Изобретение относится к медицине и может быть использовано для окончательного протезирования грудной железы после физической и психической стабилизации пациентки с учетом возраста, сохранения размеров груди, цвета кожи и других факторов.
Известен способ изготовления протеза грудной железы, при котором осуществляют формирование полости из термопластичной пленки, заполнение ее наполнителем, наложение покрывающей термопластичной пленки, отверждение наполнителя и герметизацию полости путем сварки пленок [1].
Для осуществления этого способа может быть использовано устройство для изготовления протеза грудной железы, содержащее матрицу, выполненную в нижней части с каналом, сообщенным с вакуумной системой, крышку и узел крепления [2].
Однако способ и устройство имеют низкий выход годных изделий из-за возможных нарушений формы наружной поверхности, образования пузырей между наполнителем и оболочкой и нарушения герметичности сварного шва, что вызвано попаданием силиконовой массы между свариваемыми пленками.
Техническим результатом изобретения является создание долговечного протеза грудной железы, устойчивого к механическим воздействиям, перепадом температуры и ультразвуковому излучению, а также обеспечение требуемых упругих устройств протеза, возможность изменения его веса и формы.
Для достижения технического результата в способе изготовления протеза грудной железы, при котором осуществляют формирование полости из термопластичной пленки, заполнение ее наполнителем, наложение покрывающей термопластичной пленки, отверждение наполнителя и герметизацию полости путем сварки пленок, согласно изобретению наполнитель до и после заполнения им полости вакуумируют, при этом в процессе заполнения полости наполнителем и его последующего вакуумирования со стороны наружной поверхности пленки, образующей полость, поддерживают одинаковое давление, а перед герметизацией полости осуществляют удаление из нее газа.
Кроме того, поддержание одинакового давления со стороны наружной поверхности пленки, образующей полость, осуществляют путем вакуумирования.
Разность (ΔP) между давлением вакуумирования наполнителя после заполнения им полости и давлением, поддерживаемым со стороны наружной поверхности пленки, образующей полость, выбирают из условия
0 < ΔP ≤ 0,3 кгс/см2 .
Давление P1 вакуумирования наполнителя после заполнения им полости и давление P2, поддерживаемое со стороны наружной поверхности пленки, образующей полость, выбирают в диапазоне
-0,5 кгс/см2 ≤ P1, P2 ≤ -1 кгс/см2.
Давление вакуумирования наполнителя после заполнения им полости монотонно увеличивают в процессе вакуумирования .
Отверждение наполнителя и сварку пленок осуществляют одновременно, при этом к плоскости сварного шва прикладывают равномерное давление.
К полости сварного шва прикладывают давление, равное 3-12 кгс/см2.
Удаление газа из полости осуществляют через канал в матрице, проходное сечение которого уменьшают до капиллярного.
Проходное сечение канала уменьшают в процессе удаления газа до 0,003-0,005 мм.
Перед герметизацией по меньшей мере свариваемые поверхности пленок активируют.
На поверхности пленки, образующей полость, и/или покрывающей пленки в зоне выход газа наносят гидрофобный слой.
Отверждение наполнителя осуществляют при фиксированном давлении, равном 10-20 кгс/см2.
Фиксированное давление поддерживают после отверждения наполнителя.
Одновременно с отверждением наполнителя и сваркой пленок осуществляют обрезку пленок по контуру протеза.
Отверждение наполнителя осуществляют путем вулканизации при температуре 150-170oC.
Объем наполнителя выбирают на 1,5-2% выше заданного объема протеза.
До заполнения полости пленки наполнителем по заданному типоразмеру протеза определяют форму наружной поверхности полости и ее объем, ограниченный плоской покрывающей пленкой, затем определяют избыточный вес протеза и его избыточный объем, причем в процессе заполнения полости наполнителем уменьшают ее объем на величину избыточного объема, а при герметизации изгибают поверхность покрывающей пленки в сторону полости на величину избыточного объема.
Устройство для изготовления протеза грудной железы, содержащее матрицу, выполненную в нижней части с каналом, сообщенным с вакуумной системой, крышку и узел крепления, согласно изобретению устройство снабжено управляемым формообразуемым компенсатором, размещенным в крышке, а матрица выполнена с каналом удаления газа, причем узел крепления снабжен элементом распределения давления.
Кроме того, матрица снабжена механизмом регулировки приходного сечения канала удаления газа.
