Изобретение относится к индукционным нагревательным устройствам, работающим на токах промыишенной частоты, и предназначено для нагрева деталей кольцевой формы (под1иип. НИКОВ, шестерен и т.д.).
Известны индукционно-нагревательные установки, содержащие индуктор и систему магнитопровЬдов со съемНЫ1-1И приставками, с помощью которых производится нагрев деталей различных размеров и конфигураций.
В этих установках нагрев детали до заданной температуры происходит по времени работы индуктора, управление процессом включения и выключения которого осуществляется при помощи реле времени f .
Однако при таком процессе нагрева температура детали не контролируется и может колебаться в пределах 10-15% в результате колебания напряжения в сети, для каждого типоразмера деталей необходимо переналаживать реле времени. I .
Наиболее близким к изобретению
по технической сущности и достигаемому результату является устройство индукционного,нагрева кольцевыл: деталей, содержащее разъемный магнитопровод с индукционной обмоткой, в месте разъема которого установлена вставка для размещения деталей и датчик температуры с устройством поджима 2 . .
Однако для подижпников температура при кратковременной нагреве не должна превьашать 250с, так как низкотемпературный отпуск материала (понижение твердости) наступает при при длительном нагреве. В устройстве индукционного нагрева внутреннее кольцо подшипника нагревается больше, чем .наружное, так как находится ближе к магнитопроводу и, следовательно,, чтобы избежать перегрева и определить требуемую темпертуру подшипника, необходимо, чтобы электроконтактньай термометр соприкасался с внутренним кольцом подшипника, а погрешность замера температуры не должна превышать 10°С, для болсьшинства деталей кольцевой формы чистовой поверхностью является внутренний диаметр детали, а