Область техники
Настоящее изобретение относится к усовершенствованию модульного бурового долота с неподвижными режущими элементами и его корпуса и способам их изготовления.
Предшествующий уровень техники
Буровое долото может иметь неподвижные или вращающиеся режущие элементы. Буровое долото с неподвижными режущими элементами в типичном случае включает корпус, полученный путем механической обработки из стали или изготовленный путем пропитывания связкой на основе медного сплава слоя из твердых частиц, например литого карбида (WC+W2C), крупнокристаллического или стандартного карбида вольфрама (WC) и/или спеченного цементированного карбида. Обычное буровое долото с неподвижными режущими элементами содержит выполненный как одна деталь корпус с несколькими режущими твердосплавными вставками, расположенными в пазах, выполненных в корпусе таким образом, чтобы оптимизировать резание. Важно сохранить точное расположение вставок для оптимизации эффективности бурения, предотвращения вибраций и снижения до минимума напряжений, возникающих в корпусе головки для максимального увеличения срока службы бурового долота. Основным компонентом режущих вставок являются материалы с высокой износостойкостью, например алмаз. Например, режущие твердосплавные вставки могут состоять из слоя поликристаллического алмазного композита, размещенного на подложке из цементированного карбида, и такие твердосплавные вставки часто называются поликристаллическим алмазным композитом. Корпус бурового долота может быть прикреплен к стальному хвостовику, который в типичном случае имеет резьбовой штырь, при помощи которого головку прикрепляют к приводному валу забойного двигателя или удлинителю, находящемуся на дальнем конце буровой колонны. В дополнение к этому буровой раствор может нагнетаться вниз через полую буровую колонну и выводиться из форсунок, выполненных в корпусе. Буровой раствор охлаждает и смазывает головку по мере ее вращения, а также транспортирует материал, вырезанный буровым долотом, на поверхность.
Обычные корпусы бурового долота в типичном случае изготовлены с использованием одного из следующих вариантов: например, путем механической обработки из стальной заготовки или получены путем пропитывания связкой в виде сплава на основе меди слоя из твердых частиц карбида, размещенного в литейной форме. Головки со стальным корпусом в типичном случае изготавливают путем механической обработки круглой болванки с получением требуемой формы. После механической обработки корпуса головки рабочая область поверхности корпуса может быть подвергнута упрочнению путем нанесения износостойких материалов в этой рабочей области, а также других критических зонах этой поверхности.
При использовании обычного способа изготовления корпуса бурового долота из твердых частиц и связки литейную форму фрезеруют или подвергают механической обработке для создания внешней поверхности корпуса головки. Для создания или улучшения внешней поверхности корпуса могут также потребоваться дополнительное фрезерование вручную или набивка глиной.
Как только завершено изготовление литейной формы, в ее внутренней полости можно разместить предварительно отформованную заготовку головки из стали, чтобы провести внутреннее усиление матрицы корпуса во время ее изготовления. В полость литейной формы могут также быть установлены и другие вкладыши на основе переходных или жаростойких металлов, которые создают внутренние каналы протекания жидкости, пазы для режущих элементов, разделительные выступы, площадки, пропускную способность форсунок, пазы для выхода отходов и другие внутренние или внешние особенности корпуса. Любые вкладыши должны быть размещены точным образом для обеспечения должного позиционирования режущих элементов, форсунок, пазов для выхода отходов и т.п. в получаемой головке.
После этого внутрь литейной формы могут быть помещены желаемые твердые частицы с последующим их уплотнением до требуемой плотности. Затем твердые частицы пропитывают расплавленной связкой, которая охлаждается с образованием цельного корпуса, содержащего дискретную фазу из твердых частиц внутри сплошной фазы из связки.
После этого корпус может быть собран в единый узел с другими компонентами бурового долота. Например, к корпусу может быть приварен или прикреплен иным способом резьбовой хвостовик, а внутри пазов для режущих вставок могут быть закреплены режущие элементы или твердосплавные вставки (в типичном случае из алмаза или поликристаллического алмазного композита), например, при помощи пайки твердым припоем, склеивания или механической фиксации. В качестве альтернативы режущие твердосплавные вставки могут быть соединены с рабочей областью корпуса во время обработки в печи и пропитывания, если используются термостойкие твердосплавные вставки из поликристаллического алмазного композита.
Корпус и другие элементы бурового долота подвержены многим видам износа во время их работы в агрессивной среде скважины. Одним из наиболее распространенных видов износа является абразивный износ, вызванный контактом с абразивными горными породами. В дополнение к этому эрозию или износ бурового долота вызывает буровой шлам, насыщенный частицами выбуренной горной породы.
Срок службы бурового долота зависит не только от износостойкости вставок из поликристаллического алмазного композита или вставок из цементированного карбида, но также и от износостойкости корпуса бурового долота в случае долота с неподвижными режущими элементами или конических держателей в случае шарошечных конических долот. Одним из способов увеличения срока службы бурового долота является использование корпуса, изготовленного из материалов с улучшенной комбинацией прочности, ударной вязкости и сопротивления истиранию/эрозии.
К настоящему времени обнаружено, что корпус бурового долота с неподвижными режущими элементами может быть изготовлен из цементированных карбидов с применением стандартных методик порошковой металлургии (консолидация порошка с последующим формованием или механической обработкой неспеченой или предварительно спеченной прессовки и высокотемпературным спеканием). Такие цельные выполненные как одна деталь корпусы буровых долот на основе цементированного карбида описаны в патенте США №2005/0247491.
Корпусы буровых долот на основе цементированного карбида обладают значительными преимуществами по сравнению с известными корпусами буровых долот, полученными путем механической обработки из стали или пропитанных карбидов, так как цементированные карбиды обеспечивают значительно более выгодную комбинацию прочности, ударной вязкости, сопротивления истиранию и эрозии по сравнению со сталями или карбидами, пропитанными связками на основе меди.
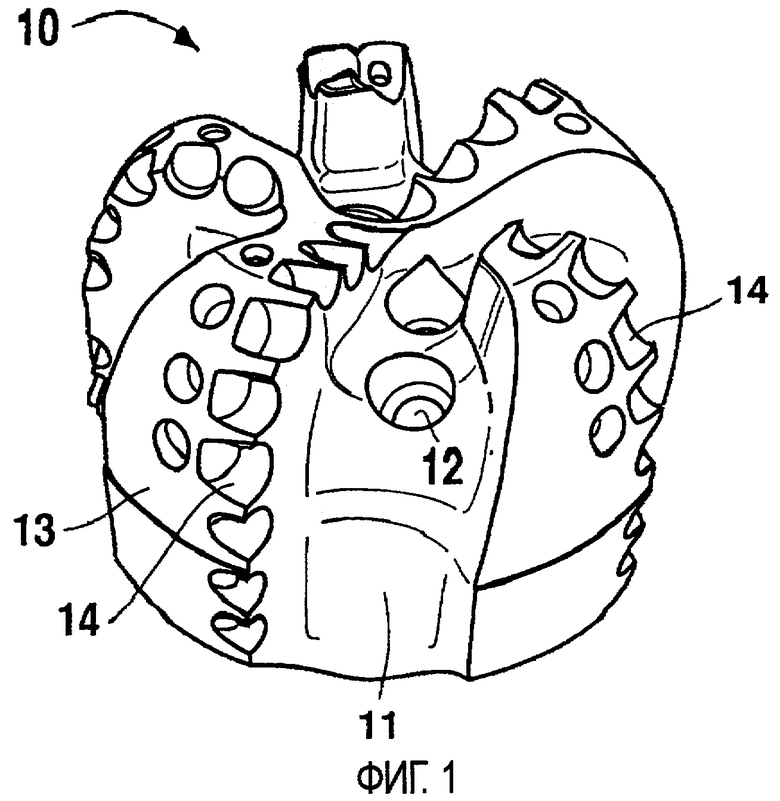
На фиг.1 показан типичный цельный выполненный как одна деталь корпус 10 бурового долота из цементированного карбида, который может использоваться для изготовления бурового долота с твердосплавными вставками из поликристаллического алмазного композита. Корпус 10, по существу, состоит из центральной части 11 с выполненными в ней отверстиями 12, через которые может прокачиваться буровой раствор шлам, и лопастей 13 с выполненными в них пазами, в которых закрепляются вставки из поликристаллического алмазного композита. Корпус 10 изготовлен с применением технологий порошковой металлургии. В типичном случае для получения такого корпуса литейную форму заполняют металлическим порошком, содержащим как связку из металла, так и карбид. После этого выполняют уплотнение для повышения плотности находящегося в литейной форме порошкового металла и изготовления неспеченой прессовки. Из-за прочности и твердости спеченных цементированных карбидов корпус обычно подвергают механической обработке, когда он имеет вид неспеченой прессовки. Неспеченая прессовка может быть подвергнута механической обработке, чтобы придать ей любые особенности, требующиеся в получаемом корпусе бурового долота.
