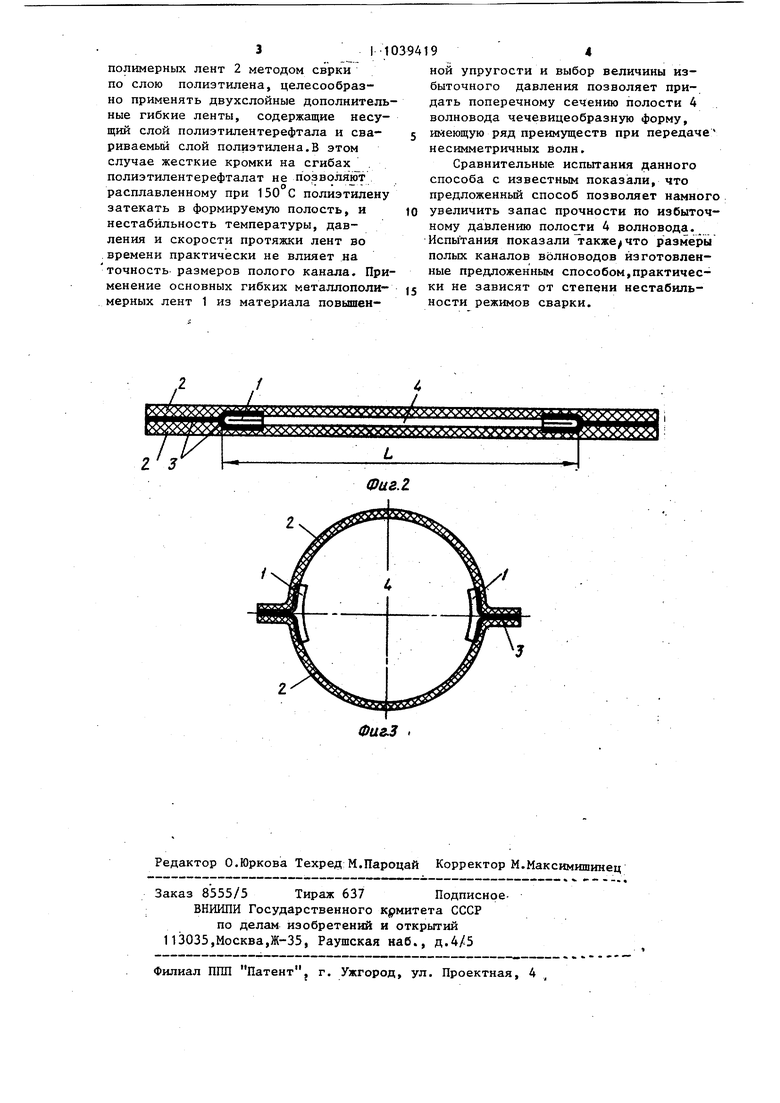
Изобретение относится к области сверхвысоких частотой в частности, может быть использовано в технологи изготовления волновода, принимающег рабочую форму поперечного сечения п избыточным давлением газа-наполните ля. Изобретение может быть использовано при создании волноводных линий передач для широкополосной дальней связи в радиорелейных и радиолокационных станциях и других устройствах. Известен способ изготовления вол новода, принимающего рабочую форму поперечного сечения под избыточным давлением газа-наполнителя, заключа ющийся в протяжке двух основных гиб ких металлополимерных лент, образу ющих стенки волновода,и их: сварке нахлесто.чными швами, которые калибруют по ширине, Однако известный способ изготовления волновода, принимающего рабочую форму поперечного сечения под избыточным давлением газа-напол нителя, имеет ряд существенных недостатков, а именно не позволяет получить достаточную прочность соединительных швов относительно избыточного давления, так как они при этом работают на разрыв, ограниченная точность геометрических размеро поперечного сечения по длине ,из-за ее зависимости от режима сварки, давления и времени контактирования сварочного инструмента при св.арке. Целью изобретения является увеличение прочности соединения и повьшение точности размеров полост волновода. Цель достигается тем,что по способу изготовления волновода, при:г- имающего рабочую форму поперечного сечения под избыточным давлением газа-наполнителя, заключающемуся в протяжке двух основных гибких металлополимерных лент, образующих стенки волновода, и их сварке нахлесточными швами, которые калибруют по ширине, перед протяжкой двух основных гибких металлополимер ных лент между ними вводят две дополнительные гибкие Ленты из двух слойного материала с разными темпе ратурами плавления, которые предварительно складывают по продольным осям, ориентируя кромками друг.к другу,причем расстояние между линиями сгиба выбирается равным половине периметра полости волновода,а при сварке основных гибких металлополимерных лент между собой осуществляют и сварку двух дополнительных ,гиб. лент с основными гибкими металлополимерными лентами. На фиг. 1-3 изображен пример последовательности операций при осуществлении предлагаемого способа. На фиг.1 изображен ввод двух дополнительных гибких лент 1 в зазор между основными гибкими металлополимерными лентами 2. На фиг.2 изображены в поперечном сечении две основные гибкие металлополимерные ленты, соединенные нах- :; лесточными швами 3 с двумя дополнительными гибкими лентами без наполнения газом-наполнителем .