Изобретение относится к порошковой металлургии, в частности, к способам изготовления цилиндрических постоянных магнитов из ферромагнитных порошков гексагональных ферритов.
Известен способ изготовления изотропных ферритовых цилиндрических постоянных магнитов путем изготовления порошков, прессования порошков, спекания и размерной обработки [1].
Наиболее близким техническим решением является способ изготовления четырехполюсных цилиндрических постоянных магнитов из порошков в магнитном поле.
Однако известный способ имеет существенные недостатки, заключающиеся в том, что четырехполюсные текстурованные цилиндрические постоянные магниты из ферритовых порошков имеют большую разницу в коэффициенте усадки в полюсных и межполюсных направлениях, что приводит к большому искажению цилиндрической формы. В связи со значительным отклонением формы спеченных текстурованных четырехполюсных заготовок от цилиндрической значительно затрудняется их механическая обработка и в этой связи их промышленное производство осуществляется только с равноосной структурой и низкими магнитными свойствами.
Целью изобретения является повышение магнитных свойств четырехполюсных постоянных магнитов из ферритовых порошков и снижение расхода материала и трудоемкости изготовления.
Согласно изобретению предложен способ изготовления четырехполюсных цилиндрических постоянных магнитов, включающий прессование заготовок из порошков магнитотвердых ферритов в магнитном поле, характеризующийся тем, что прессование осуществляют с наружными и внутренними поверхностями заготовки, рассчитываемыми по формулам:
xi= R·K sinαi, xj= r·K
sinαi, xj= r·K cosαj,
cosαj,
yi= R·K sinαi, yj= r·K
sinαi, yj= r·K sinαj, где xi, yi - координаты образующей наружной поверхности заготовки;
sinαj, где xi, yi - координаты образующей наружной поверхности заготовки;
xi, yj - координаты образующей внутреннего отверстия заготовки;
R, r - радиусы наружной поверхности и внутреннего отверстия спеченной цилиндрической заготовки магнита;
K , K
, K - коэффициенты усадки материала текстурованной заготовки в i и j точках наружной и внутренней поверхностях заготовки магнита в направлении вектора, проведенного из центра к данной точки
- коэффициенты усадки материала текстурованной заготовки в i и j точках наружной и внутренней поверхностях заготовки магнита в направлении вектора, проведенного из центра к данной точки
α - угол между осью абсцисс и вектором от центра координат к данной точке (i, j) поверхностей заготовки, причем за центр координат принимают центр заготовки, а направления абсцисс и ординаты по взаимно перпендикулярным осям симметрии заготовки выбирают проходящими по центрам полюсных участков заготовки, причем источник магнитного поля в процессе прессования располагают при совпадении центров и полюсов источника с осями симметрии заготовки по координатным осям, а затем спрессованные заготовки подвергают спеканию и размерной обработке.
Предлагаемый способ реализуют следующим образом.
