Известны устройства ДЛ5 э.кктрлтитичсской полировки HapyiKHwi поверхности изделии, когда изделие ироиускаетея че1)03 катод, иомещоннь н в вание с электрп.IHTOM. Эти устройства обычно очень r|)ii.М 1здки. занимают большую ироиз1 одетве) площадь и Н11 возмол;ногги сконцентрировать высокие илотностн тика на отдельном участке нолнруемото пзД1ЛИ(.
Предлагаемое угт1)он(:тво более еовеопюнно но сравнению с еущсствуюицгаи ует1))ами, так как оно комиактно и нозволнет 1ол1 ровать изделия, наН1)нме11. трубы, имеющие длнну, во Hori) 1)аз HpeiJbiiuainiHyio 1)азмеры устройства, причем нолнровка о;уи1:еетвляется BI ynim раз быг:т|)ее, че в известнглх устройствах. г)то достигается тем. что раснолсMeHHbiii ) сосуд катод, 4(ррз который iipoxoTjrr изделие, выполняется иерфори iojiaHin rjr. Электролит за.тивается в сосуд .мси;ду ун.тотн 10И1Имн эластичными И1айба)П1 с пт)ирстиями, соответствующими профилю нолнрусмогг) изделия и устанав.тиваемглмн ни концам катода.
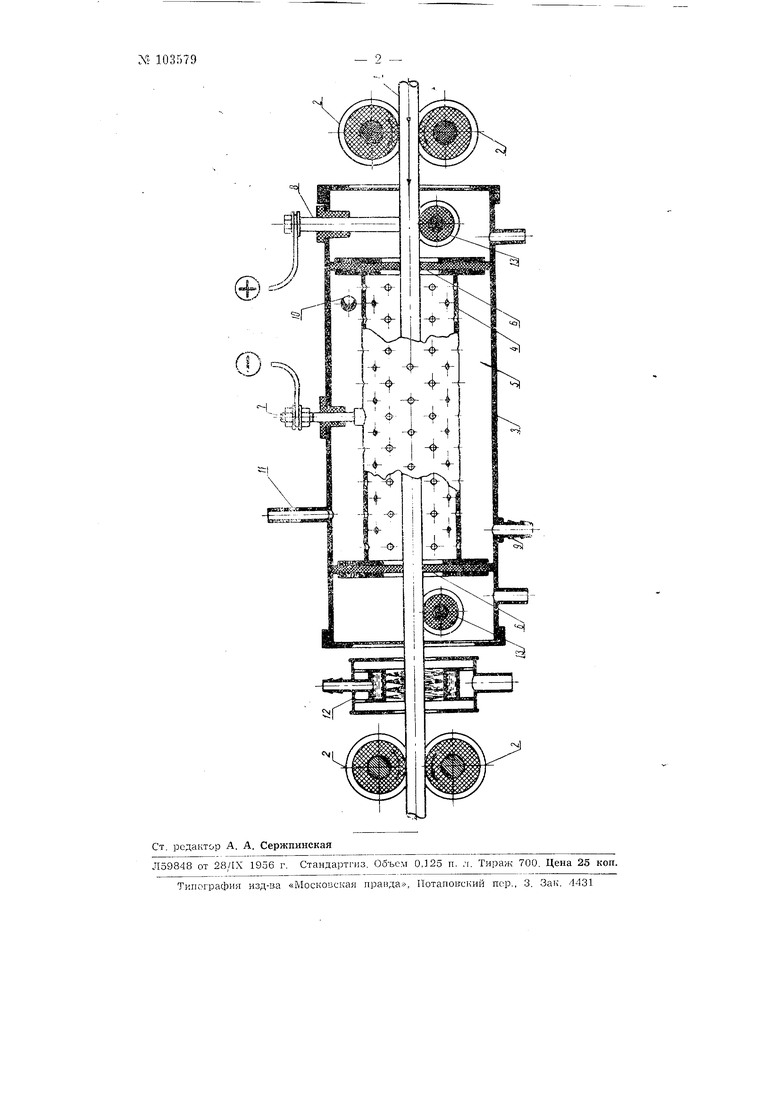
Jfa черте .кс нзои))ал;ена нринднннальifaff схема иредлагаемого устройства.
1одв1чнаомое электрополировке изделно (1), уложенное между рол)ками (2), перемеи1:аете равномерно через сосуд (3) с катодом (4) Н электролитом (5). Медный Г(ерфо1)прор,аниый катод )монтирован в сосуд (3). По концам катода (4) устанонлены унлптняющие эластичные. 1найГ||
(6) е ценгральнымн отверстиями, еоотБотствующимн фо1)Ме 1зде;п1я. Эти 1найбы удерживают электро.тит в сосуде (3) в зоне катода. Б верхней части катода имеется контакт (7) для Н11дв:1Да этектрнческого TiiKa. Контакт к анпду-нзделню ),1иолнен в впде цетки (S).
Электролит нодаетсн ненрерышн eaiioтеком из нанпрного бака че1яз )итудер (il): вве11нутый в сосуд (), и отводится Т11убку (10) в еГ|о|нп и 1 бак. (hlpaзуищнеся в И11оцес е элект11оноли1)овк11 газы отвиднтея из сосуда через патрубок (11).
Промывка нздели после электрополнjioisKii осуществляется б1)ызга;1ом (12). установ.ленным HIIH выходе нз устро1;ства.
П|1И изменении Формы изделий заменяются эластичные шайбы (6) и сдвигаются на требуе гое 11а чтояиие ирнвод)ibie. (2) и опорные (13) ivvnrKH.
П р 1 д м е т 3 11 б ) е т о Н и я
Уст1)ойетв1 для ;-)лект1)ол1гп1Чоской иолировкн изделий. 1(Н|1е| ывни И()1смеи,аннцнхся сквоз1 с :-)лект11ол1ггом н 1;атодом. нмепчцнм фо11му. сптветствую цу)о профилю Н11ЛН11усмого изделия, о тл и ч а ю н( е о с я тем. что. с ибеснсч;)гня компактности устройства, раснлложенн)11Й в сосуде катод выполнен нерФо1)прованным л снабжо -; г торцов у 1Л1Тняющими эластпч1 ым1 ипйбамн, мол;ду которыми з.алпнается элект1);лнт.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электролитической полировки труб из углеродистых и низколегированных сталей | 1960 |
|
SU137738A1 |
| Валковая подача для стержней | 1958 |
|
SU118234A1 |
| Устройство для правки труб | 1958 |
|
SU126727A1 |
| Способ химического травления нержавеющей и жароупорной стали | 1949 |
|
SU82208A1 |
| Станок для правки труб | 1958 |
|
SU120117A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОЛИРОВАНИЯ ЛИСТОВОГО ПРОКАТА | 1965 |
|
SU176150A1 |
| Способ отбора мелкодисперсных фракций окиси хрома | 1960 |
|
SU136337A1 |
| Машина для декорирования фарфорофаянсовых изделий отводкой | 1950 |
|
SU94138A1 |
| Качающийся синхронный выпрямитель тока | 1927 |
|
SU8138A1 |
| Устройство для одновременной подачи двух слитков от нагревательных колодцев к прокатному стану | 1951 |
|
SU94411A1 |