционные установки и устройство для перемещения изделий, устройство для охлаждения изделий выполнено в виде передвижного портала, установленного на ходовых тележках, при этом вентиляционные установ ки смонтированы на портале. С целью повышения удобства обслуживания при окраске верхней зони изделий, на передвижном портале смонтирована рабочая площадка для маляра Кроме того, с целью повышения надежности/ на ходовых тележках устройства для охлаждения изделий смонтированы сцепные штанги, соединенные с устройством для перемещения изделий, выполненным в виде тележки. На фиг.1 изображена поточная линия, вид в плане; на фиг,2 - разрез на фиг.1; на фиг.З - разрез Б-Б на фиг,1; на фиг.4 - вид В на фиг.З. Поточная линия состоит из тележек 1 для перемещения изделий, устройств 2 для бескамерной окраски с нижним, передвижным вентиляционным отсосом 3, имеющим гидрозатвор, сушильных камер 4, устройства 5 для охлаждения изделий, которые включают портал 6, установленный на ходовых тележках 7. На портале б смонтированы вентиляционные установки 8 с душирующими патрубками 9. На верхней части портала смонтирована рабочая площадка 10 для маляра, огражденная перилами 11. К этой площадке-ведет лестница 12. На ходовых тележках 7 смонтированы сцепные штанги 13, соединенные с тележками 1. На .тележке 1 размещается окрашиваемое изделие 14. Тележка 1 и устройство для охлаждения Изделий установлены на рельсовых путях 15. Поточная линия работает следующим образом.Изделие 14 укладывается на тележку 1, находящуюся над устройством для бескамерной окраски 2. После нанесения первого слоя покрытия (грунтования) тележка с изделием перемещается в сушильную камеру 4, где в процессе сушки осуществляется перемещение тележки в поперечном направлении. После .сушки тележка с изделием передвигается на второй пост устройства для бескамерной окраски, расположенной на параллельной ветви поточной линий, где производится вначгше охлаждение изделия, а за-тем нанесение второго слоя покрытия (окрашивание). Охлаждение осуществляется с помощью устройства 5 для охлаждения изделий, которое перемещается по рельсовому пути 15 над изделием и обдувает его потокс1ми воздуха, нагнетаемого вентиляционными установками 8, Синхронно с устройством для охлажде1 я изделий передвигается вентиляционный отсос 3 с гидрозатвором, расположенный под охлаждаемым изделием. Таким образом осуществляется интенсивная обдувка изделия и удаление отработанного воздуха. При обработке массивных изделий устройство для охлаждения изде-. ЛИЙ многократно перемещается иаЮ, изделием из конца в конец. Нанесение как первого, так и второго слоев покрытия выполняется с помощью пистолета-краскораспылителя
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Двтррское .свидетельство СССР 652979, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Поточная линия окраски крупно | |||
| габаритных металлоконструкций | |||
| Рабочий чертеж ГПИ Днепропроектстальконструкция Госстроя СССР, шифр 3629-1, 1981 (прототип). | |||
