(54) УСТАНОВКА ДЛЯ ОКРАСКИ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для окраски изделий | 1988 |
|
SU1634332A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2373320C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ПУТЕВОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2436886C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2003 |
|
RU2268333C2 |
| Камера для окраски крупногабаритных изделий | 1988 |
|
SU1549609A1 |
| Камера для окраски крупногабаритныхиздЕлий | 1979 |
|
SU844076A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2006 |
|
RU2304191C1 |
| УСТАНОВКА ДЛЯ ОКРАСКИ ИЗДЕЛИЙ | 1973 |
|
SU407589A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНОГО ПЕРЕВОДА ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2451125C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ РЕЛЬСОШПАЛЬНЫХ РЕШЕТОК ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2285080C1 |
1
Изобретение относится к оборудованию для окраски изделий и может быть использовано в условиях мелкосерийного и индивидуального производства.
Известна установка для окраски изделий, содержащая тупиковую окрасочную камеру, опорные пути с установленной на них тележкой, подвижной от замкнутого напольного цепного конвейера 1.
Однако эта установка не обеспечивает замкнутый технологический цикл: подготовку поверхности, сушку и окраску. .
Все подготовительные операции должны осуществляться за пределами установки.
Наиболее близкой к предлагаемой по технической сути и достигаемому эффекту является установка для окраски изделий, содержащая напольную рещетку, тупиковый сущильный агрегат, опорные пути с установленной на.них тележкой, подвижной от замкнутого напольного цепного конвейера с захватнымиэлементами 2.
Недостатком этой установки является низкая производительность за счет отсутствия возможности поточной окраски изделий, так как подготовка рабочих поверхностей происходит на отдельном рабочем месте, в
результате чего неизбежны в процессе обработки изделия перегрузочные операции.
Цель изобретения - повышение производительнЪсти за счет обеспечения возможности поточной окраски изделий.
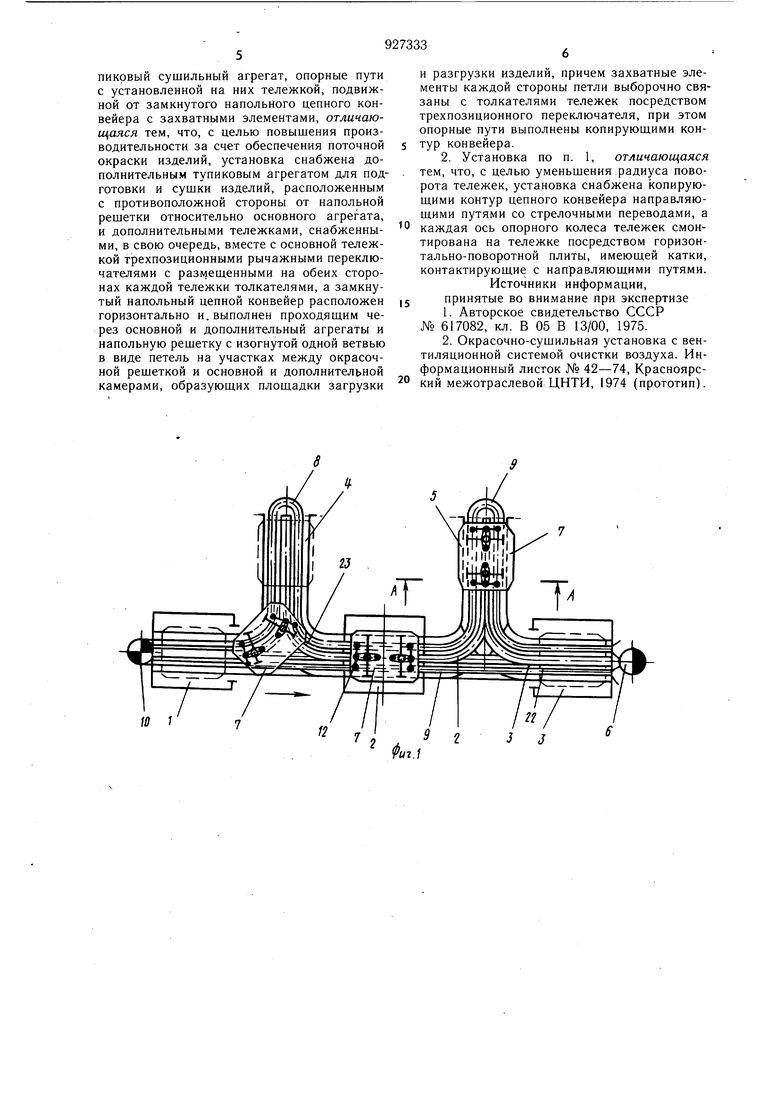
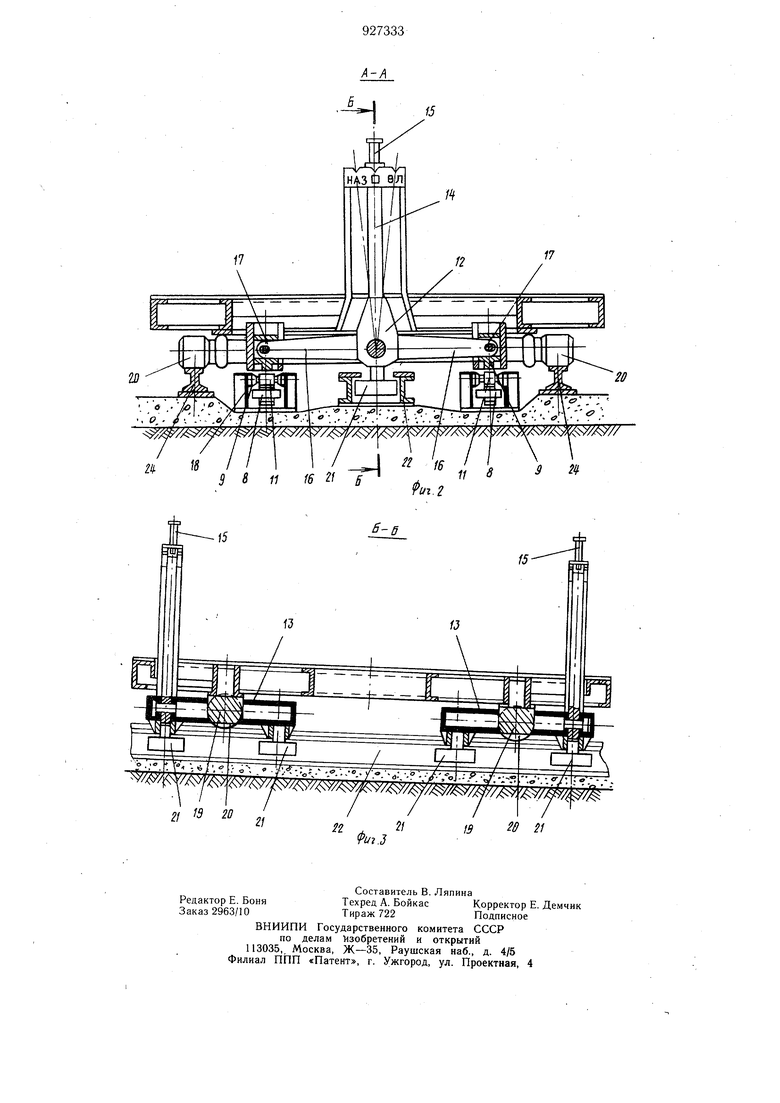
Цель достигается тем, что установка для окраски изделий, содержаща:я окрасочную напольную решетку, тупиковый сушильный агрегат, опорные пути с установленной на них тележкой, подвижной от замкнутого напольного цепного конвейера с захватными
10 элементами, согласно изобретения снабжена дополнительным тупиковьш агрегатом для подготовки и сушки изделий, расположенным с противоположной стороны от напольной решетки относительно основного агрегата, и дополнительными тележками, снаб15женными в свою очередь вместе с основной тележкой трехпозиционными рычажными переключателями с размещенными на обеих сторонах каждой тележки толкателями, а замкнутый напольный цепной конвейер рас20положен горизонтально и выполнен проходящим через основной и дополнительный агрегаты и напольную решетку с изогнутой одной ветвью в виде петель на участках между окрасочной решеткой и основной и дополнительной камерами, образующих площадки Зсирузки и разгрузки изделий, причем захватные элементы каждой стороны петли выборочно связаны с толкателями тележек посредством