наружный диаметр часто бывает необработанным что приводит к уменьшению площади контакта между электроконтактным термометром и деталью и, как след-ствие, к увеличению погреилности заме температуры, достигагацейЛОО с что является недопустимьпл и снижает качество нагрева для различных диаметров нагреваемых деталей, усилие поджатия датчика пружиной оказывается разным, что ведет к увеличению погрешности замера температуры нагреваемой детали. Электроконтактный термометр датчика температуры при загрузке индукционного устройства нагреваемой деталью не защищен от случайных ударов при работе, 5 нагружается силами различными по величине, что снижает надежность и долговечность электроконтактного термометра и, как следствие, увеличивает погрешность замера температу0 ры нагреваемой детали.
Цель изобретения - повьзшение качества нагрева детали и увеличение надежности и долговечности устройства .
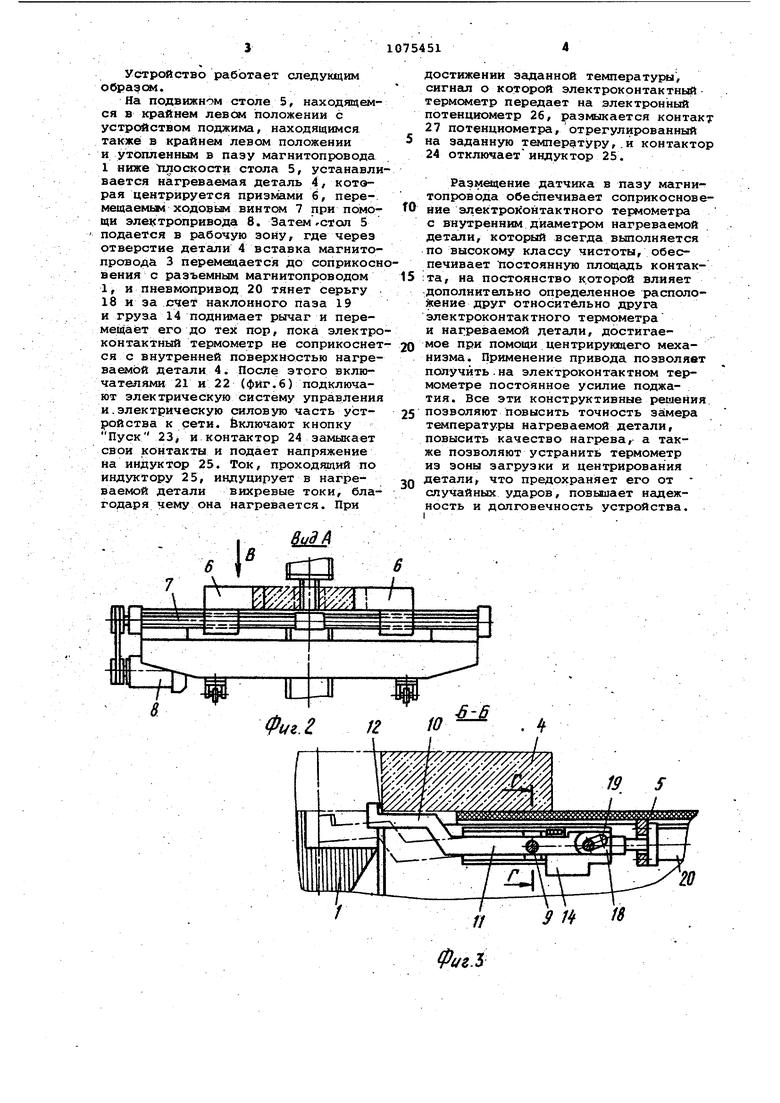
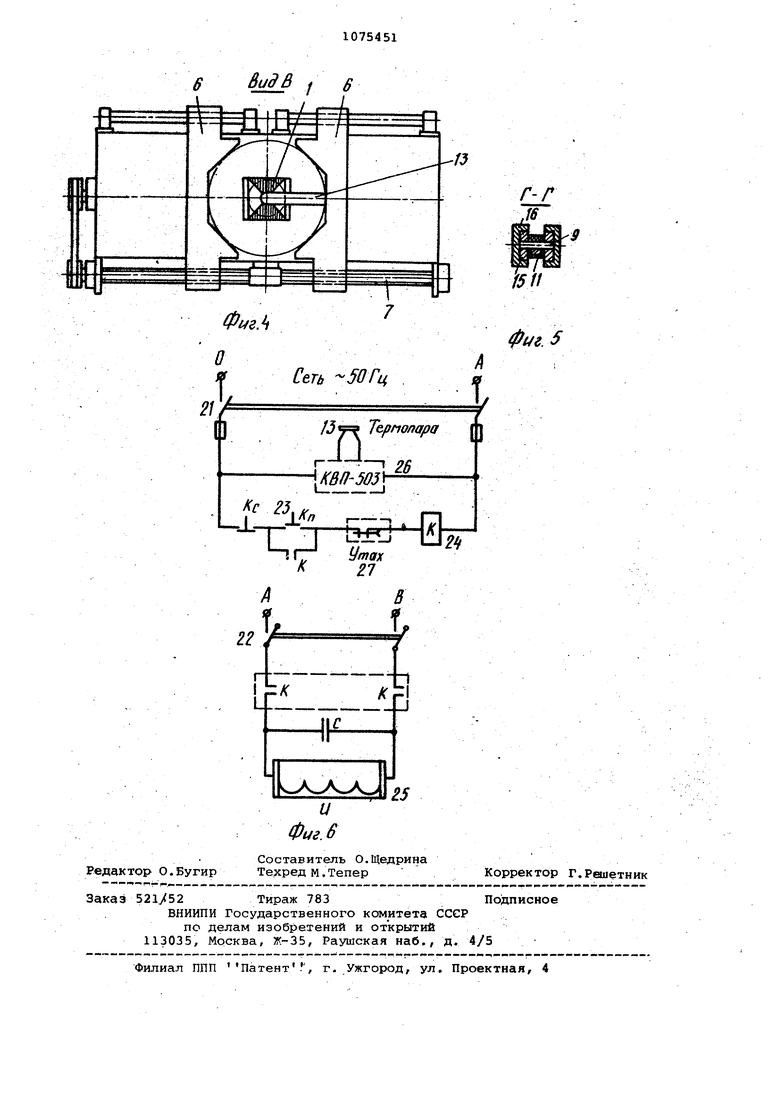
5 Поставленная цель достигается тем, что в устройстве индукционного нагрева кольцевых деталей, содержащем разъемный магнитопровод с индукционной обмоткой, в месте разъ0 ема которого установлена вставка для размицения деталей и датчик температуры с устройством поджима, датчик температуры размещен в пазу,, выполненном в магнитопро5 воде со стороны вставки и згжреплен на одном конце устройства поджима, выполненного в виде неуравновешенного рычага, один конец которого установлен в указанном па-зу, а в другом имеется наклонный паз и он снабжен грузом и серьгой, связанной с приводом ее перемещения На фиг.1 изображено предлагаеMofe устройство, общий вид; на фиг.2 вид А на Фиг.1; на фиг.З - разрез Б-Б на фиг. 1,на фиг.4 - вид В на фиг.2; на фиг.5 - разрез Г-Г на фиг.З; на фиг.6 - принципиальная схема предлагаемого устройства.
