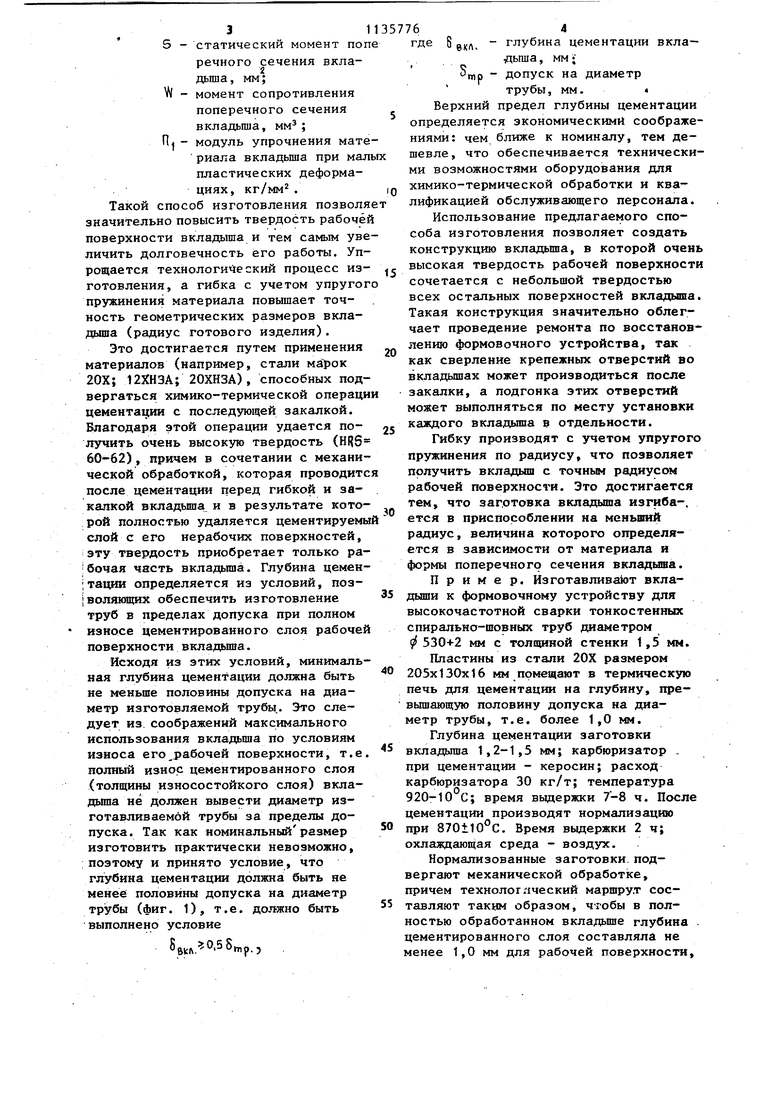
11 Изобретение относится к производству электросварных труб, а точнее к способу изготовления формовочного инструмента для производства спираль ношовмых труб, и может быть испольэо аяо на станах для изготовления спирально-шовных труб. Известен способ изготовления сменных износостойких элементов, при котором рабочую поверхность исходной заготовки в виде длинных брусков наплавляют твердым сплавом, отжигают подвергают механической обработке, закаливают, устанавливают в корпус формовочного устройства и совместно расшлифовывают по внутреннему диаметру .ij . Недостатке такого способа является то, что для обработки точного круглого калибра большого диаметра необходимо наличие уникальных крупногабаритных металлообрабатывающих станков. Известен также способ изготовлен сменных износостойких элементов к фо1миовочному устройству, при котором Заготовки этих элементов в виде полуколец вырезают из листа, .наплав ляют тверда м сплавом, отжигают, об ачивгиот по наружному и внутренне му диаметрам, закаливают наплавленн твердай сплав рабочей поверхности, шлифуют по обоим диаметрам и устанавливают в проточки корпуса формовочного устройства fzj . Несмотря на то, что по сравнению с расшлифовкой фснжовочного устройс ва в сборе механическая обработка отдельных колец может вестись на более простом оборудовании, эта операция является достаточно сложно и дорогостоящей. Сложной также явдяется и закалка крупногабаритных колец. Наиболее близким к предлагаемому но технической сущности и достигаемому результату является способ изготовления сменных износостойких вкладышей, согласно которому на . рабочую поверхность исходной заготовки.11аплавляют твердый сплав да-1ч, отжигают ее, а затем после полной механической обработки произ В1ОДЯТ гйбку по радиусу и осуществля ют закйлку в специальном приспособлении. Способ позволяет использодать простое механическое оборудование , которым обычно оснащена ремонтная служба каждого завода з Однако твердый сплав марки ЦЯ-14 при закалке дает твердость, которая не превышает HRC 51-53, что ограничивает долговечность работы формовочного устройства из-за износа рабочей поверхности сменных вкладышей. Твердосплавные электроды ЦН-14 серийно промышленностью не выпускаются, а изготавливаются малыми партиями по спецзаказам, т.е. эти электроды остродефицитный материал. . Многопереходной является технология изготовления вкладышей, в которой , наплавка твердого сплава весьма трудоемкая операция, так как она ведется ручной электродуговой сваркой . Цель изобретения - повьш1ёние износостойкости рабочей поверхности и упрощение изготовления. Цель достигается тем, что согласно способу изготовления сменных вкладышей к формовочному устройству стана спирально-шовных труб, включающему упрочнение рабочей поверхности заготовки, механическую обработку и гибку по радиусу заготовки, закалку и отпуск вкладыша, производят упрочнение цементапией на глубину не менее половины допуска на диаметр изготавливаемой спиральношовной