трехпозиционного переключателя, при этом опорные пути выполнены копирующими контур конвейера. Для уменьщения радиуса поворота тележек установка снабжена копирующими контур цепного конвейера направляющими путями со стрелочными переводами, а каждая ось опорного колеса тележек смонтирована на тележке посредством горизонтально поворотной плиты, имеющей катки, контактирующие с направляющими путями. На фиг. 1 изображена предлагаемая установка, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2. Установка содержит тупиковый агрегат 1 подготовки поверхности и сущки, окрасочную напольную рещетку 2, тупиковый сушильный агрегат 3, а также площадку загрузки 4 и площадку разгрузки 5, связанные между собой напольным цепным горизонтально-замкнутым конвейером 6 с тележками 7. Агрегаты 1-3 установлены последовательно, с необходимыми промежутками между ними. Площадки 4 и 5 расположены рядом с этими промежутками на расстоянии, обеспечивающем проход тележек в агрегаты. В местах расположения площадок 4 и 5 одна ветвь 8 конвейера 6 изогнута в направляющих 9 петлями, стороны которых движутся Б разных направлениях. Привод цепи 8 осуществляется от звездочки 10. На цепи 8 закреплены захватные элементы-кулачки П. Тележка 7 с каждой стороны имеет управляемый трехпозиционный рычажный переключатель 12 и две поворотных в горизонтальной плоскости плиты 13. На верхнем плече 14 переключателя 12 расположена рукоятка с подпружиненным фиксатором 15, а два других плеча 16 через оси 17 шарнирно соединены с толкателями 18, закрепленными с обеих сторон тележек 7. На каждой поворотной плите 13 закреплены ось 19 опорных колес 20 тележки 7 и два катка 21, взаимодействующих с направляющими путями 22 со стрелочными переводами 23. Опорные пути 24 и направляющие пути 22 копируют контур цепи 8. Установка работает следующим образом. На площадке загрузки 4 изделие устанавливается на тележку 7. Рукояткой 15 устанавливают переключатель 12 в положение «назад. При этом левый толкатель 18 взаимодействует с кулачком И цепи 8, приводимой в движение звездочкой 10 в направлении, указанном стрелкой на фиг. 1, и тележка перемещается по опорным путям 24 в агрегат 1. Стрелочные переводы 23 устан-авлива-ют-еа так, чтобы открыть путь 22 в агрегат 1. При движении тележки катки 21 взаимодействуют с направляющими путями 22 и поворачивают плиты 13 и оси 19 опорных колес 20 в горизонтальной плоскости, уменьщая тем самым радиус поворота тележки. В конце пути переключатель 12 устанавливают в нейтральное положение, толкатель 18 расцепляется с кулачком 11 и тележка 7 останавливается в агрегате 1. Транспортный проем агрегата закрывается щторой и производится подготовка поверхности изделия: промызка, обезжиривание, совмещенное с пассивированием, и сущка обдувом. Затем открывается транспортный проем агрегата 1, рукояткой 15 устанавливают переключатель 12 в положение «вперед, правый толкатель 18 взаимодействует с кулачком 11 цепи 8, и тележка с изделием перемещается на окрасочную напольную рещетку 2. Переключатель 12 устанавливают в нейтральное положение, и на изделие после охлаждения наносится грунтовка. Далее тележка с изделием снова перемещается в агрегат 1, где производится сущка грунтовки. При этом тележка проходит через площадку загрузки 4, где переключатель 12 