Итоговая долговечность и эксплуатационные характеристики бурового долота с неподвижными режущими элементами зависят не только от долговечности и эксплуатационных характеристик режущих элементов, но также и от долговечности и эксплуатационных характеристик корпусов. Поэтому можно ожидать, что буровое долото с корпусами из цементированного карбида продемонстрируют значительно большую долговечность и лучшие эксплуатационные характеристики по сравнению с буровым долотом, изготовленным с использованием корпусов из стали или с пропитыванием. Однако использование бурового долота, содержащего цельные корпусы из цементированного карбида, накладывает определенные ограничения, например следующие.
Часто является затруднительно правильным и точным образом контролировать положение отдельных режущих элементов, армированных поликристаллическими алмазными композитами. После механической обработки пазов для вставок неспеченую прессовку спекают для повышения плотности корпуса. Недостатком корпусов из цементированного карбида являются некоторая усадка и искажение формы во время высокотемпературных процессов спекания, и это в результате приводит к изменению положения пазов для вставок. Пазы для вставок, не имеющие правильного расположения в назначенных местах корпуса, могут выполнять свои функции неудовлетворительным образом из-за преждевременного разрушения резцов и/или лопастей, бурения отверстий с отклонением от круглости, чрезмерной вибрации, неэффективного бурения, а также других проблем.
Так как форма цельных выполненных как одна деталь корпусов буровых долот из цементированного карбида является очень сложной, то эти корпусы изготавливают путем механической обработки и формования из неспеченых порошковых прессовок, используя сложные средства механической обработки, например пятикоординатные фрезерные станки. Однако даже при применении наиболее сложных средств механической обработки многообразие форм и конструкций, которые могут быть изготовлены, ограничено физическими ограничениями, накладываемыми процессом механической обработки. Например, число режущих лопастей и относительные положения режущих элементов, армированных поликристаллическими алмазными композитами, могут быть ограничены, так как разные особенности конструкции корпуса могут мешать перемещению режущего инструмента во время процесса формообразования.
Стоимость выполненных как одна деталь корпусов из цементированного карбида может быть относительно высокой, так как большое количество очень дорогого цементированного карбида уходит в отходы во время формообразования или механической обработки.
Изготовление выполненного как одна деталь корпуса из цементированного карбида с разными свойствами в разных областях является очень дорогостоящим. Поэтому свойства цельных выполненных как одна деталь корпусов из цементированного карбида в типичном случае являются неизменными, то есть корпусы имеют одинаковые свойства в любой области. С конструктивной точки зрения и с точки зрения долговечности во множестве случаев может оказаться выгодным наличие разных свойств в разных областях.
Выполненный как одна деталь корпус необходимо полностью выбрасывать, если в некоторой части этого корпуса возникла трещина (например, разрушение лопасти).
Таким образом, целью настоящего изобретения является создание усовершенствованного корпуса бурового долота, имеющего повышенные сопротивление износу, прочность и ударную вязкость без вышеуказанных ограничений известных корпусов.
Сущность изобретения
Согласно изобретению создан корпус модульного бурового долота с неподвижными режущими элементами, содержащий держатель лопастей, содержащий первый цементированный карбид с твердостью от 85 до 90 единиц твердости по шкале А Роквелла, и, по меньшей мере, одну лопасть, закрепленную в держателе лопастей и содержащую второй цементированный карбид с твердостью от 90 до 94 единиц твердости по шкале А Роквелла,
По меньшей мере, одна лопасть может иметь, по меньшей мере, один паз для вставок.
По меньшей мере, одна лопасть может состоять, по существу, из цементированного карбида. Держатель лопастей может состоять, по существу, из цементированного карбида.
Держатель лопастей может содержать, по меньшей мере, один паз для лопасти, и каждая лопасть закреплена в одном пазу для лопастей.
Каждый из первого и второго цементированных карбидов содержит частицы, по меньшей мере, одного карбида переходного металла в связке. Для первого цементированного карбида и второго цементированного карбида, по меньшей мере, один карбид переходного металла может быть карбидом переходного металла, выбранного из титана, хрома, ванадия, циркония, гафния, тантала, молибдена, ниобия и вольфрама, а связка содержит, по меньшей мере, один металл, выбранный из кобальта, никеля, железа, сплава кобальта, сплава никеля и сплава железа.
Связка может дополнительно содержать, по меньшей мере, одно легирующее вещество, выбранное из вольфрама, титана, тантала, ниобия, хрома, молибдена, бора, углерода, кремния, рутения, рения, марганца, алюминия и меди.
Карбид, входящий в состав первого цементированного карбида, и карбид, входящий в состав второго цементированного карбида, содержат карбид вольфрама.
Связка, входящая в состав первого цементированного карбида, и связка, входящая в состав второго цементированного карбида, могут содержать кобальт.
Связка, входящая в состав первого цементированного карбида, и связка, входящая в состав второго цементированного карбида, могут различаться по химическому составу.
Процентное содержание по весу связки в первом цементированном карбиде может отличаться от процентного содержания по весу связки во втором цементированном карбиде.
Карбид переходного металла, входящий в состав первого цементированного карбида, и карбид переходного металла, входящий в состав второго цементированного карбида, могут отличаться, по меньшей мере, химическим составом или средним размером зерна.
Первый цементированный карбид и второй цементированный карбид могут содержать от 2 до 40 весовых процентов связки и от 60 до 98 весовых процентов карбида переходного металла.
По меньшей мере, один из первого и второго цементированных карбидов может содержать частицы карбида вольфрама со средним размером зерна от 0,3 до 10 мкм.
Один из первого и второго цементированных карбидов может содержать частицы карбида вольфрама со средним размером зерна от 0,5 до 10 мкм, а другой из первого и второго цементированных карбидов содержит частицы карбида вольфрама со средним размером зерна от 0,3 до 1,5 мкм.
Один из первого и второго цементированных карбидов может содержать на 1-10 весовых процентов связки больше, чем другой из первого и второго цементированных карбидов.
Первый цементированный карбид может содержать от 10 до 15 весовых процентов кобальтового сплава, а второй цементированный карбид содержит от 6 до 15 весовых процентов кобальтового сплава.
По меньшей мере, одна лопасть может содержать, по меньшей мере, два элемента.
Согласно изобретению создано модульное буровое долото с неподвижными режущими элементами, содержащее вышеописанный корпус модульного бурового долота.