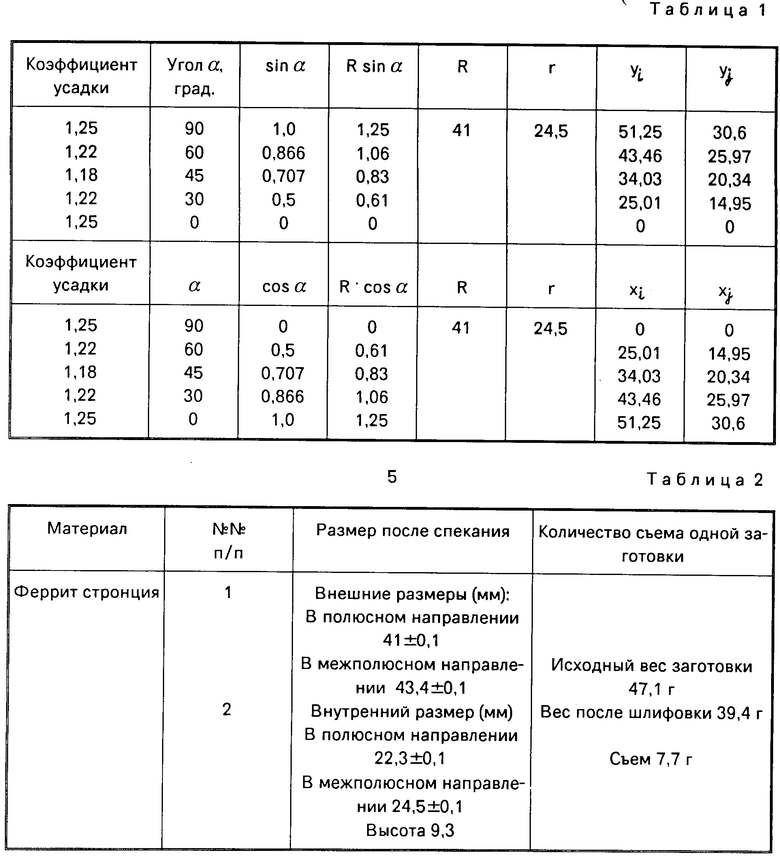
Согласно предложенному способу проведен расчет образующих поверхностей пресс-формы для цилиндрического четырехполюсного магнита с наружным диаметром 41 мм и внутренним отверстием 24,5 мм.
Пример расчета представлен в табл. 1.
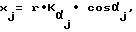
На основании проведенного расчета были разработаны чертежи пресс-формы для прессования заготовок для четырехполюсных цилиндрических магнитов. В этих пресс-формах были отпрессованы заготовки из порошков феррита стронция. После спекания по стандартной технологии было проведено измерение диаметров заготовок. Расхождение диаметра заготовок в полюсном и межполюсном направлениях не превышало 0,1 мм. Для сравнения и оценки снижения трудоемкости из порошков феррита стронция были изготовлены образцы магнитов цилиндрической формы. Основные размеры заготовок до и после механической обработки шлифованием представлены в табл. 2.
Использование предлагаемого способа изготовления четырехполюсных цилиндрических постоянных магнитов обеспечивает по сравнению с существующими способами следующие преимущества:
1. В связи с устранением отклонения формы текстурованного магнита после спекания от цилиндрической позволяет создать промышленное производство ферритовых четырехполюсных постоянных магнитов с повышенными по индукции на 60% и Hсв на 50% магнитными свойствами.
2. В связи с уменьшением отхода материала магнита при механической обработке снижается на 15-20% расход материала и трудоемкость размерной обработки.
Предлагаемый способ может быть применен на всех предприятиях, изготавливающих четырехполюсные цилиндрические ферритовые магниты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления цилиндрических кольцевых постоянных магнитов с диаметральной текстурой | 1990 |
|
SU1726130A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНИЗОТРОПНЫХ ФЕРРИТОВЫХ МАГНИТОВ | 1991 |
|
RU2023316C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОКСИДНЫХ ПОСТОЯННЫХ МАГНИТОВ ИЗ ОТХОДОВ ФЕРРИТА СТРОНЦИЯ | 2000 |
|
RU2179764C2 |
| МНОГОПОЛЮСНЫЙ РОТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ С ПОСТОЯННЫМИ МАГНИТАМИ | 1991 |
|
RU2011267C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНИЗОТРОПНЫХ ПОСТОЯННЫХ МАГНИТОВ НА ОСНОВЕ ФЕРРИТА СТРОНЦИЯ | 1993 |
|
RU2044351C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНОГО СЕКТОРНОГО ПОСТОЯННОГО МАГНИТА С ТЕКСТУРОЙ, ПАРАЛЛЕЛЬНОЙ ОСИ СИММЕТРИИ СЕКТОРА | 1987 |
|
RU2042985C1 |
| МАГНИТНАЯ СИСТЕМА БАРАБАННОГО СЕПАРАТОРА | 2006 |
|
RU2332262C2 |
| Роторная машина для прессования порошкообразных материалов | 1988 |
|
SU1629156A1 |
| Способ изготовления анизотропных ферритовых постоянных магнитов | 1987 |
|
SU1475773A1 |
| ВЕНТИЛЬНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ ДЛЯ ВЫСОКОСКОРОСТНОЙ УЛЬТРАЦЕНТРИФУГИ | 2005 |
|
RU2292624C1 |
Изобретение относится к порошковой металлургии. Способ изготовления четырехполюсных цилиндрических постоянных магнитов заключается в том, что прессование заготовок из порошков магнитотвердых ферритов осуществляют в магнитном поле с наружными и внутренними поверхностями заготовки, рассчитываемыми по формулам  ,