Устройство индукционного нагрева содержит нагреватель, состоящий из разъемного магнитопровода i, на котором намотан индуктор 2 и в месте разъема установлена вставка
3 для размещения детали 4,располагаемой на подвижном столе 5 и центрируемой при помощи призм 6, перемещаемых ходовым винтом 7 при помсвди электропривода 8. В плоскости стола 5 установлен на оси 9 устройства поджим 10, состоящий из рычага 11, выполненного из немагнитного материсша, на рабочем конце которого нахоится датчик температуры - злектррконтактный термометр 12, установленный в пазу 13 разъемного магнитопроода 1, ана другом - груз.14. На си с внешних сторон устройства поджима установлены сухари 15, которые могут перемещаться в направлявших
16, укрепленных на столе 5. На рычаге закреплена ось 17, на которой установлена серьга 18, имекадая наклонный паз 19. Серьга 18 неподвижно закреплена на итоке пневмопривода 20, смонтированного на столе 5.
Устройство работает следующим образам.
На подвижном столе 5, находящемся в крайнем левом положении с устройством поджима, находящимся также в крайнем левом положении и утопленным в пазу магнитолровода 1 ниже алоскости стола 5, устанавливается н агреваемая деталь 4, которая центрируется призмами б, перемещаемым ходовым винтом 7 при помощи эле1 стропривода 8. Затем гстол 5 подается в рабочую зону, где через отверстие детали 4 вставка магнитопровода 3 перемещается до соприкоснвения с разъемным магнитопроводом 1, и пневмопривод 20 тянет серьгу 18 и за сче наклонного паза 19 и груза 14 поднимает рычаг и перемещает его до тех пор, пока электроконтактный термометр не соприкоснется с внутренней поверхностью нагреваемой детали 4. После: этого включателями 21 я 22 (фиг.6) подключают электрическую систему управления и,электрическую силовую часть устройства к сети4 Включают кнопку Пуск 23, и контактор 24 замыкает свои контакты и подает напряжение на индуктор 25. Ток, проходящий по индуктору 25, индуцирует в нагреваемой детали вихревые токи, благодаря чему она нагревается. При
В ид А
В
достижении згшанной температуры, сигнал о которой электроконтактный термсялетр передает на электронный потенциометр 26, размыкается контакт 27 потенциометра, отрегулированный на заданную температуру,.и контактор 24 отключает индуктор 25.
Размещение датчика в пазу магнитопровода обеспечивает соприкоснове0 ние электроконтактного термометра с внутренним дисо етром нагреваемой детали, который всегда выполняется по высокому классу чистоты, обеспечивает постоянную площадь контак5та, на постоянство к.оторОй влияет дополнительно определенное расположение друг относительно друга электроконтактного термометра и нагреваемой детали, достигаемое при помощи центрирующего меха0низма. Применение привода позволяет получить на электроконтактном термометре постоянное усилие поджатия. Все эти конструктивные решения позволяют повысить точность замера
5 температуры нагреваемой детали, повысить качество нагрева, а также позволяют устранить термометр из зоны загрузки и центрирования детали, что предохраняет его от
0 случайных ударов, повышает надежность и долговечность устройства.
