(54) УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА КОЛЬЦЕВЫХ ДЕТАЛЕЙ
1
Изобретение относится к электротехнике, в частности к устройствам для индукционного нагрева токами промышленной частоты перемещаемых кольцевых деталей перед сборкой и разборкой.
Известно устройство для нагрева деталей при сборке, содержащее обмотки возбуждения, расположенные на подковообразных сердечниках, обращенных один к другому открытой частью, между их торцами установлены связанные между собой подвижные полюсные наконечники, причем один.из сердечников снабжен винтовым приводом перемещения в осевом направлении 1.
Однако такое устройство не имеет загрузочного и разгрузочного приспособления, что приводит к снижению производительности.
Известно также устройство для индукционного нагрева кольцевых деталей, содержащее обмотку индуктора, магнитопровод с откидным ярмом и механизмом перемещения заготовки в радиальном направлении 2.
Наиболее близким к предлагаемому является устройство для индукционного нагрева кольцевых деталей, содержащее С-образный магнитопровод с катушками возбуждения и сопряженный с ним магнитопровод, связанный с силовым цилиндром механизма перемещения, и механизм центрирования дeтav eй 3.
Однако известная установка не обеспечивает высокой производительности, так как не имеет устройства для автоматической подачи деталей в зону нагрева и выгрузки нагретой детали.
10
Целью изобретения является повышение производительности устройства.
Поставленная цель достигается тем, что механизм центрирования выполнен в виде двух неподвижных ступенчатых планок и установленной между ними подвижной ступенчатой планки, ступени которой смещены по шагу относительно неподвижных, а подвижный магнитопровод выполнен составным из П-образной части, связанной с механизмом перемещения, и соединенной с ней подпружиненной выступающей из нее части.
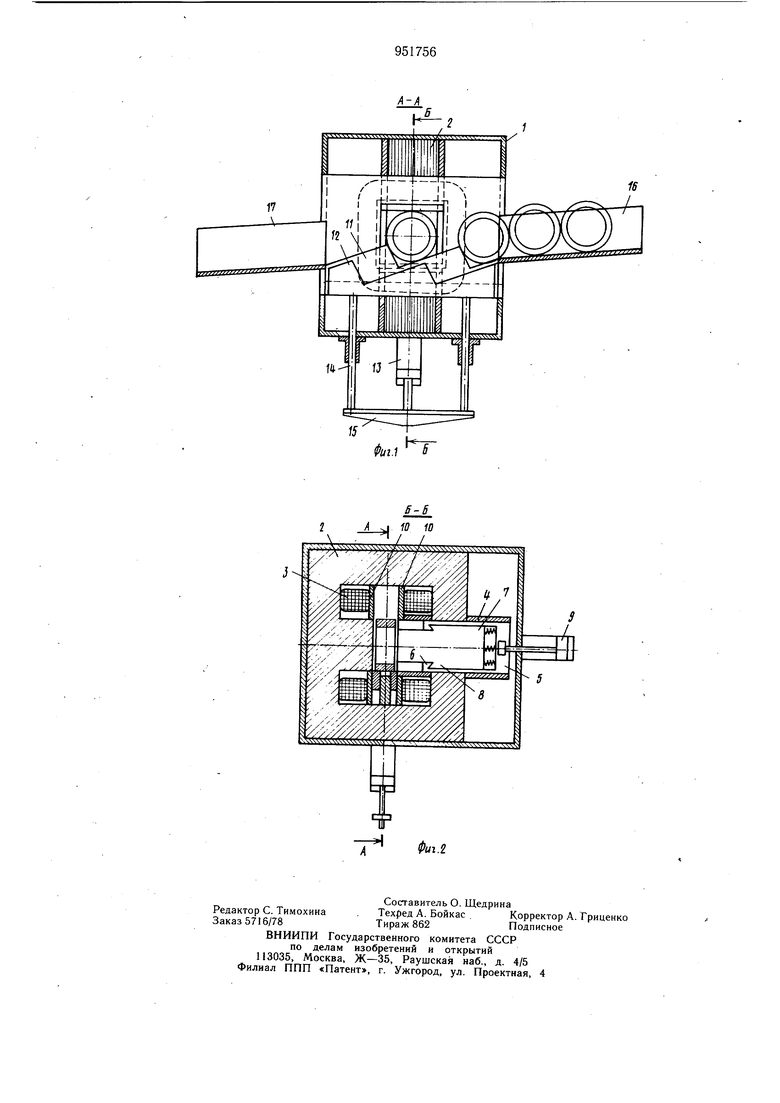