,  где xi, yi - координаты образующей наружной поверхности заготовки; xj, yj - координаты внутреннего отверстия заготовки; R, r - радиусы наружной поверхности и внутреннего отверстия спеченной заготовки;
где xi, yi - координаты образующей наружной поверхности заготовки; xj, yj - координаты внутреннего отверстия заготовки; R, r - радиусы наружной поверхности и внутреннего отверстия спеченной заготовки;  - коэффициенты усадки материала текстурованной заготовки в i, j точках наружной и внутренней поверхностях заготовки в направлении вектора, проведенного из центра к данной точке; α - угол между осью абсцисс и вектором от центра координат к данной точке (i, j) поверхностей заготовки, причем за центр координат принимают центр заготовки, а направления абсциссы и ординаты по взаимно перпендикулярным осям симметрии заготовки выбирают проходящими по центрам полюсных участков заготовки, а источник магнитного поля в процессе прессования располагают при совпадении центров полюсов источника с осями симметрии заготовки по координатным осям. Затем заготовки спекают и подвергают размерной обработке. 2 табл.
- коэффициенты усадки материала текстурованной заготовки в i, j точках наружной и внутренней поверхностях заготовки в направлении вектора, проведенного из центра к данной точке; α - угол между осью абсцисс и вектором от центра координат к данной точке (i, j) поверхностей заготовки, причем за центр координат принимают центр заготовки, а направления абсциссы и ординаты по взаимно перпендикулярным осям симметрии заготовки выбирают проходящими по центрам полюсных участков заготовки, а источник магнитного поля в процессе прессования располагают при совпадении центров полюсов источника с осями симметрии заготовки по координатным осям. Затем заготовки спекают и подвергают размерной обработке. 2 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕТЫРЕХПОЛЮСНЫХ ЦИЛИНДРИЧЕСКИХ ПОСТОЯННЫХ МАГНИТОВ, включающий прессование заготовок из порошков магнитотвердых ферритов в магнитном поле, отличающийся тем, что прессование осуществляют с наружными и внутренними поверхностями заготовки, рассчитываемыми по формулам
yi = R˙Kαi˙sinαi ;
yj = r˙Kαj˙sinαj ;
xi = R˙Kαi˙cosαi ;
xj = r˙Kαj˙cosαj ,
где xi, yi - координаты образующей наружной поверхности заготовки;
xj, yj - координаты образующей внутреннего отверстия заготовки;
R, r - радиусы наружной поверхности и внутреннего отверстия спеченной заготовки соответственно;
Kαi , Kαj - коэффициент усадки материала текстурированной заготовки в точках i и j наружной и внутренней поверхностей заготовки в направлении вектора, проведенного из центра к данной точке;
α - угол между осью абсцисс и вектором от центра координат к данной точке (i, j) поверхностей заготовки,
причем за центр координат принимают центр заготовки, а направления абсциссы и ординаты по взаимно перпендикулярным осям симметрии заготовки выбирают проходящими по центрам полюсных участков заготовки, причем источник магнитного поля в процессе прессования располагают при совпадении центров полюсов источника с осями симметрии заготовки по координатным осям, а затем спрессованные заготовки подвергают спеканию и размерной обработке.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для прессования порошков магнитнотвердых материалов | 1975 |
|
SU540697A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