Согласно изобретению создано модульное буровое долото с неподвижными режущими элементами, содержащее держатель лопастей, содержащий первый цементированный карбид с твердостью от 85 до 90 единиц твердости по шкале А Роквелла, по меньшей мере, одну лопасть, закрепленную в держателе лопастей и содержащую второй цементированный карбид с твердостью от 90 до 94 единиц твердости по шкале А Роквелла, и, по меньшей мере, одну режущую твердосплавную вставку, установленную в, по меньшей мере, одной лопасти.
По меньшей мере, одна режущая твердосплавная вставка может быть выбрана из твердосплавной вставки из цементированного карбида и твердосплавной вставки из поликристаллического алмазного композита.
По меньшей мере, одна лопасть может содержать, по меньшей мере, один паз для вставок, и, по меньшей мере, одна режущая твердосплавная вставка установлена в, по меньшей мере, одном пазу.
По меньшей мере, одна режущая твердосплавная вставка может быть выбрана из твердосплавной вставки из цементированного карбида и твердосплавной вставки из поликристаллического алмазного композита.
Согласно изобретению создан способ изготовления корпуса модульного бурового долота с неподвижными режущими элементами, содержащий следующие этапы:
изготовление держателя лопастей, содержащего первый цементированный карбид с твердостью от 85 до 90 единиц твердости по шкале А Роквелла;
изготовление, по меньшей мере, одной лопасти, содержащей второй цементированный карбид с твердостью от 90 до 94 единиц твердости по шкале А Роквелла;
закрепление, по меньшей мере, одной лопасти в держателе лопастей.
Этап закрепления, по меньшей мере, одной лопасти в держателе лопастей может содержать, по меньшей мере, одну из следующих операций: вставка лопасти в паз, выполненный в держателе лопастей, соединение при помощи сварки лопасти с держателем лопастей, соединение при помощи пайки твердым припоем лопасти с держателем лопастей, соединение при помощи пайки мягким припоем лопасти с держателем лопастей, установка лопасти в держателе лопастей при помощи холодной запрессовки, установка лопасти в держателе лопастей при помощи горячей запрессовки, соединение лопасти с держателем лопастей при помощи клея, установка лопасти в держателе лопастей с использованием резьбового крепежного элемента или механическое закрепление лопасти в держателе лопастей.
Держатель лопастей может состоять, по существу, из цементированного карбида.
Каждый из первого и второго цементированных карбидов может содержать частицы карбида, меньшей мере, одного переходного металла в связке, причем карбид переходного металла является карбидом переходного металла, выбранного из титана, хрома, ванадия, циркония, гафния, тантала, молибдена, ниобия и вольфрама, а связка содержит, по меньшей мере, один металл, выбранный из кобальта, никеля, железа, сплава кобальта, сплава никеля и сплава железа.
Связка для первого цементированного карбида в держателе лопастей и связка для второго цементированного карбида в, по меньшей мере, одной лопасти может дополнительно содержать одно легирующее вещество, выбранное из вольфрама, титана, тантала, ниобия, хрома, молибдена, бора, углерода, кремния, рутения, рения, марганца, алюминия, меди, ванадия, циркония и гафния.
Карбид может представлять собой карбид вольфрама, а связка содержит кобальт.
Этап изготовления, по меньшей мере, одной лопасти может содержать уплотнение порошкового металла в неспеченую прессовку, механическую обработку неспеченой прессовки и спекание механически обработанной неспеченой прессовки.
Этап изготовления, по меньшей мере, одного держателя может содержать уплотнение порошкового металла в неспеченую прессовку, механическую обработку неспеченой прессовки и спекание механически обработанной неспеченой прессовки.
Порошковый металл может содержать порошок карбида металла и порошок связки.
В способе, по меньшей мере, одна лопасть может содержать множество элементов и способ дополнительно содержит закрепление множества элементов в держателе лопастей.
Способ может дополнительно содержать механическую обработку для создания, по меньшей мере, одного паза для вставок в, по меньшей мере, одной лопасти.