Матрица выполнена с резьбовым отверстием, а механизм регулировки проходного сечения канала удаления газа выполнен в виде корпуса с полой резьбой головкой, размещенного в резьбовом отверстии матрицы, втулки, расположенной в полости корпуса, и кинематически соединенных стопорного винта и подпружиненного рабочего штока, установленного в полости втулки и резьбовой головке корпуса.
Матрица выполнена составной из неподвижной и съемной частей, причем канал, сообщенный с вакуумной системой, выполнен в съемной части матрицы, а канал удаления газа - в неподвижной части.
Матрица снабжена клапаном, установленным в канале, сообщенным с вакуумной системой.
Элемент распределения давления выполнен в виде проставки и упругого элемента, при этом крышка выполнена с кольцевой канавкой, в которой расположены упругий элемент и основание проставки, контактирующее с поверхностью упругого элемента.
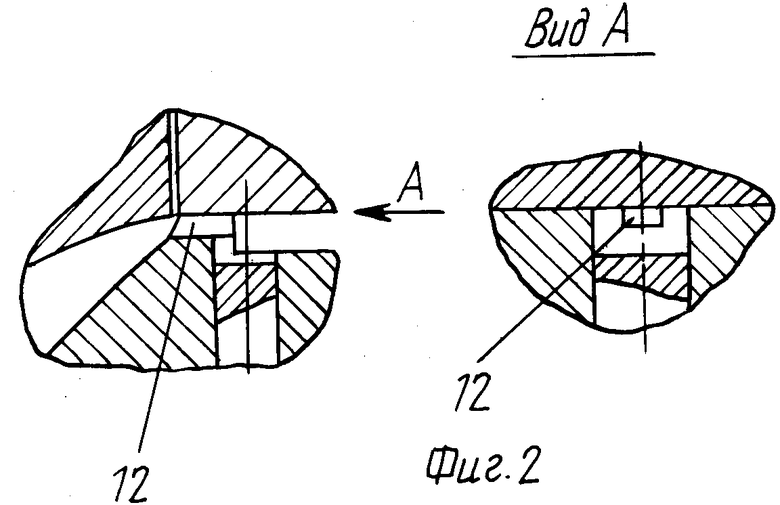
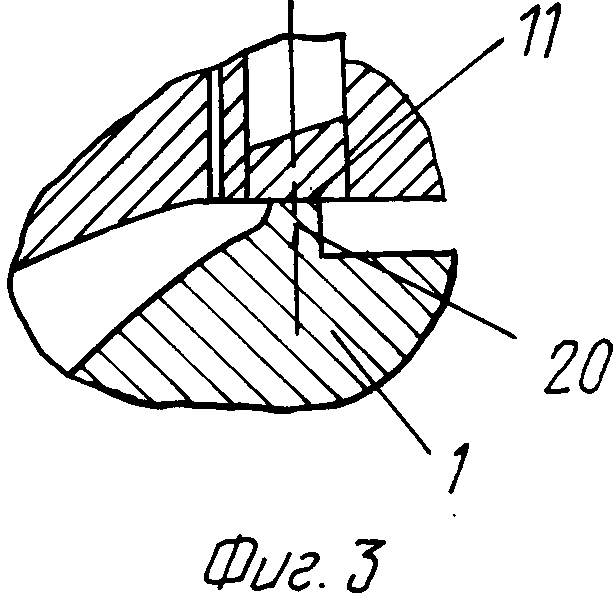
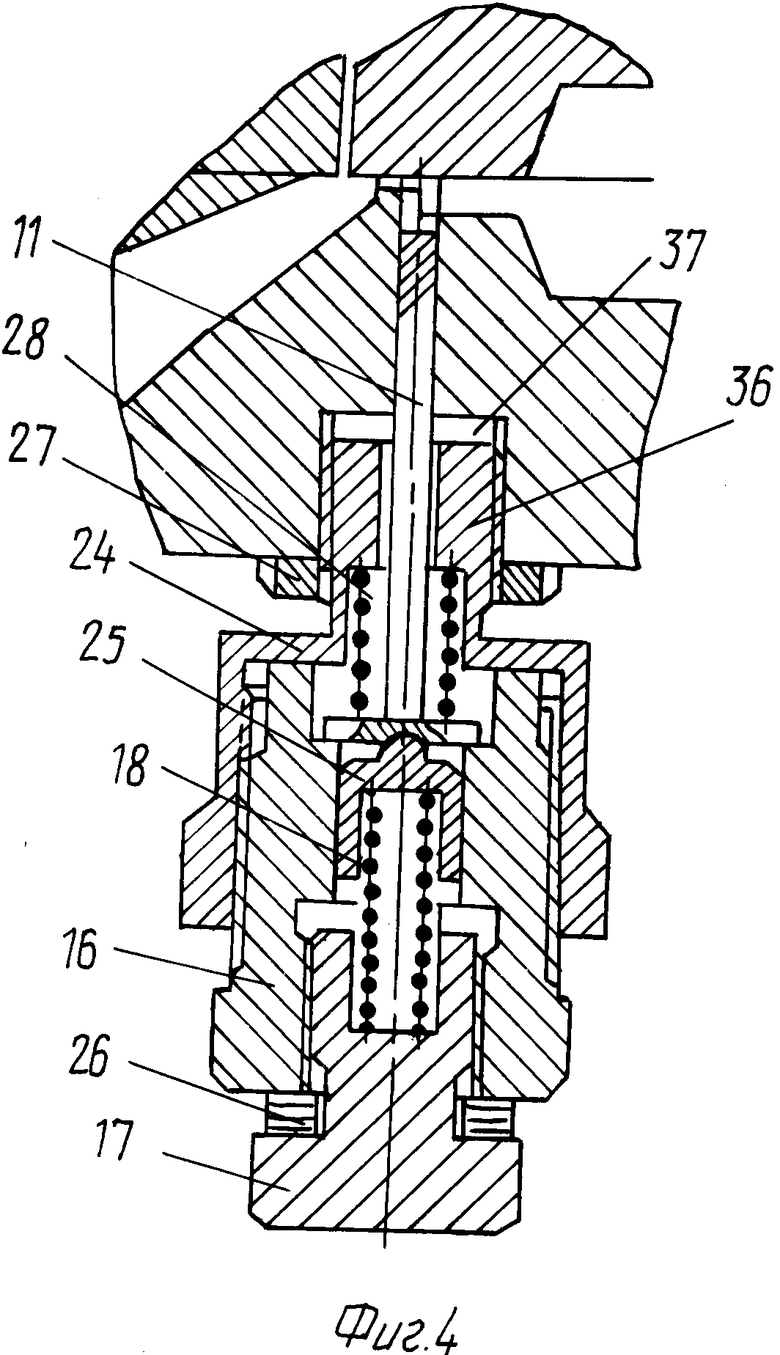
На фиг. 1 изображен разрез устройства для изготовления протеза ; на фиг. 2, 3 - сечение канала удаления воздуха; на фиг. 4 - разрез механизма регулировки проходного сечения; на фиг. 5 - кольцевая канавка с основанием и проволочной вставкой.