трубы. После цементации производят нормализацию. Механическую обработку проводят путем удаления цементированного слоя с нерабочих поверхностей. Гибку заготовки проводят по радиусу, который определяют по формуле Е V Е 2г„й относительный радиус где р изгиба; радиус изгиба вкладыша, мм; толщина вкладыша, мм; относительный радиус вклада|Ш1а; радиус вкладыша, мм; предел текучести материала вкладьш1а, кг/мм ; модуль упругости материала вкладьш1а, кг/мм ; 5 - статический момент по речного сечения вкладыша, мм; VJ - момент сопротивления поперечного сечения вкладыша, П - модуль упрочнения мат риала вкладьш1а при мал пластических деформациях, КГ/ММ . Такой способ изготовления позвол значительно повысить твердость рабоче поверхности вкладыша и тем самым ув личить долговечность его работы. Уп рощается технологический процесс изготовления, а гибка с учетом упруго пружинения материала повышает точность геометрических размеров вкладыша (радиус готового изделия). Это достигается путем применения материалов (например, стали марок 20Х; 12ХНЗА; 20ХНЗА), способных подвергаться химико-термической операци цементации с последующей закалкой. Благодаря этой операции удается получить очень высокзто твердость (HR6 60-62), причем в сочетании с механической обработкой, которая проводитс после цементации перед гибкой и закалкой вкладыша и в результате которой полностью удаляется цементируемы слой с его нерабочих поверхностей, эту твердость приобретает только ра бочая часть вкладьппа. Глубина цемен;тащш определяется из условий, поз1воляющих обеспечить изготовление труб в пределах допуска при полном износе цементированного слоя рабочей поверхности вкладыша. Исходя из этих условий, минимальная глубина цементации должна быть не меньше половины допуска на диаметр изготовляемой трубы,. Это следует из соображений максимального использования вкладыша по условиям износа его рабочей поверхности, т.е полный износ цементированного слоя (толщины износостойкого слоя) вкладыша не должен вывести диаметр изготавливаемой трубы за пределы допуска. Так как номинальныйразмер изготовить практически невозможно, ; поэтому и принято условие, что глубина цементации должна быть не менее половины допуска на диаметр трубы (фиг. 1), т.е. должно быть выполнено условие 5.лГ0.55т 76 - глубина цементации вкладыша , мм тр допуск на диаметр трубы, мм. « Верхний предел глубины цементации определяется экономическими соображениями: чем ближе к номиналу, тем дешевле, что обеспечивается техническими возможностями оборудования для химико-термической обработки и квалификацией обслуживающего персонала. Использование предлагаемого способа изготовления позволяет создать конструкцию вкладьш1а, в которой очень высокая твердость рабочей поверхности сочетается с небольшой твердостью всех остальных поверхностей вкладыша. Такая конструкция значительно облегчает проведение ремонта по восстановлению формовочного устройства, так как сверление крепежных отверстий во вкладышах может производиться после закалки, а подгонка этих отверстий может выполняться по месту установки каждого вкладыша в отдельности. Гибку производят с учетом упругого пружинения по радиусу, что позволяет получить вкладыш с точным радиусом рабочей поверхности. Это достигается тем, что заг.