Согласно изобретению создан способ изготовления модульного бурового долота с неподвижными режущими элементами, содержащий изготовление вышеописанного корпуса модульного бурового долота и закрепление, по меньшей мере, одной режущей твердосплавной вставки в, по меньшей мере, одной лопасти указанного корпуса.
Краткое описание чертежей
Отличительные особенности и преимущества настоящего изобретения могут стать более понятными из следующего описания с сопровождающими чертежами, на которых изображено следующее:
фиг.1 представляет собой фотографию обычного цельного выполненного как одна деталь корпуса из цементированного карбида, используемого при изготовлении бурового долота;
фиг.2 - фотографию одного из вариантов корпуса модульного бурового долота с неподвижными режущими элементами в сборе, который содержит шесть лопастей из цементированного карбида, закрепленных в держателе лопастей из цементированного карбида, причем в каждой лопасти выполнено девять пазов для режущих вставок;
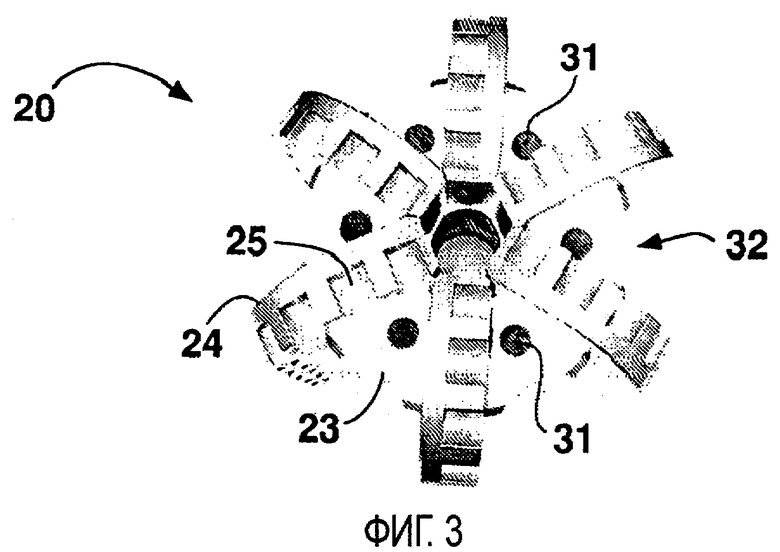
фиг.3 - фотографию вида сверху корпуса модульного бурового долота, показанного на фиг.2;
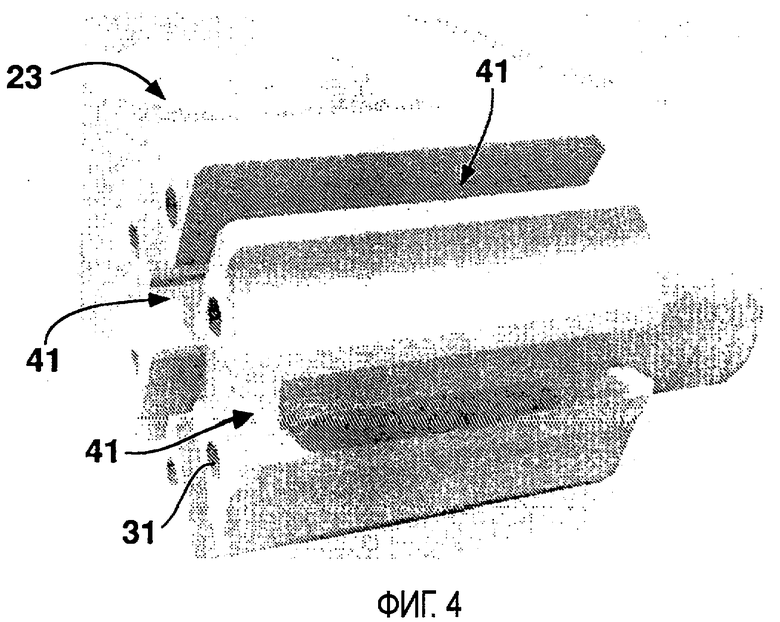
фиг.4 - фотографию держателя лопастей, соответствующего варианту корпуса модульного бурового долота, показанному на фиг.2, которая иллюстрирует пазы для лопастей и отверстия для шлама в держателе лопастей;
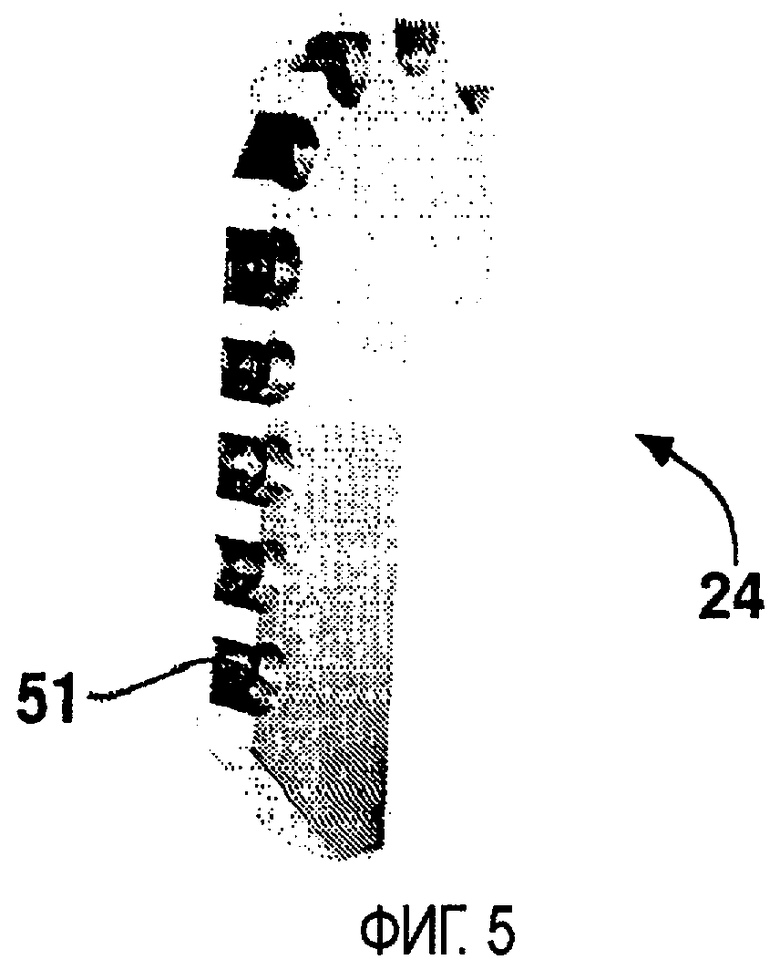
фиг.5 - фотографию отдельной лопасти, соответствующей варианту корпуса модульной бурового долота, показанному на фиг.2, которая иллюстрирует пазы для режущих вставок;
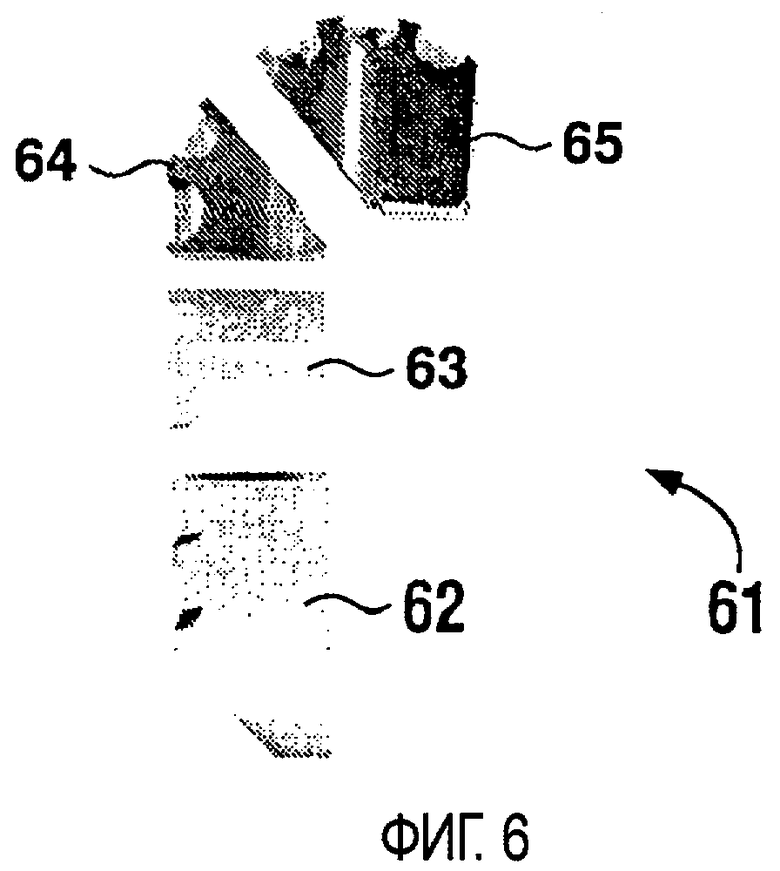
фиг.6 - фотографию другого варианта реализации настоящего изобретения для случая, когда множество лопастей может быть закреплено в одном пазе в держателе лопастей, показанном на фиг.4.
Описание некоторых вариантов реализации изобретения, не ограничивающих объем этого изобретения
Один из аспектов настоящего изобретения относится к корпусу модульного бурового долота с неподвижными резцами. Обычное буровое долото включает выполненный как одна деталь корпус головки с режущими твердосплавными вставками, установленными в пазах для вставок при помощи пайки твердым припоем. Обычные корпусы для бурового долота изготавливают конструктивно как одну деталь, чтобы увеличить до максимума прочность этих корпусов. Достаточная прочность необходима корпусу головки, чтобы противостоять чрезмерным напряжениям, имеющим место при бурении нефтяных и газовых скважин. В разных вариантах корпусы модульного бурового долота с неподвижными резцами, соответствующие настоящему изобретению, могут содержать держатель лопастей и, по меньшей мере, одну лопасть, закрепленную в этом держателе. Упомянутые лопасти могут дополнительно иметь один или несколько пазов, предназначенных для размещения режущих вставок, например режущих вставок из поликристаллического алмазного композита или режущих вставок из цементированного карбида. Конструкция корпусов модульного бурового долота может предусматривать любое число лопастей, используемых в буровом долоте с неподвижными режущими элементами. Максимальное число лопастей будет зависеть от размера такого корпуса, размера и ширины отдельной лопасти, области применения бурового долота, а также других факторов, известных специалисту в данной области техники. В различных вариантах корпусов модульного бурового долота может быть предусмотрено наличие, например, от 1 до 12 лопастей или же, в определенных областях применения, может потребоваться от 4 до 8 лопастей.
В основе различных вариантов корпусов модульного бурового долота лежит модульный принцип или конструкция с множеством деталей вместо цельного устройства, выполненного как одна деталь. Использование модульной конструкции позволяет устранить определенные ограничения, имеющие место для цельных корпусов головок, выполненных как одна деталь.
Корпусы, соответствующие настоящему изобретению, включают два или более отдельных компонентов, которые собирают в один узел и скрепляют вместе, чтобы получить корпус, подходящий для использования в буровом долоте. Например, упомянутые отдельные компоненты могут включать держатель лопастей, лопасти, форсунки, калибровочные кольца, установочные области, хвостовики, а также другие компоненты корпусов бурового долота.