На фиг. 1-5 использованы следующие обозначения: 1 - матрица; 2 - проставка; 3 - упругий элемент; 4 - крышка; 5 - формообразующий (технологический) компенсатор; 6 - корпус компенсатора; 7 - внутренняя поверхность матрицы 1 и одновременно формообразующая нижняя пленка; 8 - внутренняя поверхность компенсатора 5 и покрывающая верхняя пленка; 9 - стяжной болт; 10 - ограничительная пружина; 11 - рабочий шток; 12 - канал удаления газа; 13 - шток регулировки давления; 14 - ограничительная пружина; 15 - опорная втулка; 16 - втулка механизма регулировки сечения; 17 - стопорный винт; 18 - пружина; 19 - кольцевая канавка матрицы 1; 20 - буртик матрицы 1; 21 - проволочная вставка; 22 - упругое основание; 23 - наполнитель; 24 - корпус механизма регулировки сечения; 25 - толкатель штока 11; 26 - шайба; 27 - стопорная гайка; 28 - пружина; 29 - клапан; 30 - опора штока 13; 31 - шпилька; 32 - съемная часть матрицы 1; 33 - опорная гайка; 34 - канал.
Узел крепления образован элементами 9, 10, 33. Отверстие крышки 4 обозначено позицией 35. Механизм регулировки проходного сечения образован элементами 11, 28, 27, 24, 25, 18, 16, 26 и 17. Позицией 36 на фиг. 4 обозначена полая резьбовая головка корпуса 24, расположенная в резьбовом отверстии 37 матрицы 1.