отовка вкладыша изгиба-, ется в приспособлении на меньший радиус, величина которого определяется в зависимости от материала и формы поперечного сечения вкладыша. Пример. Изготавливает вкладьш1и к формовочному устройству для высокочастотной сварки тонкостенных спирально-шовных труб дааметром 9 530+2 мм с толщиной стенки 1,5 мм. Пластины из стали 20Х размером 205x130x16 g4 помещают в термическую печь для цементации на глубину, превьш1ающую половину допуска на диаметр трубы, т.е. более 1,0 мм. Глубина цементации заготовки вкладыша 1,2-1,5 мм; карбюризатор . при цементации - керосин; расход карбюризатора 30 кг/т; температура 920-10 С; время выдержки 7-8 ч. После цементации производят нормализацию при 870t10°C. Время выдержки 2 ч; хлаждающая среда - воздух. Нормализованные заготовки подергают механической обработке, ричем технологлческий маршрут сосавляют таким образом, чтобы в полостью обработанном вкладыше глубина ементированного слоя составляла не енее 1,0 мм для рабочей поверхности. 9 а на остальных поверхностях полност отсутствовала. Далее производят гибку заготовки вкладыша в приспособлении. Средний относительный радиус гиба определяется:Дпя упрощения расчета преобразуют формулу (t), сделав замену: К я - коэффициент профиля; -относительный модуль упрочнения; -относительный изгиба Vgr ющий момент. После преобразования получаем: Гсь Исходные данные для расчета рад уса гнба вкладаша, имеющего форму поперечного сечения (фиг. 2). | аметр изготавливаемой трубы О 530 + 2 материал вкладыша сталь 20Х (Йф « 34 кг/мм j Е 2 -Ю Я«: кг/мм2 среднее значение); геометрические размеры вкладьша: Л 125 мм; Ь, в 75 ми| ,Ь - 13,5 №4, Ь, 10 Ьс:-бИ7, Отиосителышй радиус (средний; вкладыша , 530f2U3.3/2 н 13.S Коэффициент профиля вкладыша S ,5ЬЦ(И-Пс w ЪЬ ЧЪ-ЪЛ Ьс-Ь. 4,5-13,,5-6.17) (l25-6,17 -l25-75)(fe,lt-1o- 1503.5-6.U) Относительный изгибающий момен 600 та,32+ 34--2-20,l$ 6 пределяем, относительный радиус гиба. кладыша: 54 , .М98 215 2°Средний радиус гиба вкладьнпа R« 13,517,98 242,7 мм. Радиус пуансона и матрищл присособленияRn«R- -242.7- -|§s23feMA( R. «4.,7 5 250MW Согнутые по радиусу вкладьши для уменьшения температурных поводок при термообработке собирают попарно в пакеты и подвергают закалке путем нагрева в печи до 8001Ю С, вьщержки 25-30 мин/шт. и охлаящения в масло с йоследу1яцим отпуском при 200 С в течение 5ч. Твердость рабочей поверхности вкладыша после цементации с закалкой HRC 60. После термообработки вкладь ши готовы для установки в рхасточке корпуса формовочного устройства. Предлагаемьй способ изготовления сменных элементов к формовочным устройствам станов для производства спирально-шовных труб по сравнению с другими способами позволяет упростить технологию изготовления сменных износостойких вкладышей и повысить