В различных вариантах держатель лопастей может иметь, например, отверстия и/или калибровочное кольцо. Отверстия могут применяться для обеспечения возможности протекания воды, бурового раствора, смазок или других жидкостей. Жидкости или суспензии охлаждают буровое долото и способствуют удалению грязи, породы и продуктов износа из буровых скважин.
В различных вариантах лопасти могут содержать, например, пазы для режущих вставок из поликристаллических алмазных композитов и/или отдельные части лопастей, содержащие пазы для вставок.
На фиг.2 показан один из вариантов корпуса 20 модульного бурового долота с неподвижными режущими элементами. Корпус 20 содержит установочную область 21, выполненную на хвостовике 22 держателя 23 лопастей. В держателе 23 закреплены лопасти 24. Необходимо отметить, что, хотя показанный на фиг.2 вариант корпуса модульного бурового долота включает установочную область 21 и хвостовик 22, выполненные в держателе лопастей, установочная область 21 и хвостовик 22 могут также быть изготовлены как отдельные элементы, которые необходимо прикрепить друг к другу, чтобы получить часть корпуса 20. Кроме того, данный вариант корпуса 20 содержит одинаковые лопасти 24. Дополнительные варианты корпусов модульного бурового долота могут содержать лопасти, которые отличаются друг от друга. Например, материал лопастей может содержать такие конструкционные материалы, как цементированные твердые частицы, металлические сплавы (включая сплавы на основе железа, сплавы на основе никеля, сплавы на основе меди, алюминия и/или титана, не ограничиваясь перечисленным), керамику, пластики или комбинации этих материалов, не ограничиваясь перечисленным. Кроме того, лопасти также могут иметь разную конструкцию, что подразумевает также разное местоположение пазов для режущих вставок и отверстий для шлама или другие необходимые особенности строения. В дополнение к этому корпус предусматривает наличие лопастей, которые параллельны оси вращения этого корпуса. В других вариантах этот корпус может содержать лопасти, наклоненные под углом, например, от 5 до 45° относительно оси вращения.
Кроме того, установочная область 21, хвостовик 22, держатель лопастей 23 и лопасти 24 могут быть изготовлены из любого требуемого конструкционного материала, если эти материалы можно скреплять друг с другом. Отдельные детали соответствующего варианта корпуса с неподвижными резцами можно соединять друг с другом любым из следующих способов: пайки твердым припоем, соединений с использованием резьбы, штифтов, шпоночных канавок, горячей запрессовки, клея, диффузионной сварки, посадки с натягом или с использованием любого другого механического соединения. По существу, корпус 20 бурового долота может иметь разные области или детали, и каждая область или деталь может отличаться, например, концентрацией, химическим составом и размером зерен твердых частиц или связки. Это позволяет регулировать свойства в конкретных областях и деталях корпуса, как это требуется для конкретной области применения. По существу, конструкция корпуса может быть такой, чтобы свойства или химический состав деталей или областей в детали изменялись резко или постепенно при переходе от одной области изделия к другой. Например, корпус 20, показанный на фиг.2, содержит две отдельные зоны, определенные шестью лопастями 24 и держателем 23 лопастей. В одном из вариантов реализации настоящего изобретения держатель 23 лопастей может содержать дискретную твердую фазу из вольфрама и/или карбида вольфрама, а лопасти 24 могут содержать дискретную твердую фазу из мелкозернистого литого карбида, карбида вольфрама и/или спеченных частиц цементированного карбида. Лопасти 24 также включают пазы 25, расположенные вдоль кромки этих лопастей, в которые могут быть установлены режущие твердосплавные вставки, в варианте, показанном на фиг.2, предусмотрено наличие девяти пазов 25 для вставок. Пазы 25 для вставок могут быть созданы непосредственно в корпусе головки при изготовлении литейной формы, например, путем механической обработки сырой или обработанной заготовки либо как элементы, закрепленные в лопасти при помощи пайки твердым припоем или другого способа установки. Как видно на фиг.3, в разных вариантах корпус 24 может также включать внутренние каналы 31 протекания жидкости, разделительные выступы, площадки, форсунки, пазы 32 для выхода отходов и любые другие обычные особенности поверхности корпуса бурового долота. В качестве возможного варианта эти особенности могут задаваться дополнительными элементами, которые закрепляют в соответствующих положениях на корпусе модульной головки.
Фиг.4 представляет собой фотографию варианта держателя 23 лопастей, который показан на фиг.2 и 3. Держатель 23 лопастей в этом варианте изготовлен из цементированных карбидов и содержит внутренние каналы 31 для текучей среды и пазы 41 для лопастей. Фиг.5 представляет собой фотографию одного из вариантов лопасти 24, который может быть установлен в паз 41 для лопасти, выполненный в держателе 23 лопастей, показанном на фиг.4. Лопасть 24 имеет девять пазов 51 для режущих вставок. Как показано на фиг.6, согласно другому варианту лопасть 61 содержит несколько отдельных элементов 62, 63, 64 и 65. Этот многоэлементный вариант лопасти расширяет возможности выбора лопастей для соответствующих пазов и позволяет заменять отдельные элементы лопасти 61, например, если корпус головки необходимо отремонтировать или модифицировать.
Использование модульной конструкции для корпусов бурового долота позволяет преодолеть некоторые следующие ограничения, присущие корпусам головок, выполненным как одна деталь:
отдельные компоненты корпуса модульного бурового долота меньше по размеру и имеют менее сложную форму по сравнению с цельным выполненным как одна деталь корпусом бурового долота из цементированного карбида. Таким образом, компоненты будут испытывать меньшие искажения формы во время процесса спекания, а, кроме того, корпусы, и отдельные элементы модульных буровых долот могут быть изготовлены с меньшими допусками на размер. В дополнение к этому поверхности для установки шпонок и другие особенности строения можно легко и недорого получать путем шлифования или механической обработки после спекания, чтобы обеспечить правильное и точное сопряжение компонентов, таким образом гарантируя, что пазы для режущих вставок и режущие твердосплавные вставки можно расположить точно в заранее определенных положениях. Это, в свою очередь, гарантировало бы оптимальное функционирование бурового долота во время эксплуатации;
менее сложные формы отдельных компонентов корпуса модульного бурового долота позволяют использовать значительно более простые (менее "замысловатые") инструменты и операции механической обработки при изготовлении этих компонентов. Кроме того, так как корпус модульного бурового долота состоит из отдельных компонентов, то существенно меньше необходимость принимать во внимание то, что какие-либо особенности строения корпуса могут помешать перемещению режущего инструмента или другой части станка во время процесса формообразования. Это позволяет изготавливать элементы значительно более сложной формы для монтажа в корпусах головок по сравнению с цельными выполненными как одна деталь корпусами. Возможность изготовления одинаковых элементов с более сложными формами позволяет разработчику воспользоваться всеми преимуществами превосходных свойств, имеющихся у цементированных карбидов и других материалов. Например, по сравнению с корпусом бурового долота, выполненным как одна деталь, в корпусе модульного бурового долота можно установить большее число лопастей;
модульное устройство предполагает сборку узла из отдельных компонентов, поэтому во время процесса формообразования будет возникать очень небольшое количество отходов цементированного карбида, который является дорогим материалом;
корпус модульного бурового долота позволяет использовать широкий диапазон материалов (цементированные карбиды, стали и другие металлические сплавы, керамика, пластики и т.д.), детали из которых можно собирать в единый узел для создания корпуса головки, обладающего оптимальными свойствами в любом его месте;
при необходимости или по желанию можно заменять отдельные лопасти, после чего буровое долото снова можно эксплуатировать. В случае лопасти, содержащей множество элементов, можно заменять отдельные такие элементы. Поэтому нет необходимости выбрасывать весь корпус из-за поломки только части этого корпуса, что в результате приводит в существенному снижению эксплуатационных расходов.