Устройство для изготовления протеза грудной железы содержит матрицу 1, крышку 4, узел крепления и управляемый формообразующий компенсатор 5, размещенный в крышке 4. Узел крепления включает стяжной болт 9,ограничительную пружину 10, опорную гайку 33 и элемент распределения давления, выполненный в виде простравки 2 и упругого элемента 3. Упругий элемент 3 и основание проставки 2 расположены в кольцевой канавке крышки 4, при этом основание проставки контактирует с поверхностью упругого элемента.
Крышку 4 и матрицу 1 выполняют из алюминия, болты 9 - из стали, проставку 2 - также из алюминия, а элемент 3 - из резины с высоким коэффициентом расширения или силиконовой композиции.
Матрица 1 содержит механизм регулировки проходного сечения канала 12 удаления газа, выполненный в виде корпуса 24 с полой резьбовой головки 36, втулки 16 и кинематически соединенных стопорного винта 17 и подпружиненного рабочего штока 11. Резьбовая головка 36 размещена в отверстии 37 матрицы 1. Втулка 16 расположена в полости корпуса 24. Подпружиненный рабочий шток 11 установлен в полости втулки 16 и резьбовой головке 36 корпуса 24. Матрица 1 выполнена составной из неподвижной части и съемной части 32. В съемной нижней части 32 матрицы выполнен канал 34, сообщенный с вакуумной системой. Канал 12 удаления газа расположен в неподвижной части матрицы. В канале 34 установлен клапан 29. Матрица 1 выполнена с кольцевой канавкой 19, в которой размещено упругое основание 22 и проволочная вставка 21, выступающая над плоскостью матрицы не менее, чем на суммарную толщину пленок протеза.
Назначением компенсатора 5 является создание фиксированного давления на наполнитель протеза в процессе вулканизации и усадки, придания ему требуемой формы. Описанное выполнение отдельных элементов устройства не является единственно возможным, однако предпочтительно. Например, канал 12 удаления газа может быть выполнен в поперечном, но при этом затрудняется процесс вакуумирования (удаления газа). В качестве механизма регулировки сечения может использоваться шток с любым известным механизмом малых перемещений, а для распределения давления - резиновая прокладка.
Проволочная вставка 21 служит для обрезки пленок по контуру протеза.
Способ изготовления протеза грудной клетки реализуется при работе устройства.
Обезгаженный (отвакуумированный) гелеобразный наполнитель, залитый дозированно (по весу протеза) в полость 23 пленки 7, дополнительно вакуумируется непосредственно в матрице 1 с помощью любого из известных технологических приспособлений. Затем на матрицу 1 укладывается покрывающая пленка 8. Пленки 7, 8 сжимаются между матрицей 1 и проставкой 2 с помощью крышки 4, болтов 9 и гаек 33. Обычно давление лежит в диапазоне 8-10 кгс/см2, что достаточно для исключения проникновения наполнителя 23 в области между пленками 7, 8, особенно в процессе термического расширения.
Удаление воздуха осуществляется через канал 12 размером 0,5 х 2,0 мм в матрице 1. В сочетании с активизацией по крайней мере пленки 7 и нанесением на пленки гидрофобизирующей жидкости, предотвращающей смачивание пленок в области шва наполнителем, это обеспечивает монолитность наполнителя, прочность соединения пленок 7, 8 между собой и с наполнителем 23, долговечность протеза. Вакуумирование пространства между пленкой 7 и матрицей 1 осуществляется через канал 34 и обеспечивает постоянство формы протеза.
Удаление воздуха через канал 12 осуществляется с использованием капиллярных явлений, при этом воздух выходит через капиллярный канал 12, а наполнитель 23 в канал не проникает. Сечение канала 12 уменьшается постепенно, например в три стадии, по мере увеличения разряжения. Уменьшение сечения производится перемещением штока 11 и заканчивается полным перекрытием канала 12. Окончание выхода воздуха контролируется манометром или методом омыливания. Перекрытие канала 12 осуществляется с необходимым для сварки пленок 7, 8 давлением. При этом все режимы (температура, давление, сечение и пр.) подбираются на этапе отладки.
В процессе вулканизации наполнителя на компенсатор 5 сказывается фиксированное давление в функции объема, например, гидравлическим регулятором давления или пружиной. При этом компенсируется избыточное давление, возникающее при расширении наполнителя 23, компенсируется изменение объема навески наполнителя, его усадка.
Дополнительное обжатие пленок 7, 8 по поверхности сварного шва создается за счет различных коэффициентов расширения проставки 2 и элемента 3, а также матрицы 1 и крышки 2.