полости 4 волновода. На фиг,3 изображено поперечное сечение волновода при наличии избыточного давления газа-наполнителя в полости волновода, а именно волновод в рабочем состоянии-. Изготовление волновода предложенным способом осуществляется с помощью специальных направляющих , строго фиксирующие заданное расстояние 1у между линиями сгиба двух дополнительных гибких лент 1, изготовленных из прочного высокочасто.тного диэлектрика толщиной много меньшей рабочей длины волны, с тем чтобы их наличие не вносило .заметного влияния на работу волновода. Выбор материала, дополнительных гибких лент 1 тесно связан с тем,, какой именно вид соединения (склеивание, сварка, и.т.д.) применяется в конкретном технологическом процессе.Так,при клеевом соединении можно применять и однослойные, прочные диэлектрические ленты, например, полизтилентерефталатные пленки, а при сварке пленка должна содержать слой из свариваемого материала причем несущий слой до.пжен иметь более высокую температуру плавления,чем свариваемый чтобы при нагреае сохраняли свою твердость и не сваривались между собой их обращенные внутрь поверхности, а точность гeoмeтpичecJ иx размеров формируемых полых каналов волновода определяют только расстоянием U .Так, например, при изготовлении волновода из двух гибких металло3I 10
полимерных лент 2 методом сврки по слою полиэтилена, целесообразно применять двухслойные дополнительные гибкие ленты, содержащие несущий слой полиэтилентерефтала и снариваемый слой полиэтилена.В этом случае жесткие кромки на сгибах . полиэтилентерефталат не позволяют расплавленному при 150 С полиэтилену эатекать в формируемую полость, и нестабильность температуры, давления и скорости протяжки лент во времени практически не влияет на точность размеров полого канала. Применение основных гибких металлополимерных лент 1 из материала повышен-
94
ной упругости и выбор величины избыточного давления позволяет придать поперечному сечению полости 4 волновода чечевицеобразную форму, имеющую ряд преимуществ при передаче несимметричных волн.
