Процесс электролитической полировкн труб из углеродистых и низколегироваииых сталей практически ие осуществляется по той иричине, что обрабатываемую поверхность во избежание появлеиия коррозии необходимо нейтрализовать не более чем через 10 сек. после окончания электроиолировкп.
Предложенное устройство обеспечивает процесс полировки с последующей операцией нейтрализации, позволяет исключить необходимость применения для электролитической иолировки труб из углеродистых и низколегированпых сталей источников тока очень Гюльших мощностей, необходимых в случае погружения сразу всей трубы в электролит, а затем в нейтрализующий раствор, обеспечивает герметизацию обрабатываемого участка внутренней поверхности трубы относительно остальноГг иолости ее, а. также плотное отделение полируемой части от части, подвергаемой пейтрализации.
Для этого в устройстве применен цилиндрический катод в сочетании с прнсиоеоблеиием для нейтрализацин, которые носажсны на полой щтан.ге катододержателя н снабжены с торцов и между собой элаетнчНЫЛН1 трубчатыми кольцадщ. Прижатие последних к пиутреинс новерхности трубы обеспечивается путем продольного перемещения катода е нриснособлеинем для нейтрализац1Н1 с помощью пневматического цилиидра. При п)г,менеиии плоских резиновых или пластиковых уплотисний прижатие последних обеснечпваетея с помощью сжатого воздуха.
Предложенное устройство выполнено таким образом, что полировка и следующая за ней нейтрализация производятся на ограниченном участке поверхности трубы, а обработка всей ее поверхности достигается за счет продольного перемещения трубы относительно катода.
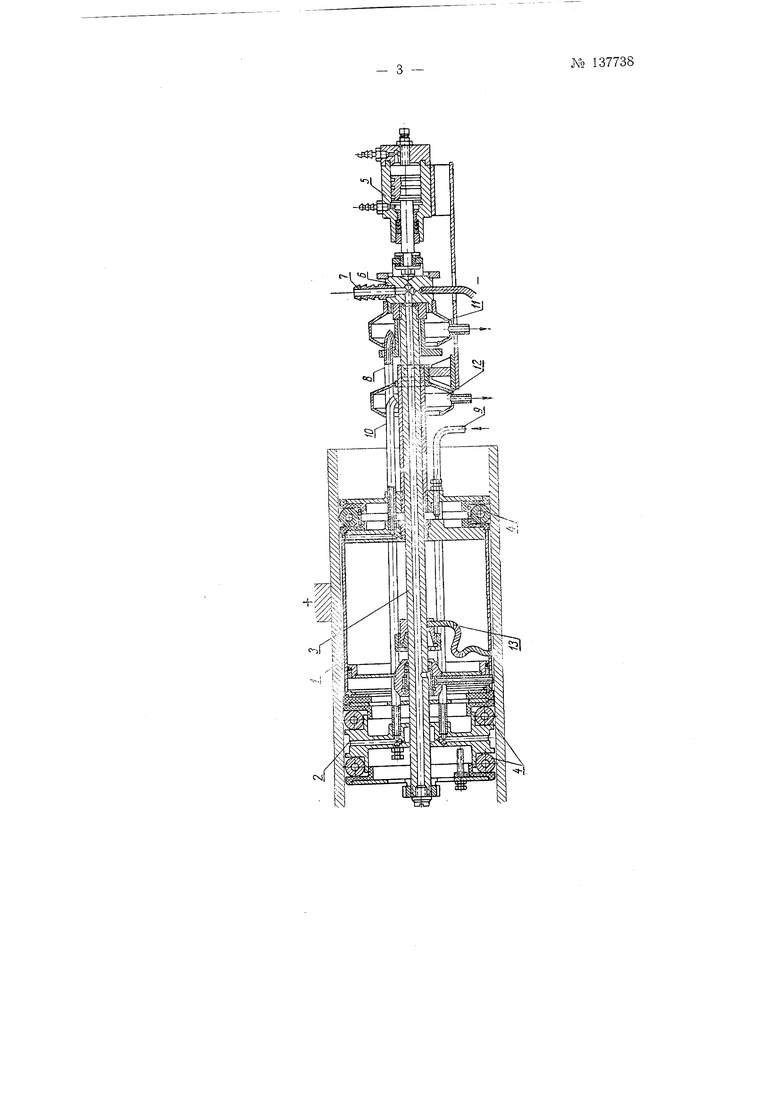
На чертеже показаны в разрезе катодное и нейтрализующее устройства.