В процессе всего технологического цикла изготовления протеза пленки 7 прочно удерживается в матрице 1 разряжением, созданным с помощью канала 34 и клапана 29, который выполняется, например, ниппельным, в виде стержня с глухим центральным отверстием и соединяющимися с ним боковыми отверстиями. Боковые отверстия перекрыты эластичной трубкой, например силиконовой. Обратный клапан 29 позволяет поддерживать постоянство давления при расширении остатков воздуха в каналах.
Технологический компенсатор 5, помимо удаления воздуха и создания избыточного давления на наполнитель, служит для формирования заданной формы протеза в зависимости от индивидуальных требований. При перемещении компенсатора 5 воздух удаляется через канал 12. На первой стадии регулировки сечения канала 12 обеспечивается быстрый, в течение нескольких секунд, выход воздуха. На второй стадии обеспечивается капиллярное сечение, через которое воздуха выходит медленно. При этом исключается попадание наполнителя между пленками 7, 8. на третьей стадии происходит обжатие пленок 7, 8 с необходимым для сварки усилием. Шток 11 выполняется с буртиком и упирается во втулку 16, соединенную с корпусом 24. При ввернутой до упора втулке 16 шток 11 выступает над матрицей 1 и в этом положении производится настройка капилляра по величине зазора, который подбирается в зависимости от толщины пленок и их упругости. После настройки корпус 24 фиксируется гайкой 27. В процессе настройки винт 17 отворачивают, освобождая пружину 18. При вывинчивании втулки 16 из корпуса 24 шток 11 под действием пружины 28 перемещается, увеличивая сечение канала 12. Обжатие пленок с заранее установленным усилием осуществляется ввинчиванием винта 17 во втулку 16 до упора через регулировочную шайбу (шайбы) 26, при этом пружина 18 воздействует через втулку толкателя 25 на шток 11. механизм регулировки сечения может быть установлен и на крышке 4. В этом случае удаление воздуха будет происходить через зазор между буртиком 20 матрицы 1 и торцевой поверхностью штока 11, диаметр которого больше ширины буртика 20 матрицы 1.
Контур проставки 2 соответствует сварочному профилю протеза. Верхняя часть проставки 2 входит в канавку крышки 4, образуя замкнутый объем, в котором находится термостойкий упругий элемент 3. На поверхность проставки 2, прилегающую к пленкам 7, 8, наносится фторопластовое покрытие, компенсирующее неровности поверхностей матрицы 1 и проставки 2, а также деформацию при нагревании. Необходимость введения проставки обусловлена действующим на крышку 4 изгибным моментом, вызывающим раскрытие стыка. Пружины 10 служат для стабилизации прижимного усилия.
Съемная часть 32 матрицы 1 обеспечивает изменение формы протеза от B до C (фиг.1). Сменой компенсатора 5 обеспечивается изменение формы задней поверхности протеза. При этом алгоритм выбора этих элементов следующий: задание типоразмера и основных параметров протеза, визуализация модели формы с помощью соответствующей программы, коррекция формы с учетом индивидуальных особенностей, расчет объема расчет веса (с учетом усадки), определение избыточного веса и соответствующего объема компенсатора (пуансона), выбор формы последнего.
Канавка 19 выполняется на матрице 1 эквидистантно буртику 20 (на расстоянии 1,5-2 мм), формирующему сварочный шов. Диаметр вставки 21 не превышает 2,0 мм. Вставка 21 заливается композицией, например силиконовым герметиком ВГО. После полимеризации герметик образует упругое основание 22. Обрезка осуществляется в процесс термообработки, при этом достигается дополнительное скрепление пленок 7, 8 по контуру протеза.
Разность ΔP между давлением вакуумирования наполнителя после заполнения полости и давлением на наружной поверхности полости выбирают из условий
0 < ΔP ≤ 0,3 кгс/см2
при толщине пленки 30-70 мкм.
давление P1 вакуумирования наполнителя после заполнения полости и давление P2 на наружной поверхности полости выбирают в диапазоне
-0,5 ≤ P1, P2 ≤ -1 кгс/см2.