4
. 4
10
Фиг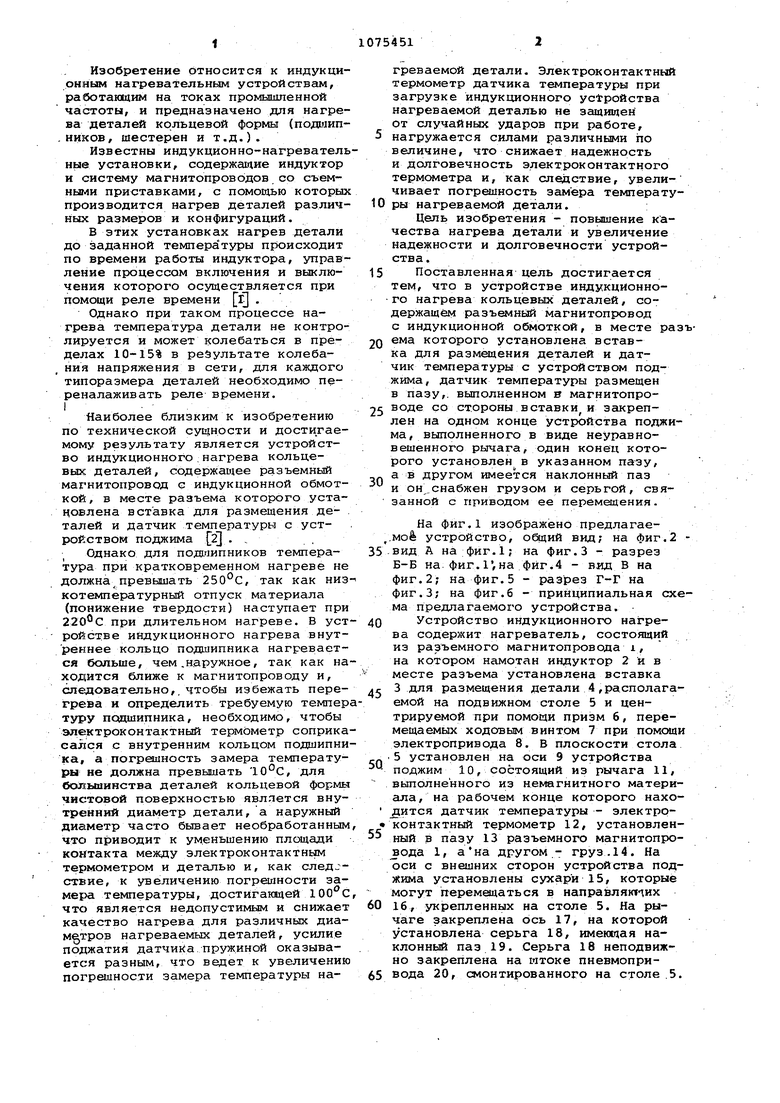
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство индукционного нагрева металлических деталей кольцевой формы | 1982 |
|
SU1035837A1 |
| Индукционный нагреватель токопроводящих деталей кольцевой формы | 1989 |
|
SU1737766A1 |
| Устройство индукционного нагрева металлических деталей | 1975 |
|
SU758573A1 |
| Индукционный нагреватель для нагревадЕТАлЕй КОльцЕВОй фОРМы | 1979 |
|
SU849560A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Устройство индукционного нагрева полых цилиндрических деталей | 1991 |
|
SU1781846A1 |
| Индукционный нагреватель кольцевых деталей | 1983 |
|
SU1077063A1 |
| Устройство для нагрева деталей кольцевой формы | 1986 |
|
SU1501310A1 |
| Устройство для индукционного нагрева деталей | 1989 |
|
SU1712429A1 |
| Индуктор для нагрева перемещаемых внутри него заготовок | 1981 |
|
SU974608A1 |