Цементированные карбиды, которые могут использоваться как материал лопастей и держателя лопастей, могут включать карбиды одного или более химических элементов, относящихся к группам IVB-VIB Периодической таблицы элементов Менделеева. В предпочтительном случае цементированные карбиды содержат, по меньшей мере, один карбид переходного металла, выбираемый из группы, включающей карбид титана, карбид хрома, карбид ванадия, карбид циркония, карбид гафния, карбид тантала, карбид молибдена, карбид ниобия и карбид вольфрама. Цементированный карбид, как материал каждой области корпуса, в предпочтительном случае на приблизительно 60-98 весовых процентов состоит из частиц карбида. Частицы карбида внедрены в матрицу из связки, которая в предпочтительном случае составляет от приблизительно 2 до приблизительно 40 процентов от общего веса цементированного карбида.
Согласно изобретению корпус модульного бурового долота с неподвижными режущими элементами содержит держатель лопастей, изготовленный из первого цементированного карбида с твердостью от 85 до 90 единиц твердости по шкале А Роквелла, и, по меньшей мере, одну лопасть, изготовленную из второго цементированного карбида с твердостью от 90 до 94 единиц твердости по шкале А Роквелла и закрепленную в держателе лопастей.
В варианте выполнения по меньшей мере, один из первого и второго цементированных карбидов содержит частицы карбида вольфрама со средним размером зерна от 0,3 до 10 мкм. Согласно альтернативному варианту реализации настоящего изобретения, не ограничивающему объем этого изобретения, один из первого и второго цементированных карбидов содержит частицы карбида вольфрама со средним размером зерна от 0,5 до 10 мкм, а другой из первого и второго цементированных карбидов содержит частицы карбида вольфрама со средним размером зерна от 0,3 до 1,5 мкм. В следующем варианте реализации настоящего изобретения, не ограничивающем объем этого изобретения, один из первого и второго цементированных карбидов содержит на 1-10 весовых процентов связки больше (исходя из общего веса цементированного карбида), чем другой из упомянутых первого и второго цементированных карбидов.
В следующем варианте реализации настоящего изобретения, не ограничивающем объем этого изобретения, первый цементированный карбид содержит от 10 до 15 весовых процентов кобальтового сплава, а упомянутый второй цементированный карбид содержит от 6 до 15 весовых процентов кобальтового сплава. Согласно еще одному варианту реализации настоящего изобретения, не ограничивающему объем этого изобретения, связка первого цементированного карбида и связка второго цементированного карбида различаются по химическому составу. В следующем варианте реализации настоящего изобретения, не ограничивающем объем этого изобретения, содержание связки в весовых процентах в первом цементированном карбиде отличается от содержания связки в весовых процентах во втором цементированном карбиде. В другом варианте реализации настоящего изобретения, не ограничивающем объем этого изобретения, карбид переходного металла, входящий в состав первого цементированного карбида, отличается от карбида переходного металла, входящего в состав второго цементированного карбида, по меньшей мере, по химическому составу или среднему размеру зерна. Согласно дополнительному варианту реализации настоящего изобретения, не ограничивающему объем этого изобретения, первый и второй цементированные карбиды различаются, по меньшей мере, одним свойством. Упомянутое, по меньшей мере, одно свойство может быть выбрано, например, из следующего: модуль упругости, твердость, сопротивление износу, трещиностойкость, прочность на растяжение, коррозионная стойкость, коэффициент термического расширения и коэффициент теплопроводности.
Связка для цементированных твердых частиц или цементированных карбидов может содержать, например, по меньшей мере, одно из следующего: кобальт, никель, железо либо сплавы этих химических элементов. Связка также может содержать, например, такие химические элементы, как вольфрам, хром, титан, тантал, ванадий, молибден, ниобий, цирконий, гафний и углерод в количестве вплоть до пределов растворимости этих химических элементов в связке. Кроме того, связка может включать одно или более из следующего: бор, кремний и рений. В дополнение к этому связка может содержать до 5 весовых процентов таких химических элементов, как медь, марганец, серебро, алюминий и рутений. Специалисту в данной области техники будет очевидно, что любая или все составляющие материала, состоящего из цементированных твердых частиц, могут быть введены в химически чистом виде как соединения и/или как промежуточные сплавы. Держатель лопастей и лопасти либо по желанию другие элементы могут быть изготовлены из разных цементированных карбидов, содержащих карбид вольфрама в кобальтовой связке. В одном из вариантов реализации настоящего изобретения в состав материала держателя лопастей и лопасти входят, по меньшей мере, два разных вида цементированных твердых частиц, отличающиеся друг от друга, по меньшей мере, одним свойством.
В разных вариантах элементы модульного бурового долота могут также быть изготовлены из гибридных цементированных карбидов, например (но не ограничиваясь перечисленным) любого из цементированных карбидов, указанных в находящейся на одновременном рассмотрении заявке на патент США №10/735,379, содержание которой этим упоминанием полностью включено в данное описание.
Способ изготовления модульного бурового долота с неподвижными резцами согласно настоящему изобретению содержит этап закрепления, по меньшей мере, одной лопасти в держателе лопастей. Способ может также содержать скрепления дополнительных элементов вместе, чтобы получить корпус модульного бурового долота, содержащий внутренние каналы текучей среды, разделительные выступы, площадки, пазы для выхода отходов и любые другие обычные особенности корпуса бурового долота. Закрепление отдельной лопасти может выполняться любым путем, включая, например, твердосплавную вставку лопасти в паз в держателе лопастей, пайку твердым припоем, сварку или пайку мягким припоем, обеспечивающие неразъемное соединение лопасти с держателем лопастей, холодную запрессовку лопасти в держатель лопастей, горячую запрессовку лопасти в держатель лопастей, соединение лопасти с держателем лопастей при помощи клея (например, с использованием эпоксидной смолы или другого клея) либо механическую фиксацию лопасти в держателе лопастей. В некоторых вариантах реализации настоящего изобретения либо держатель лопастей, либо лопасти имеют форму "ласточкин хвост" или другую особенность строения, призванную повысить прочность соединения.
Процесс изготовления элементов из цементированных твердых частиц в типичном случае будет включать консолидацию металлургического порошка (в типичном случае - макрочастиц керамики и превращенного в порошок связующего металла) с получением сырой заготовки. Могут использоваться процессы консолидации порошка на основе обычных технологий, например механическое или гидростатическое прессование в жестких матрицах, а также изостатическое прессование со смазкой или без смазки. После чего сырую заготовку можно подвергнуть предварительному или полному спеканию, чтобы дополнительно консолидировать и уплотнить порошок. Предварительное спекание приводит только к частичной консолидации и уплотнению изделия. Сырую заготовку, чтобы получить предварительно спеченную заготовку (обработанную заготовку), можно подвергать спеканию при более низкой температуре по сравнению с той, которая должна быть обеспечена при выполнении операции окончательного спекания. Обработанная заготовка обладает относительно низкой твердостью и прочностью по сравнению с готовым изделием после полного спекания, но значительно более высокими, чем у сырой заготовки. Во время изготовления изделие может быть подвергнуто механической обработке в виде сырой заготовки, обработанной заготовки либо в виде полностью спеченного изделия. В типичном случае обрабатываемость сырой или обработанной заготовки существенно выше обрабатываемости полностью спеченного изделия. Механическая обработка сырой заготовки или обработанной заготовки может оказаться более выгодной, если механическая обработка полностью спеченной детали затруднена либо вместо механической обработки может потребоваться шлифование для получения требуемых окончательных допусков на размер. Также могут использоваться и другие пути улучшения обрабатываемости детали, например добавление специальных веществ для уменьшения пористости заготовки. Типичным таким веществом является полимер. Может выполняться спекание при температуре существования жидкой фазы в обычных вакуумных печах либо при высоких давлениях в печи SinterHip.Спекание заготовки может происходить при избыточном давлении, составляющем 300-2000 фунтов на кв.дюйм, и температуре, составляющей 1350-1500°С. Предварительное спекание и полное спекание заготовки приводят к удалению смазывающих веществ, восстановлению из оксидов, уплотнению и совершенствованию микроструктуры. Как указано выше, после спекания элементы корпуса модульного бурового долота могут дополнительно быть подвергнуты соответствующей механической обработке или шлифованию для получения окончательной конфигурации.
