Известные установки для электролитического полирования листового материала представляют собой ванны с электролитом и помещенным в них катодом в виде пластин. Эти установки не обеспечивают непрерывность процесса, требуют большого расхода электролита, а также источников постоянного тока большой мощности. В них нельзя полировать листы больших размеров.
Предложенная установка для электролитического полирования листового проката состоит из приемного стеллажа, полирующего, промывочного и сушильного устройств, стеллажа выдачи готовой продукции и механизма, перемещающего листы. Благодаря оригинальной конструкции полирующего устройства обеспечивается непрерывность процесса.
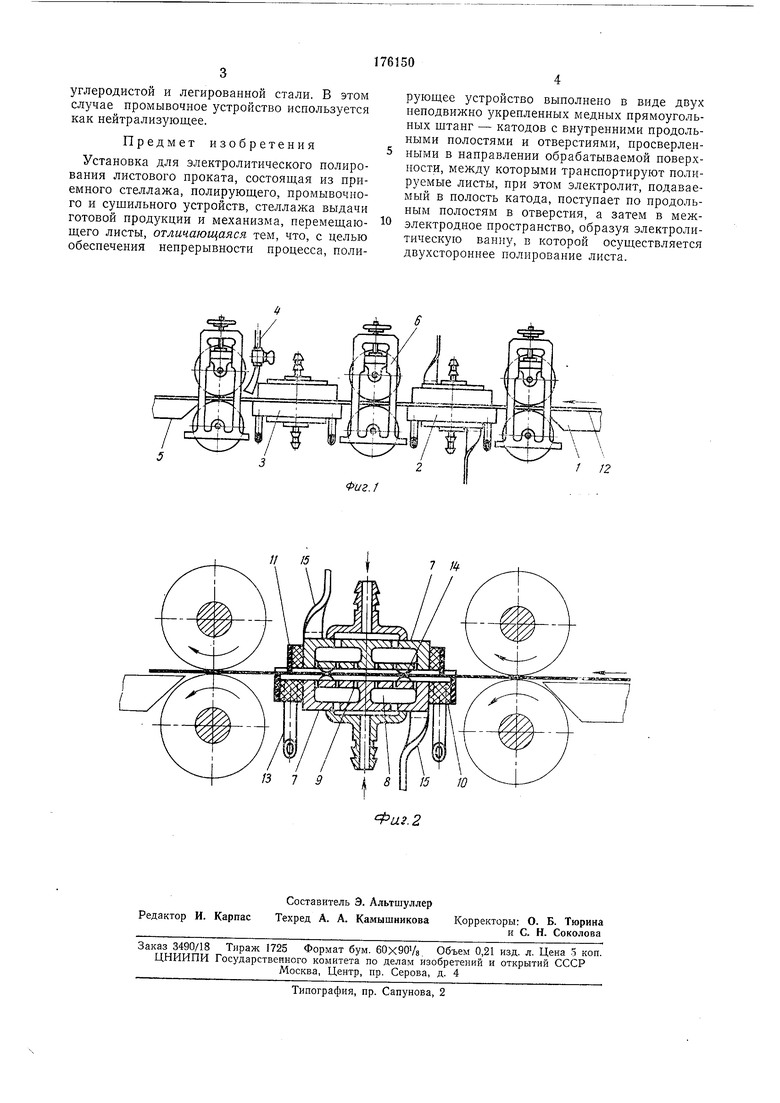
На фиг. 1 изображен общий вид установки; на фиг. 2 - полирующее устройство в разрезе.
Установка содержит приемный стеллаж 1, полирующее устройство 2, промывочное устройство 3, сушильное устройство 4, стеллаж выдачи готовой продукции 5 и механизм 6 перемещения полируемых листов.
Полирующее устройство состоит из двух катодов 7 (см. фиг. 2), выполненных в виде прямоугольных медных штанг с продольными полостями 8 и отверстиями 9. Боковые и торцовые поверхности катодов обрамлены брусками 10 из неметаллических кислотостойких материалов и обтянуты резиновыми полосками 11, которые предназначены для ограничения произвольного растекания электролита по
полируемому листу.
Лист 12 (являющийся анодом) укладывается на приемный стеллаж, подается к вращающимся валкам механизма 6 перемещения листов и захваченный ими проходит между двумя катодами полирующего устройства. Электролит, поступающий из питательной системы в полость катода, вытекает из нее через отверстие 9 (см. фиг. 2) в межэлектродное пространство, образуя электролитическую ванну,
а из этой ванны сливается по трубкам 13 в циркуляционную систему питания. Для предотвращения короткого замыкания полируемого листа с катодами на их рабочей поверхности установлены изоляторы 14,
Для полировки листового материала любой толщины предусмотрена регулировка верхних роликов механизма перемещения листа, а также верхних катодов. Подвод технологического тока к катодам осуществляется по шннам 15,
а к листу (аноду) с помощью любых средств, применяемых в технике для этих целей. При полировке листов малой толщины целесообразно применять жидкостный контакт. Предлагаемая установка может быть усуглеродистой и легированной стали. В этом случае промывочное устройство используется как нейтрализующее.