УСТРОЙСТВО ИНДУКЦИОННОГО НАГРЕВА КОЛЬЦЕВЫХ ДЕТАЛЕЙ, содержащее разъемный магнитопровод с индук ИЕД5 : -- ционной обмоткой, в месте.разъема которого установлена вставка для размещения деталей и датчик температуры с устройством поджима, о т л и ч а ю щ е .е с я тем, что, с целью повыиения качества нгигрева и надежности устройства в работе,,, датчик температуры размещен в лазу, . . выполненном в магнитопроводе со стороны вставки, закреплен на САНОМ конце устройства поджима, выполненного в вцде неуравновешенного рычага, один конец которого установлен в указанном пазу, а в другсж имеется наклонный паз и он снабжен .грузом и серьгой, связанной с привсщом ее перемещения. $ СП 4; ел Фиг. /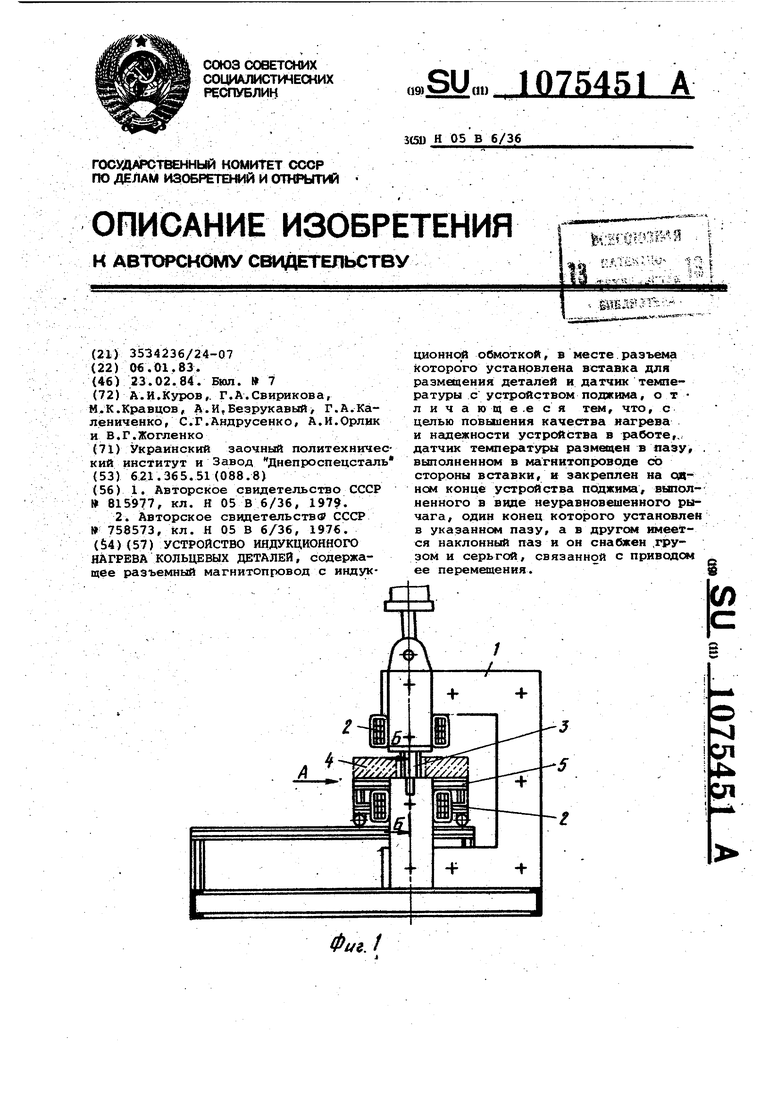
А ff
ц - х-;:
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для индукционногоНАгРЕВА пОдшипНиКОВ КАчЕНия | 1979 |
|
SU815977A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство индукционного нагрева металлических деталей | 1975 |
|
SU758573A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