На фиг. 1 схематически показано предлагаемое устройство, разрез А-А на фиг. 2; на фиг. 2 - разрез Б-Б на фиг. 1. Устройство индукционного нагрева кольueBbfx деталей со ержит смонтированные в корпусе 1 неподвижный С-образный магнитопровод 2, внутри которого размешены катушки 3 возбуждения. В направляюших 4 магнитопровода 2 размещен подвижный магнитопровод, состоящий из П-образного магнитопровода 5, имеющего выступы 6 с внутренней стороны, и подпружиненного относительно него магнитопровода 7 с наружными выступами 8. П-образный магнитопровод связан с цилиндром 9. Между катушками 3 установлены направляющие пластины 10, имеющие отверстия для выступающих частей магнитопроводов 2, 6 и 7. К направляющим пластинам 10 жестко прикреплены ступенчатые планки II, между которыми размещена подвижная ступенчатая планка 12, смешенная по шагу относительно Планок 11 и имеющая возможнос/гь вертикального перемещения от цилиндра 13, взаимосвязанных посредством скалок 14 и 15. Для подачи деталей в зону нагрева предусмотрен загрузочный лоток 16, а для выгрузки - лоток 17. Оба лотка жестко прикреплены к корпусу 1. Устройство работает следующим образом. Детали из бункера (не показано) поступают в лоток 16. Включают цилиндр 9, который перемещает магнитопроводы 5 и 7 до упора торца магнитопровода 7 в выступающую часть магнитопровода 2. Магнитопровод 5 торцом прижимает деталь к торцу магнитопровода 2. Сориентированная планка 11 фиксируется торцом магнитопровода 5. Включают катушки 3 возбуждения и реле времени (не показано). По истечении заданного времени нагрева реле времени дает команду на отключение катушек 3 и включение в работу цилиндра 13, который поднимает и опускает планку 12, в результате чего нагретая деталь скатывается по лотку 17, а на нагрев поступает следующая деталь из лотка 16. Цикл закончен. Предлагаемое устройство разработано для использования на Челябинском заводе промышленных тракторов в составе полуавтоматической линии сборки катка опорного и может быть использовано в любой отрасли машиностроения при сборке деталей типа валов с подшипниками с высокой