Сравнительные испытания данного способа с известным показали, что предложенный способ позволяет намного увеличить запас прочности ио избыточному давлению полости 4 волновода. Испытания показали также;что размеры полых каналов волноводов изготовленные предложенным способом,практически не зависят от степени нестабильности режимов сварки.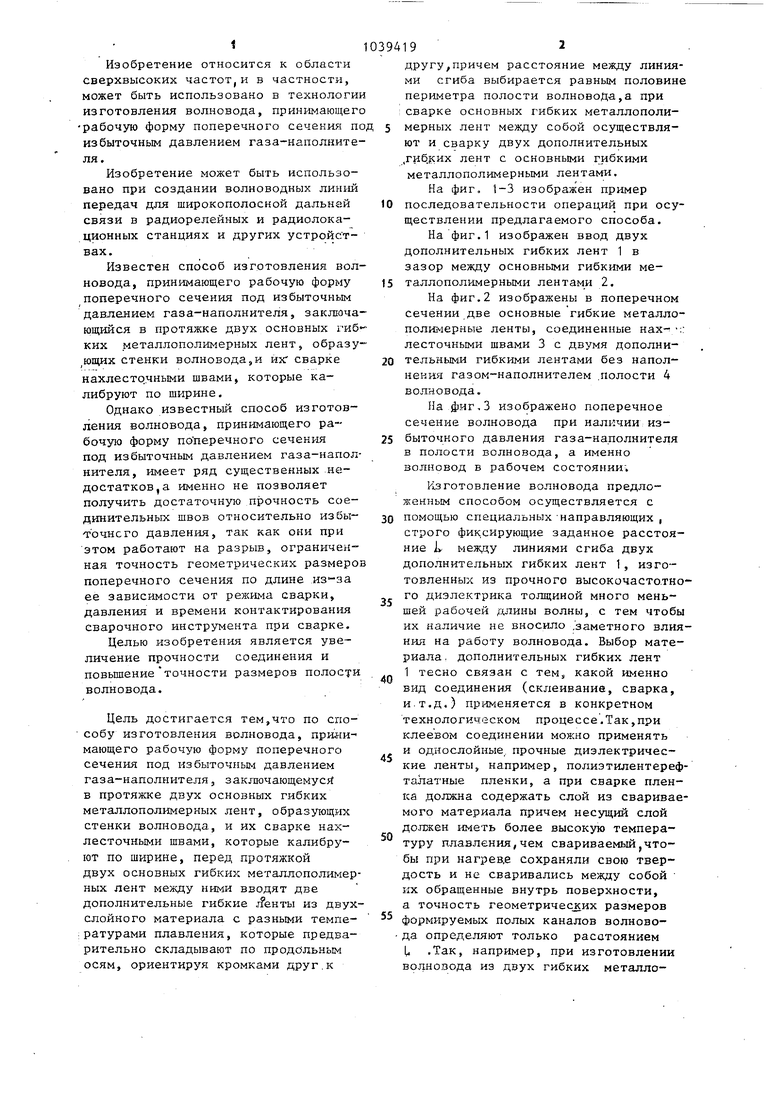
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЗОНАПОЛНЕННЫЙ ВОЛНОВОД | 1993 |
|
RU2084057C1 |
| Способ изготовления волновода | 1987 |
|
SU1483532A1 |
| МЕТАЛЛОДИЭЛЕКТРИЧЕСКИЙ ВОЛНОВОД | 1991 |
|
RU2012107C1 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2007 |
|
RU2354522C2 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ТРУБУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2088404C1 |
| Способ приварки технологических элементов к трубопроводу | 1981 |
|
SU1058182A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕЗА ГРУДНОЙ ЖЕЛЕЗЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2106255C1 |
| Устройство для сварки полимерныхМАТЕРиАлОВ | 1979 |
|
SU810507A1 |
| СЖИМАЕМАЯ БУТЫЛКА, СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ДЛЯ ТАКОЙ БУТЫЛКИ И СИСТЕМА ВЫДАЧИ БУТЫЛОК, НАПОЛНЕННЫХ НАПИТКОМ | 2010 |
|
RU2524001C2 |
| СВАРНЫЕ ШВЫ С ПОЛИМЕРНЫМ УПЛОТНИТЕЛЕМ | 2003 |
|
RU2325981C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДА, ПРИНИМАЮЩЕГО РАБОЧУЮ ФОРМУ ПОПЕРЕЧНОГО СЕЧЕНИЯ ПОД ИЗБЫТОЧНЬМ ДАВЛЕНИЕМ ГАЗА-НАПОЛНИТЕЛЯ, заключающийся в протяжке двух основных гибких металлополимерных лент, образующих стенки волноводами их сва|)ке ; нахлесточными швами, которые калибруют по ширине, отличающий.с я тем, что, с целью увеличения :прочности соединения и повышения точности размеров полости волновода, перед протяжкой двух основных гибких металлополимерных лент между ними вводят две дополнительные гибкие ленты из двухслойного материала с разными температурами плавления, которые предварительно складывают по продольным осям, ориентируя кромками друг к другу, причем, расстояние между линиями сгиба выбирается равным половине периметра полости i волновода,а при сварке основных гибких металлополимерных лент между (Л Особой осуществляют и сварку двух до- полнительных гибких лент с основными :гибкими металлополимерными лентами. X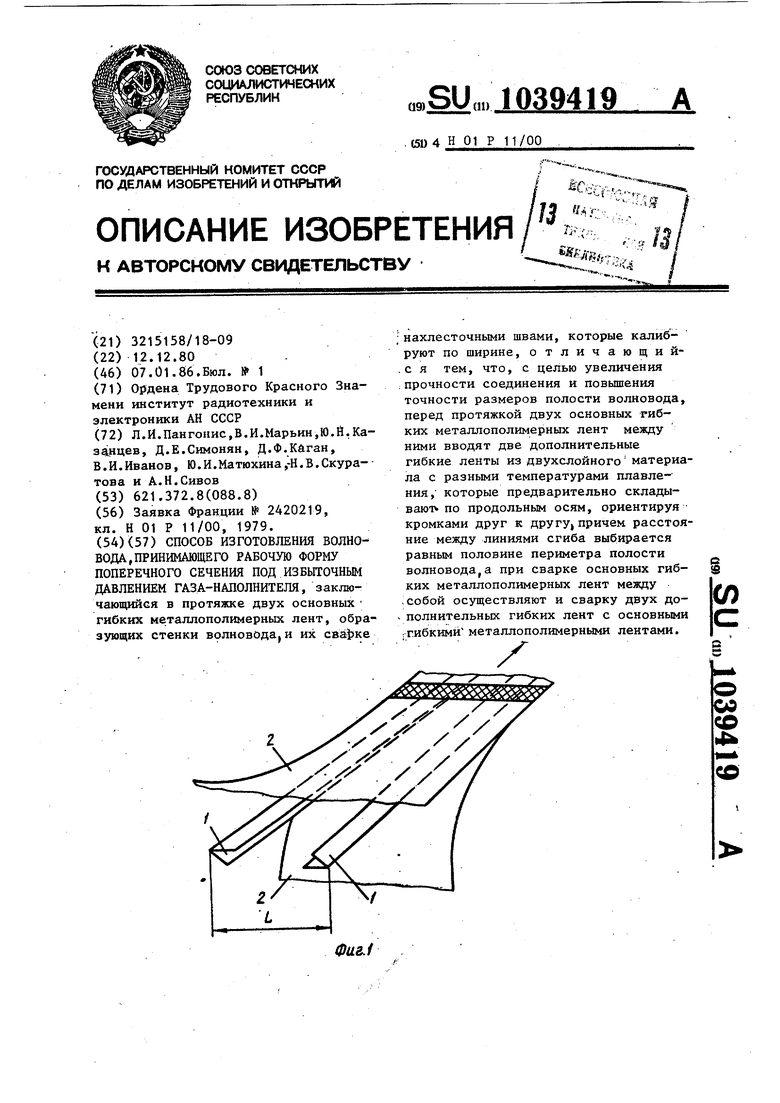
| ПРЕДМЕТ МЕБЕЛИ | 2007 |
|
RU2420219C2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
