Р
д
а
э
Zi9
D
Изобретение относится к машиностроению, преимущественно производству буровых инструментов, и может быть использовано при изготовлении долот и коронок шнекового бурения.
Известен способ изготовления буровых инструментов, включающий наплавку высоколегированных.сплавов на железной основе на передние грани режущего органа til.
Недостатками указанного способа являются значительная химическая и структурная неоднородность в зоне сплавления} недостаточно прочная связь между наплавленным металлом и основой; большая трудоемкость наплавки.
Наиболее близким к предлагаемому по технической сути и достигаемому результату является способ производства бурового инструмента, заключающийся в изготовлении инструмента из стали, напайке пластин из твердого сплава к буровой коронке и упрочнение от температуры нагрева под пайку. Известный способ позволяет устранить мягкую переходную зону C2l.
Известный способ также не обеспечивает длительной долговечности, необходимость пайки усложняет процесс изготовления и требует применения дорогостоящих пластин из твердого сплава.
Цель изобретения - увеличение долговечности.
Поставленная цель достигается тем, что согласно способу производства бурового инструмента, включающем изготовление его из стали и упрочнение, инструмент изготавливают из хромистой стали, а упрочнение
производят путем цементации и поверхг ностной закалки.
Инструмент изготавливают, Hanpi мер, из стали 35ХЗГ2ФЛ.
Пример. Изготавливают две партии двухлопастных долот шнекового бурения диаметром 154 мм по двум способам. Согласно способу-прототипу долота отлиты из стали 35Л (0,35%С) и подвергнуты армированию 0 твердосплавны1«1И пластинами (твердосплавные пластины припаивают).
Проводят нормализацию серийных долот по режиму: индукционный нагрев долот до 1020С, твердых пластин - до 1080°С и после завершения пайки охлаждение на воздухе. После нормализации долота отпускают в электрические печи при 180°С.
Согласно предлагаемому способу долота отлиты из стали 35ХЗГ2Ф и подвергнуты цементации вместо армирования твердосплавными пластинами. Цементацию проводят в древесноугольном карбюризаторе (стандартном бондюжском), в закрытых цементационных ящиках при 920с в течение 12-ч. Псзсле цементации долота подвергают закалке с индукционным нагревом до SSO-QOO C и охлаждением в масле. После закалки долота отпускают при 0 в течение 2 ч в отпускной электропечи.
Испытания проводят бурением скважин шнековым способом на буровой установке УГБ-1В глубиной 15-20 м, в породе 1-1У категорий буримо ти, представленных плотными глинами, суглинками, сухими и обводненными песками, фосфоритами.