Специалист в данной области техники сможет определить технологические параметры, требующиеся для консолидации и спекания с целью получения изделий из цементированных твердых частиц, например режущих вставок из цементированного карбида. Такие параметры могут использоваться в способах, предлагаемых настоящим изобретением.
В дополнение к этому, для целей настоящего изобретения используются металлические сплавы на основе любых конструкционных металлов, таких как железо, никель, титан, медь, алюминий, кобальт и т.д. Керамика включает карбиды, бориды, оксиды, нитриды и т.п. всех распространенных химических элементов.
Необходимо понимать, что представленное описание иллюстрирует те аспекты изобретения, которые призваны сделать его понимание более ясным. Некоторые аспекты изобретения, которые будут очевидны специалистам в данной области техники и которые таким образом не содействуют лучшему его пониманию, здесь не представлены, чтобы упростить представленное описание. Хотя здесь описаны некоторые варианты реализации настоящего изобретения, специалисту в данной области техники при рассмотрении приведенного выше описания понятно, что можно использовать множество модификаций и вариаций этого изобретения. Предполагается, что все такие вариации и модификации данного изобретения охвачены приведенным выше описанием и пунктами приведенной ниже формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| БУРОВЫЕ ДОЛОТА НА ОСНОВЕ КОМПОЗИТА "МАТРИЦА-ЧАСТИЦЫ" С ТВЕРДОСПЛАВНЫМ УПРОЧНЕНИЕМ И СПОСОБЫ ИЗГОТОВЛЕНИЯ И РЕМОНТА ТАКИХ ДОЛОТ С ИСПОЛЬЗОВАНИЕМ ТВЕРДОСПЛАВНЫХ МАТЕРИАЛОВ | 2007 |
|
RU2457281C2 |
| БУРОВОЕ ДОЛОТО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2376442C2 |
| БУРОВОЕ ДОЛОТО С РЕЖУЩИМ ЭЛЕМЕНТОМ, СПЕЧЕННЫМ С КОРПУСОМ ШАРОШКИ | 2008 |
|
RU2456427C2 |
| БУРОВОЕ ДОЛОТО С КОНИЧЕСКИМИ ШАРОШКАМИ С УЛУЧШЕННЫМ СОПРОТИВЛЕНИЕМ ЭРОЗИИ | 2017 |
|
RU2724680C2 |
| Породоразрушающая вставка для буровых долот | 1980 |
|
SU911003A1 |
| БУРОВОЕ ДОЛОТО ДЛЯ РОТОРНОГО БУРЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ БУРОВОГО ДОЛОТА С КОРПУСОМ ИЗ КОМПОЗИТА ИЗ СВЯЗУЮЩЕГО МАТЕРИАЛА С ДРУГИМИ ЧАСТИЦАМИ | 2006 |
|
RU2429104C2 |
| БУРОВОЕ ДОЛОТО И ДРУГИЕ ИЗДЕЛИЯ, СОДЕРЖАЩИЕ ЦЕМЕНТИРОВАННЫЙ КАРБИД | 2009 |
|
RU2508178C2 |
| БУРОВОЕ ДОЛОТО С МОДУЛЬНЫМИ РЕЗЦАМИ И КОНТРОЛИРУЕМЫМ БУРОВЫМ УДЕЛЬНЫМ ДАВЛЕНИЕМ | 2013 |
|
RU2615560C2 |
| БУРОВОЕ ДОЛОТО И РЕЖУЩАЯ ВСТАВКА ДЛЯ НЕГО | 1995 |
|
RU2147667C1 |
| БУРОВОЕ ДОЛОТО ДЛЯ РОТОРНОГО БУРЕНИЯ, ИМЕЮЩЕЕ КОРПУС С ЧАСТИЦАМИ КАРБИДА БОРА В МАТРИЧНЫХ МАТЕРИАЛАХ ИЗ АЛЮМИНИЯ ИЛИ СПЛАВОВ АЛЮМИНИЯ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2464403C2 |
Изобретение относится к усовершенствованию модульного бурового долота с неподвижными режущими элементами и его корпуса и способам их изготовления. Технический результат - повышение прочности, сопротивления износу и ударной вязкости корпусов. Корпус модульного бурового долота с неподвижными режущими элементами, содержащий держатель лопастей, содержащий первый цементированный карбид с твердостью от 85 до 90 единиц твердости по шкале А Роквелла, и, по меньшей мере, одну лопасть, закрепленную в держателе лопастей и содержащую второй цементированный карбид с твердостью от 90 до 94 единиц твердости по шкале А Роквелла. Также предложено модульное буровое долото с неподвижными режущими элементами и способы изготовления корпуса модульного бурового долота и самого бурового долота. 5 н. и 31 з.п. ф-лы, 6 ил.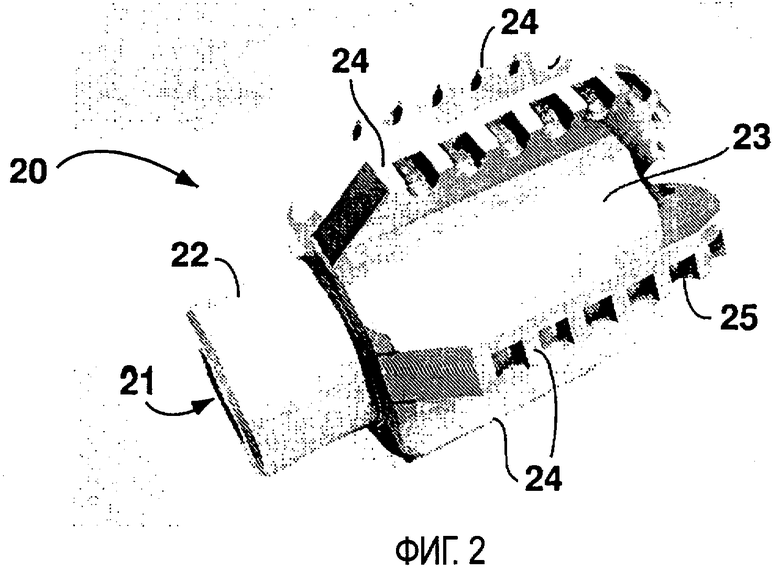
1. Корпус модульного бурового долота с неподвижными режущими элементами, содержащий держатель лопастей, содержащий первый цементированный карбид с твердостью от 85 до 90 единиц твердости по шкале А Роквелла, и, по меньшей мере, одну лопасть, закрепленную в держателе лопастей и содержащую второй цементированный карбид с твердостью от 90 до 94 единиц твердости по шкале А Роквелла.
2. Корпус по п.1, в котором, по меньшей мере, одна лопасть имеет, по меньшей мере, один паз для вставок.
3. Корпус по п.1, в котором, по меньшей мере, одна лопасть состоит, по существу, из цементированного карбида.
4. Корпус по п.1, в котором держатель лопастей состоит, по существу, из цементированного карбида.
5. Корпус по п.1, в котором держатель лопастей содержит, по меньшей мере, один паз для лопасти и каждая лопасть закреплена в одном из пазов для лопастей.