№ 137738- 2 -
Цилиндрический катод / и нейтрализующее устройство 2, выполненное в виде желобчатого диска, свободно посажены на полой штанге 3. Для герметизации обрабатываемого участка трубы отиоснтельно остальной ее части, а также с целью отделения полируемого участка от участка, подвергающегося нейтрализации, устройство снабжено трубчатыми эластичными (из резины нл11 нластика) кольцами 4. Прпжатне их к внутренней поверхности трубы нроизводится при номощн пневматического цилиндра 5, связанного через катододержатель 6 и штангу 3 с катодной полостью.
Подача электролита осуществляется через штуцер 7 ио центральному отверстию штангн , а отвод отработанного электролита- по трубке 8. Нейтрализующий раствор подается ио трубке 9, а отводится через трубку JO. В коллекторах // и 12 собираются отработанные электролит и нейтрализлющ.ий раствор, откзда онн ноступакэт в циркуляционные системы. Электрический ток к катоду подается через катододержатель 6 по гибкому кабелю 13.
Труба устанавливается на тележку с двумя цилиндрическими камерами, имеющилп-1 резиновые уплотнения и неметаллические втулки, в которые помещают катодное и нейтрализующее устройства. Трзба, зажатая между камерами, надвигается на катод, пока он не окажет-ся в Оха,иой из камер. Злектролитнчес1 ая полировка осуществляется при доиженгн тележки с трубой вдоль катода в обратном направленнн.
Предмет изобретения
1.Устройство для электролитической полировки трзб из углеродистых и низколегироваиных сталей, состоящее из тележки с двултя цилиндрнческим с торцовыми резиновыми унлотиеииямн камерами, снабжеиными неметаллическими втзлками для номещения в них катода с ггейтрализующим нрнсиособлением, и осА-ществляющее нолирозку при движении тележки с зажатой между камерами обрабатываемой трубой вдоль катода, отличающееся тем, что, с целью обеснечения процесса полировки с последующей операцией нейтрализации и герметизации обрабатываемого участка визтренней новерхиости трубы относительно остальной нолости ее, а также для плотного отделения иолируемой части от части, подвергаемой нейтралнзацин, в нем применен цилиндрический катод, выполненный в сочетании с нриснособленне.дт для нейтрализации в виде л(елобчатого диска, свободно посаже1И ые на полой штанге катододержателя и сиабженные с торцов н между собой трубчатыми, эластичными кольцами из резины или нластнка, прижатие которых к внутренней поверхности трубы обеспечивается путем продольного пере.лгещення на некоторую величину катода с нрнснособленнем для нейтрализации с помощью пневматического цилиндра.
2.Видоизменение зстройства по п. I, отлн чающееся тем, что катод с приспособлением для нейтрализации вьшолиен с плоскими резиновыми нли пластиковыми унлотненнямн, прнжатие которых к внутренней поверхности трубы обеспечивается с помощью сжатого воздуха.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОЛИРОВАНИЯ ЛИСТОВОГО ПРОКАТА | 1965 |
|
SU176150A1 |
| Устройство для правки труб | 1958 |
|
SU126727A1 |
| Валковая подача для стержней | 1958 |
|
SU118234A1 |
| УСТАНОВКА ДЛЯ БИПОЛЯРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННЕЙ И НАРУЖНОЙ ПОВЕРХНОСТЕЙТРУБ | 1972 |
|
SU346397A1 |
| Устройство для электролитической полировки изделий | 1955 |
|
SU103579A1 |
| Установка для электрохимического полирования перфорированных листов | 1982 |
|
SU1098739A1 |
| Прибор для измерения твердости внутренних поверхностей песчаных трубных форм | 1958 |
|
SU116889A1 |
| УСТРОЙСТВО ДЛЯ ОБЕЗЗАРАЖИВАНИЯ И ОЧИСТКИ ВОДЫ | 1992 |
|
RU2040477C1 |
| ВОДНО-ЛИТИЕВЫЙ ХИМИЧЕСКИЙ ИСТОЧНИК ТОКА | 1988 |
|
SU1695793A3 |
| Устройство для электрохимического полирования наружной поверхности длинномерных изделий | 1979 |
|
SU818208A1 |