Результаты испытаний приведены в таблице.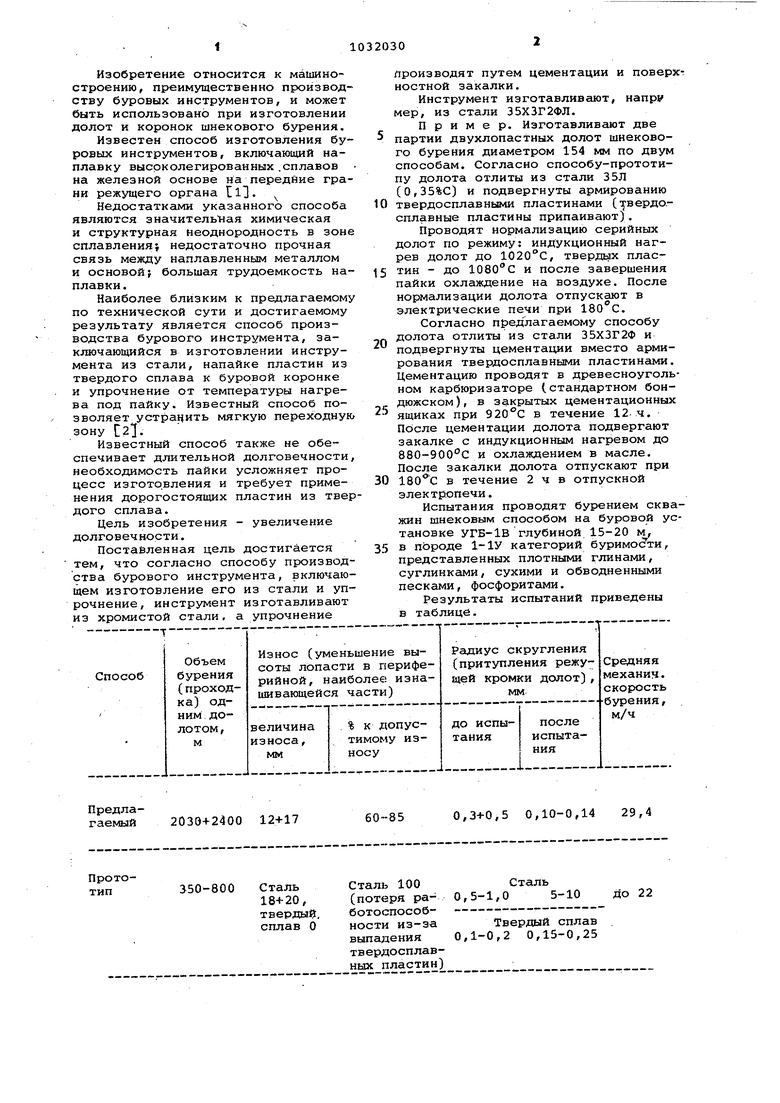
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления бурового инструмента | 1990 |
|
SU1717653A1 |
| СПОСОБ АРМИРОВАНИЯ ЦАПФ ЛАП БУРОВЫХ ШАРОШЕЧНЫХ ДОЛОТ | 2005 |
|
RU2288339C2 |
| ПОРОДОРАЗРУШАЮЩИЙ ЭЛЕМЕНТ РЕЖУЩЕГО И РЕЖУЩЕ-СКАЛЫВАЮЩЕГО ТИПА | 2019 |
|
RU2723779C1 |
| АЛМАЗНОЕ ДОЛОТО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЗЦОВ | 2013 |
|
RU2536901C2 |
| ГАЗОПОГЛОТИТЕЛЬ | 2007 |
|
RU2354714C1 |
| СПОСОБ АРМИРОВАНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ ШАРОШЕК БУРОВЫХ ДОЛОТ С ФРЕЗЕРОВАННЫМ ВООРУЖЕНИЕМ | 2005 |
|
RU2275440C1 |
| ФЛЮС ДЛЯ ПАЙКИ ТВЕРДОСПЛАВНОГО ПРИПОЯ НА ПОВЕРХНОСТЬ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ | 2004 |
|
RU2262430C1 |
| МОДУЛЬНОЕ БУРОВОЕ ДОЛОТО С НЕПОДВИЖНЫМИ РЕЖУЩИМИ ЭЛЕМЕНТАМИ, КОРПУС ДАННОГО МОДУЛЬНОГО БУРОВОГО ДОЛОТА И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2432445C2 |
| Способ изготовления сменных вкладышей к формовочному устройству стана спиральношовных труб | 1983 |
|
SU1135776A1 |
| Буровое долото PDC с вращающимися резцами | 2021 |
|
RU2766858C1 |
1.СПОСОБ ПРОИЗВОДСТВА БУРОВОГО ИНСТРУМЕНТА, включающий изготовление его из стали и упрочнение, отличающийся тем, что, с целью увеличения долговечности, инструмент изготавливают из хромистой стали, а упрочнение производят путем цементации и поверхностной закалки. 2. Способ по п. 1, отличающийся тем, что инструмент изготавливают из стали 35ХЗГ2ФЛ.
Предла2030+2400 12+17 гаемый
о350-800
Сталь 18+20,
твердый, сплав О
0,3+0,5 0,10-0,14 29,4
60-85
Сталь
Сталь 100
до 22 1,0 5-10 (потеря работоспособТвердый сплав ности из-за 0,2 0,15-0,25 выпадения твердосплавных пластин)
Твердость передней поверхности долота, изготовленного предлагаемым способом, после проходки 500 м не изменилась и составила 66 HRC.
Радиус притупления режущей кромки долота, обработанного предлагаемым способом, уменьшился, что свидетельствует о хорошей самозатачиваемости режущих лопастей.
Саилозатачивание улучшилось в результате плавного изменения твер-.
дости от сердцевины к поверхности, а не скачкообразного, когда используют напайку твердым сплавом.
Улучшение самозатачивания позволяет получить и более высокую скорость бурения долотом, изготовленным предлагаемым способом.
Представленные результаты свидетельствуют о повьллении долговечности бурового инструмента.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ливишц Л.С | |||
| и др | |||
| Основы легирования наплавленного металла | |||
| М., Машиностроение, 1969, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| , 2 | |||
| РЖ Металлургия, 1967, 7, 7И704П. | |||