Предмет изобретения
Установка для электролитического полирования листового проката, состоящая из приемного стеллажа, полирующего, промывочиого и сушильного устройств, стеллажа выдачи готовой продукции и механизма, перемещающего листы, отличающаяся тем, что, с целью обеспечения непрерывности процесса, полирующее устройство выполнено в виде двух неподвижно укрепленных медных прямоугольных штанг - катодов с внутренними продольными полостями и отверстиями, просверленными в направлении обрабатываемой поверхности, между которыми транспортируют полируемые листы, при этом электролит, подаваемый в полость катода, поступает по продольным полостям в отверстия, а затем в межэлектродиое пространство, образуя электролитическую ванну, в которой осуществляется двухстороннее полирование листа.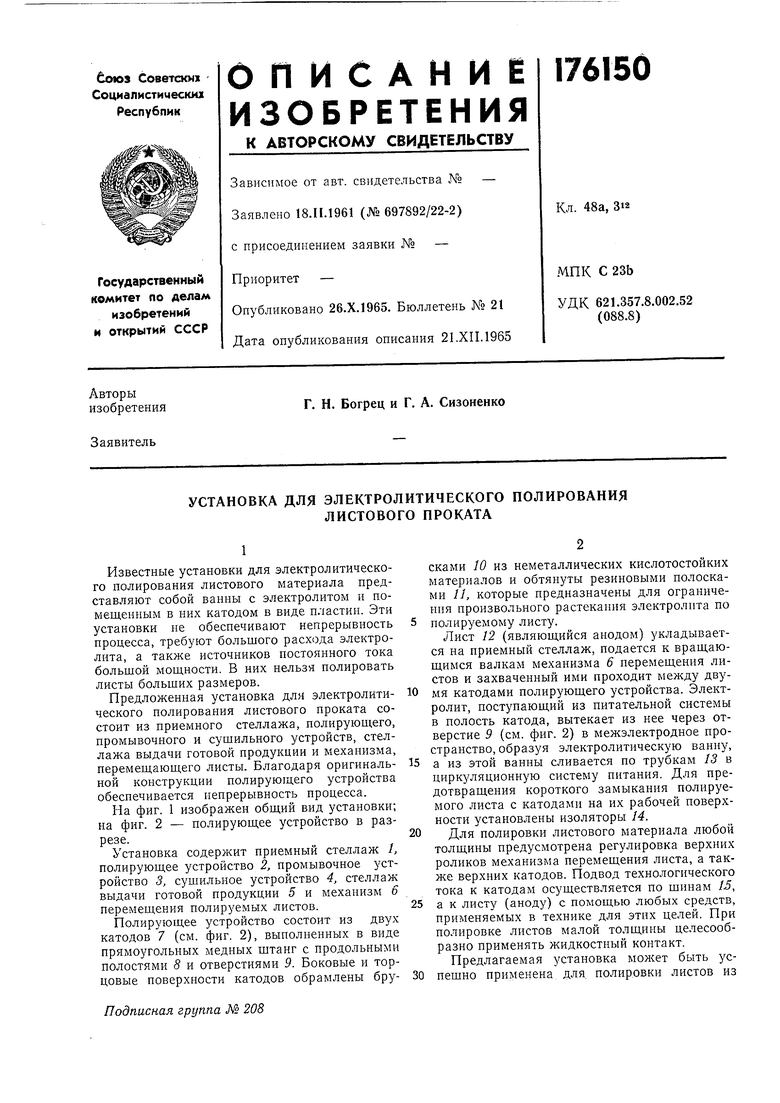
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для электрохимического полирования перфорированных листов | 1982 |
|
SU1098739A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИМПУЛЬСНОГО ПОЛИРОВАНИЯ ИЗДЕЛИЙ | 1995 |
|
RU2093615C1 |
| РАСТВОР ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ | 1990 |
|
RU2023767C1 |
| Раствор для электрохимического полирования металлов | 1981 |
|
SU1013520A1 |
| Способ изготовления печатной платы из фольгированного диэлектрика | 1976 |
|
SU635631A1 |
| ВСЕСОЮЗНАЯ !пдj5;--^UJ''-'O'~::.!iA I | 1972 |
|
SU324300A1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛОВ | 2013 |
|
RU2537346C1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛОВ | 2014 |
|
RU2550393C1 |
| ЭЛЕКТРОДНАЯ СИСТЕМА ДЛЯ ПРОВЕДЕНИЯ ВОЛЬТАМПЕРОМЕТРИЧЕСКОГО АНАЛИЗА И СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЕЕ ЭЛЕКТРОДОВ | 1996 |
|
RU2133030C1 |
II
Фиг.1
Фаз. 2 15