производительностью. Устройство характеризуется безотказной работой при хороших условиях труда и высокой культуре производства, что обеспечивается автоматической загрузкой и выгрузкой нагреваемых деталей. Формула изобретения Устройство для индукционного нагрева кольцевых деталей, содержашее С-образный магнитопровод с катушками возбуждения и сопряженный с ним магнитопровод, связанный с силовым цилиндром механизма перемещения, и механизм центрирования деталей, отличающееся тем, что, с целью повыщения производительности устройства, механизм центрирования выполнен в виде двух неподвижных, ступенчатых планок и установленной между ними подвижной ступенчатой планки, ступени которой смещены ПО шагу относительно неподвижных, а подвижный магнитопровод выполнен составным из П-образной части, связанной с механизмом перемещения, и соединенной с ней подпружиненной выступающей из нее части. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 311426, кл. Н 05 В 5/00, 1969. 2.Авторское свидетельство СССР № 304711., кл. Н 05 В 5/00, 1970. 3.Установка для индукционного нагрева деталей, выпускаемая Украинским политехническим институтом по теме Сб-1-17/1278 тем плана ПКТИАМ, 1978.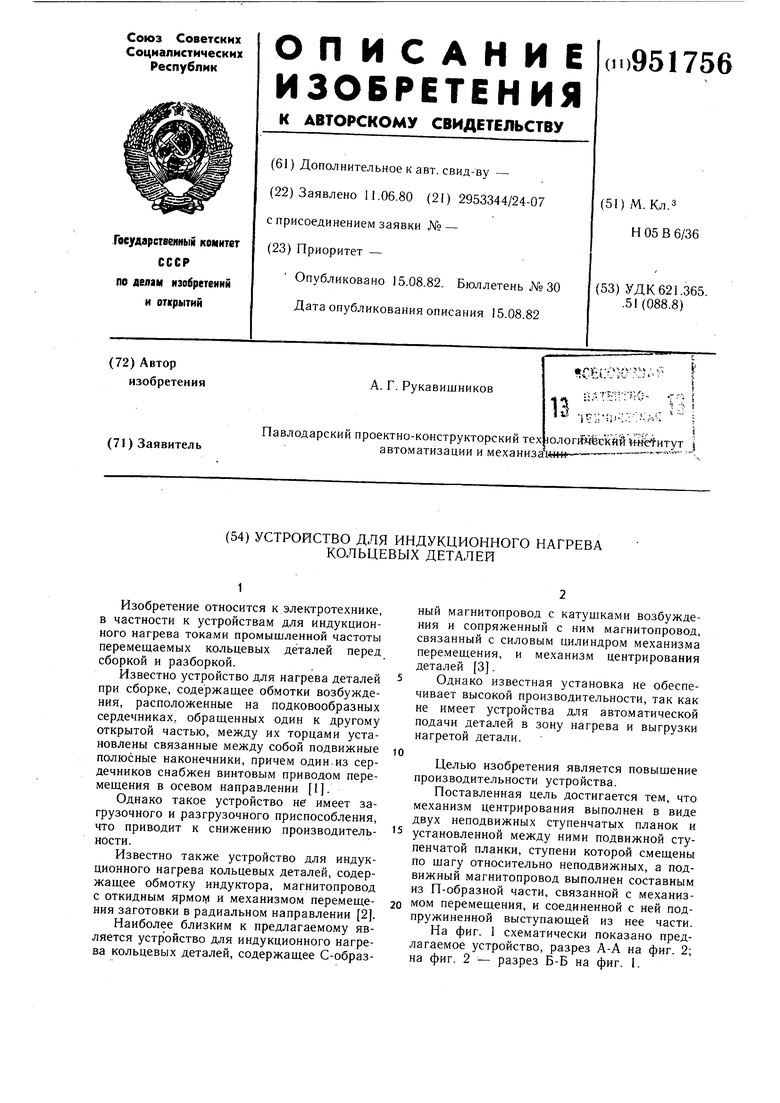

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для индукционного нагрева кольцевых деталей | 1980 |
|
SU924920A1 |
| Устройство для сборки деталей и клепки | 1984 |
|
SU1355429A1 |
| Устройство индукционного нагрева металлических деталей кольцевой формы | 1982 |
|
SU1035837A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Устройство индукционного нагрева полых цилиндрических деталей | 1991 |
|
SU1781846A1 |
| Установка для индукционного нагрева кольцевых деталей | 1984 |
|
SU1244193A1 |
| Станок для тепловой сборки и разборки деталей | 1978 |
|
SU774895A2 |
| Станок для теплой сборки и разборки деталей | 1975 |
|
SU556023A1 |
| Устройство для ротационного выдавливания | 1987 |
|
SU1493355A1 |
| Индукционная установка для нагрева деталей | 1972 |
|
SU469755A1 |