6. Корпус по п.1, в котором каждый из первого и второго цементированных карбидов содержит частицы, по меньшей мере, одного карбида переходного металла в связке.
7. Корпус по п.6, в котором для первого цементированного карбида и второго цементированного карбида, по меньшей мере, один карбид переходного металла является карбидом переходного металла, выбранного из титана, хрома, ванадия, циркония, гафния, тантала, молибдена, ниобия и вольфрама, а связка содержит, по меньшей мере, один металл, выбранный из кобальта, никеля, железа, сплава кобальта, сплава никеля и сплава железа.
8. Корпус по п.7, в котором связка дополнительно содержит, по меньшей мере, одно легирующее вещество, выбранное из вольфрама, титана, тантала, ниобия, хрома, молибдена, бора, углерода, кремния, рутения, рения, марганца, алюминия и меди.
9. Корпус по п.7, в котором карбид, входящий в состав первого цементированного карбида, и карбид, входящий в состав второго цементированного карбида, содержат карбид вольфрама.
10. Корпус по п.9, в котором связка, входящая в состав первого цементированного карбида, и связка, входящая в состав второго цементированного карбида, содержат кобальт.
11. Корпус по п.6, в котором связка, входящая в состав первого цементированного карбида, и связка, входящая в состав второго цементированного карбида, различаются по химическому составу.
12. Корпус по п.6, в котором процентное содержание по весу связки в первом цементированном карбиде отличается от процентного содержания по весу связки во втором цементированном карбиде.
13. Корпус по п.6, в котором карбид переходного металла, входящий в состав первого цементированного карбида, и карбид переходного металла, входящий в состав второго цементированного карбида, отличаются, по меньшей мере, химическим составом и средним размером зерна.
14. Корпус по п.6, в котором первый цементированный карбид и второй цементированный карбид содержат от 2 до 40 вес.% связки и от 60 до 98 вес.% карбида переходного металла.
15. Корпус по п.6, в котором, по меньшей мере, один из первого и второго цементированных карбидов содержит частицы карбида вольфрама со средним размером зерна от 0,3 до 10 мкм.
16. Корпус по п.6, в котором один из первого и второго цементированных карбидов содержит частицы карбида вольфрама со средним размером зерна от 0,5 до 10 мкм, а другой из первого и второго цементированных карбидов содержит частицы карбида вольфрама со средним размером зерна от 0,3 до 1,5 мкм.
17. Корпус по п.6, в котором один из первого и второго цементированных карбидов содержит на 1-10 вес.% связки больше, чем другой из первого и второго цементированных карбидов.
18. Корпус по п.6, в котором первый цементированный карбид содержит от 10 до 15 вес.% кобальтового сплава, а второй цементированный карбид содержит от 6 до 15 вес.% кобальтового сплава.
19. Корпус по п.1, в котором, по меньшей мере, одна лопасть содержит, по меньшей мере, два элемента.
20. Модульное буровое долото с неподвижными режущими элементами, содержащее корпус модульного бурового долота по п.1.
21. Модульное буровое долото с неподвижными режущими элементами, содержащее держатель лопастей, содержащий первый цементированный карбид с твердостью от 85 до 90 единиц твердости по шкале А Роквелла, и, по меньшей мере, одну лопасть, закрепленную в держателе лопастей и содержащую второй цементированный карбид с твердостью от 90 до 94 единиц твердости по шкале А Роквелла, и по меньшей мере, одну режущую твердосплавную вставку, установленную в, по меньшей мере, одной лопасти.
22. Буровое долото по п.21, в котором, по меньшей мере, одна режущая твердосплавная вставка выбрана из твердосплавной вставки из цементированного карбида и твердосплавной вставки из поликристаллического алмазного композита.
23. Буровое долото по п.21, в котором, по меньшей мере, одна лопасть содержит, по меньшей мере, один паз для вставок, а, по меньшей мере, одна режущая твердосплавная вставка установлена в, по меньшей мере, одном пазу.
24. Буровое долото по п.23, в котором, по меньшей мере, одна режущая твердосплавная вставка выбрана из твердосплавной вставки из цементированного карбида и твердосплавной вставки из поликристаллического алмазного композита.
25. Способ изготовления корпуса модульного бурового долота с неподвижными режущими элементами, содержащий следующие этапы: изготовление держателя лопастей, содержащего первый цементированный карбид с твердостью от 85 до 90 единиц твердости по шкале А Роквелла; изготовление, по меньшей мере, одной лопасти, содержащей второй цементированный карбид с твердостью от 90 до 94 единиц твердости по шкале А Роквелла; закрепление, по меньшей мере, одной лопасти в держателе лопастей.
26. Способ по п.25, в котором этап закрепления, по меньшей мере, одной лопасти в держателе лопастей содержит, по меньшей мере, одну из следующих операций: вставка лопасти в паз, выполненный в держателе лопастей, соединение при помощи сварки лопасти с держателем лопастей, соединение при помощи пайки твердым припоем лопасти с держателем лопастей, соединение при помощи пайки мягким припоем лопасти с держателем лопастей, установка лопасти в держателе лопастей при помощи холодной запрессовки, установка лопасти в держателе лопастей при помощи горячей запрессовки, соединение лопасти с держателем лопастей при помощи клея, установка лопасти в держателе лопастей с использованием резьбового крепежного элемента или механическое закрепление лопасти в держателе лопастей.
27. Способ по п.25, в котором держатель лопастей состоит, по существу, из цементированного карбида.
28. Способ по п.25, в котором каждый из первого и второго цементированных карбидов содержат частицы, по меньшей мере, одного карбида переходного металла в связке, причем карбид переходного металла является карбидом переходного металла выбранного из титана, хрома, ванадия, циркония, гафния, тантала, молибдена, ниобия и вольфрама, а связка содержит, по меньшей мере, один металл, выбранный из кобальта, никеля, железа, сплава кобальта, сплава никеля и сплава железа.
29. Способ по п.28, в котором связка для первого цементированного карбида в держателе лопастей и связка для второго цементированного карбида в, по меньшей мере, одной лопасти дополнительно содержат одно легирующее вещество, выбранное из вольфрама, титана, тантала, ниобия, хрома, молибдена, бора, углерода, кремния, рутения, рения, марганца, алюминия, меди, ванадия, циркония и гафния.
30. Способ по п.28, в котором карбид представляет собой карбид вольфрама, а связка содержит кобальт.
31. Способ по п.28, в котором этап изготовления, по меньшей мере, одной лопасти содержит уплотнение порошкового металла в неспеченую прессовку, механическую обработку неспеченой прессовки и спекание механически обработанной неспеченой прессовки.
32. Способ по п.31, в котором этап изготовления, по меньшей мере, одного держателя содержит уплотнение порошкового металла в неспеченую прессовку, механическую обработку неспеченой прессовки и спекание механически обработанной неспеченой прессовки.
33. Способ по пп.31 и 32, в котором порошковый металл содержит порошок карбида металла и порошок связки.
34. Способ по п.25, в котором, по меньшей мере, одна лопасть содержит множество элементов и который дополнительно содержит закрепление множества элементов в держателе лопастей.
35. Способ по п.26, дополнительно содержащий механическую обработку для создания, по меньшей мере, одного паза для вставок в, по меньшей мере, одной лопасти.
36. Способ изготовления модульного бурового долота с неподвижными режущими элементами, содержащий изготовление корпуса модульного бурового долота по п.1 и закрепление, по меньшей мере, одной режущей твердосплавной вставки в, по меньшей мере, одной лопасти указанного корпуса.
| US 5560440 А, 01.10.1996 | |||
| Буровое долото | 1985 |
|
SU1350322A1 |
| WO 2005106183 А, 10.11.2005. | |||