твердость их рабочей поверхности. Вследствие этого становится возможным снизить себестоимость изготовления сменного технологического инструмента и повысить долговечность его работы. Испытания пре,цяагаемого способа изготовления вкладышей к формовочному устройству для сварки труб 0 530 мм с толщиной стенки 1,5 мм показали, что применение способа позволяет значительно упростить технологию изготовления вкладьшгей, на 25-30% повысить долговечность работы формовочного устройства и на 40-45% снизить затраты на сменный инструмент.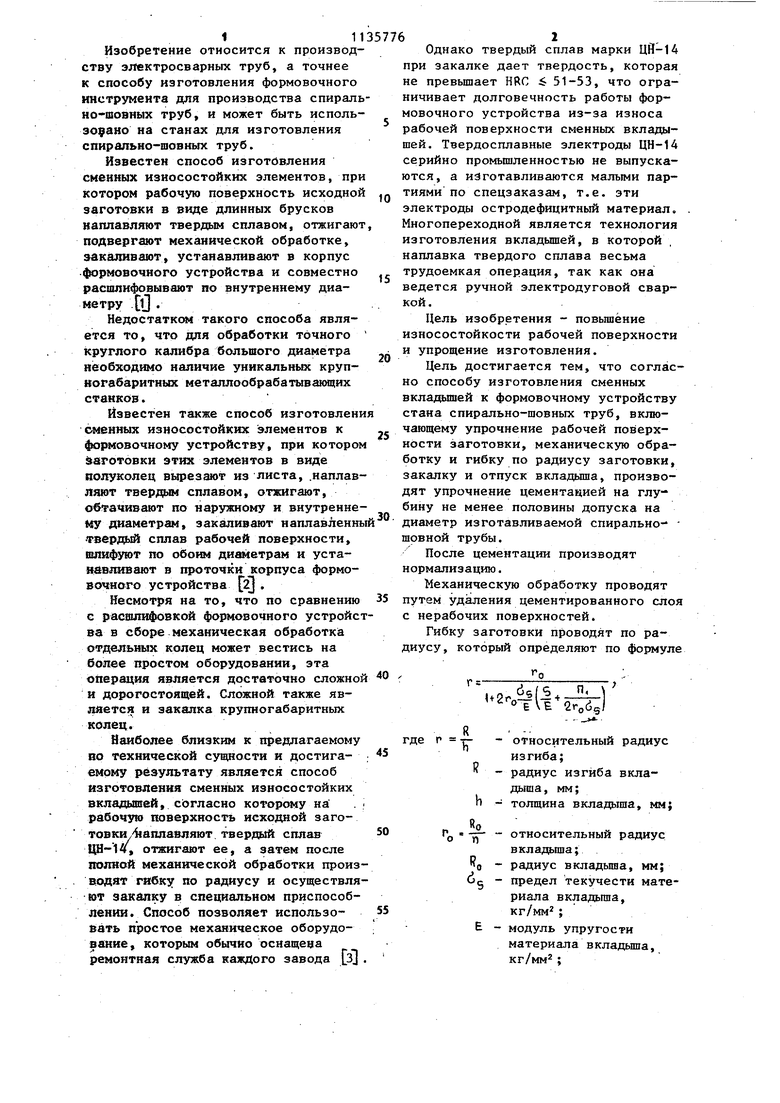
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сменных износостойких вкладышей к формовочному устройству | 1976 |
|
SU599884A1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ | 2010 |
|
RU2436850C2 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ, ТАКОЙ КАК ЗУБЧАТОЕ КОЛЕСО | 2012 |
|
RU2597455C2 |
| СПОСОБ ФОРМИРОВАНИЯ УПРОЧНЕННОГО СЛОЯ ДЕТАЛИ | 1997 |
|
RU2120478C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1998 |
|
RU2130507C1 |
| "Способ обработки стальных изделий | 1979 |
|
SU800235A1 |
| СПОСОБ УЛУЧШЕНИЯ ПРИРАБАТЫВАЕМОСТИ ПАРЫ ТРЕНИЯ "ВКЛАДЫШ ПОДШИПНИКА - ШЕЙКА ВАЛА" | 2012 |
|
RU2528070C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНОГО СОЕДИНЕНИЯ ТИПА ВАЛ-СТУПИЦА СТАЛЬНЫХ ДЕТАЛЕЙ (ВАРИАНТЫ) | 2012 |
|
RU2501986C2 |
| Способ обработки изделий | 1981 |
|
SU968083A1 |
| СТАЛЬ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОГО ЦЕМЕНТИРОВАННОГО ВАЛА ШЕСТЕРНИ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ СТАЛИ | 2022 |
|
RU2828779C2 |
t. СПОСОБ ИЗГОТОВЛЕНИЯ смЕншх вкттмЕй к ФО|«ОВОЧНОМУ УСТРОЙСТВУ СТАНА СПИРАЛЬНО-ШОВНЫХ ТРУБ, включающий упрочнение рабочей поверхности заготовки, механическую обработку и гибку по радиусу заготовки, закалку и отпуск вкладаша, отличающийся тем, что, с целью повышения износостойкости рабочей поверхности и упрощения изготовления, упрочнение производят цементацией на глубину не менее половины допуска на диаметр изготавливаемой спирально-шовной трубы, 2.Способ по п. 1, о т л и ч аю щ и и с я тем, что после цементации производят нормализацию. 3.Способ по п. 1, о т л и ч аю щ и и с я тем, что механическую обработку проводят путем удаления цементированного слоя с нерабочих поверхностей. 4. Способ по п. 1, о т л и ч аю щ и и с я тем, что гибку заготовки проводят по радиусу, который определяют по формуле относительный радиус где Р -г- изгиба; R радиус изгиба вклаг дрлоа, HHt h толщина вкладыша, мм; Гд«-- относительный радиус вкладаша; ROрадиус вкладыша, мм; впредел текучести материала вкладалпа, кг/мм ; Е модуль упругости матеDO риала вкладыша, кг/мм ; :л 5 статический момент поперечного сечения вкладьппа, мм ; W - момент сопротивления поперечного сечения вкладьппа, мм ; П, - модуль упрочнения материала вкладьш1а при малых пластических деформа. циях, кг/мм.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Каталог фирмы Демаг, Дуйсбург, ФРГ, 62.2.1 9-69 1500, СЗ | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