переводится в другое положение. Таким образом в агрегат 1 тележка с изделием поступает другой стороной, и поэтому на каждой стороне тележки установлен свой переключатель 12. Взаимодействие элементов при перемещении аналогично выщеописанному. После сущки грунтовки тележка с изделием опять перемещается на окрасочную напольную рещетку 2, где на изделие наносится слой эмали, затем тележка с изделием перемещается в тупиковый сущильный агрегат 3 и после сущки эмали - на площадку разгрузки 5. Разгруженная тележка 7 перемещается на площадку -загрузки 4 и цикл повторяется. Установка содержит три тележки 7. Циклы двух других тележек аналогичны описанному, но смещены во времени. Это обеспечивает в различных сочетаниях совмещение во времени различных операций технологического цикла: подготовка поверхности, нанесение покрытий, сущка, загрузка, разгрузка и транспортировка изделий. Выполнение установки для окраски изделий согласно предложению позволит повысить производительность путем совмещения во времени различных операций и ликвидации операций перегрузки изделий, позволит обеспечить поточное производство при тупиковых агрегатах в условиях мелкосерийного и индивидуального производства. Кроме того, рационально используется площадь необходимых промежутков между агрегатами. Эта площадь используется для маневрирования тележками. Формула изобретения 1. Установка для окраски изделий, содержащая окрасочную напольную рещетку, тупиковый сушильный агрегат, опорные пути с установленной на них тележкой, подвижной от замкнутого напольного цепного конвейера с захватными элементами, отличающаяся тем, что, с целью повышения производительности за счет обеспечения поточной окраски изделий, установка снабжена дополнительным тупиковым агрегатом для подготовки и сушки изделий, расположенным с противоположной стороны от напольной решетки относительно основного агрегата, и дополнительными тележками, снабженными в свою очередь, вместе с основной тележкой трехпозиционными рычажными переключателями с размешенными на обеих сторонах каждой тележки толкателями, а замкнутый напольный цепной конвейер расположен горизонтально и. выполнен проходяшим через основной и дополнительный агрегаты и напольную решетку с изогнутой одной ветвью в виде петель на участках между OKpaco4j „ой решеткой „ основной Допо.„тел.но ной решеткой и основной и дополнительной камерами, образующих площадки загрузки разгрузки изделий, причем захватные элементы каждой стороны петли выборочно связаны с толкателями тележек посредством трехпозиционного переключателя, при этом опорные пути выполнены копирующими контур конвейера. 2. Установка по п. 1, отличающаяся тем что, с целью уменьшения радиуса поворота тележек, установка снабжена копируюшими контур цепного конвейера направляюшими путями со стрелочными переводами, а каждая ось опорного колеса тележек смонтирована на тележке посредством горизонтально-поворотной плиты, имеюшей катки, контактируюшие с направляюшими путями. Источники информации, принятые во внимание при экспертизе 1 Авторское свидетельство СССР № 617082, кл. В 05 В 13/00, 1975. 2. Окрасочно-сушильная установка с вентиляционной системой очистки воздуха. Информационный листок № 42-74, Красноярс ГжГра еГйЦНТиГ.(прототип). .Г ТГТТТЧЛ / гтгклтгъ-гип I f