Давление вакуумирования наполнителя после заполнения полости монотонно увеличивают в процессе вакуумирования. Отверждение наполнителя и сварку пленок осуществляют одновременно, при этом к плоскости сварного шва прикладывают равномерное давление. К плоскости сварного шва прикладывают давление 3-12 кгс/см2. Удаление газа из полости проводят через отверстие с сечением, уменьшающимся в процессе удаления газа до капиллярного, в частности до 0,03-0,05 мм. Отверждение наполнителя осуществляют при фиксированном давлении в диапазоне 10-20 кгс/см2, которое поддерживают после отверждения в процессе усадки. Одновременно с отверждением наполнителя и сваркой пленок осуществляют обрезку пленок по контуру протеза. Отверждение наполнителя производят путем вулканизации при температуре 150-170oC. Объем наполнителя выбирают на 1,5-2% выше заданного объема протеза. До заполнения полости из термопластичной пленки наполнителем по заданному типоразмеру протеза определяют форму наружной поверхности полости и соответствующий вмещающий объем, ограниченный плоской покрывающей пленкой, затем определяют избыточный вес протеза и его избыточный объем, причем в процессе заполнения полости наполнителем уменьшают ее объем на величину избыточного объема, а при герметизации изгибают поверхность покрывающей пленки в сторону полости на величину избыточного объема.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОТЕЗ ГРУДНОЙ ЖЕЛЕЗЫ | 1992 |
|
RU2096024C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕЗА ГРУДНОЙ ЖЕЛЕЗЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2114735C1 |
| Способ изготовления протеза грудной железы и устройство для его осуществления | 1991 |
|
SU1819589A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ И/ИЛИ ОСУШКИ ГАЗОВ | 1993 |
|
RU2040311C1 |
| СПОСОБ ОБОГАЩЕНИЯ ЗОЛОТОСОДЕРЖАЩИХ ПРОДУКТОВ | 1994 |
|
RU2095145C1 |
| АЭРОЗОЛЬНЫЙ БАЛЛОНЧИК | 1991 |
|
RU2023637C1 |
| СПОСОБ ОЧИСТКИ И ЗАЩИТЫ ТВЕРДЫХ ПОВЕРХНОСТЕЙ (ЕГО ВАРИАНТЫ), УСТРОЙСТВО И МАТЕРИАЛЫ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2118917C1 |
| СПОСОБ ЭЛЕКТРОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ | 2002 |
|
RU2218449C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОПОЛИУРЕТАНА | 1994 |
|
RU2076115C1 |
| СДВИГОВЫЙ СИЛЬФОННЫЙ КОМПЕНСАТОР | 1996 |
|
RU2103589C1 |

Изобретение относится к медицине и может быть использовано для окончательного протезирования грудной железы после физической и психической стабилизации пациентки с учетом возраста, сохранения размеров груди, цвета кожи и других факторов. Изобретение позволяет создать долговечный протез грудной железы, устойчивый к механическим воздействиям, перепадам температуры и ультразвуковому излучению, обеспечить требуемые упругие свойства протеза, возможность изменения его веса и формы. Для этого в способе изготовления протеза грудной железы формируют полость из термопластичной пленки, заполняют ее наполнителем. При этом наполнитель до и после заполнения им полости вакуумируют. В процессе заполнения полости наполнителем и его последующего вакуумирования со стороны наружной поверхности пленки, образующей полость, поддерживают одинаковое давление. Затем осуществляют наложение покрывающей термопластичной пленки, отверждение наполнителя и герметизацию полости путем сварки пленок. Перед герметизацией полости из нее удаляют газ. Производятся диапазоны величин давлений, в которых выбирают давление вакуумирования наполнителя после заполнения им полости и давлений, поддерживаемых со стороны наружной поверхности пленки, образующей полость, а также разность указанных давлений. Указываются также величины давления, прикладываемого к сварному шву, давления и температуры, при которых осуществляют отверждение наполнителя путем вулканизации, и объем наполнителя. Кроме того, отверждение наполнителя и сварку пленок осуществляют одновременно. Удаление газа из полости осуществляют через канал в матрице, проходное сечение которого уменьшают до капиллярного, равного 0,003 - 0,005 мм. Перед герметизацией по меньшей мере свариваемые поверхности пленок активируют. На поверхности пленки, образующей полость, и/или покрывающей пленки в зоне выхода газа наносят гидрофобизирующий слой. Одновременно с отверждением наполнителя и сваркой пленок осуществляют обрезку их по контуру протеза. Приводится также устройство для осуществления предлагаемого способа. 2 с. и 21 з.п.ф-лы, 5 ил.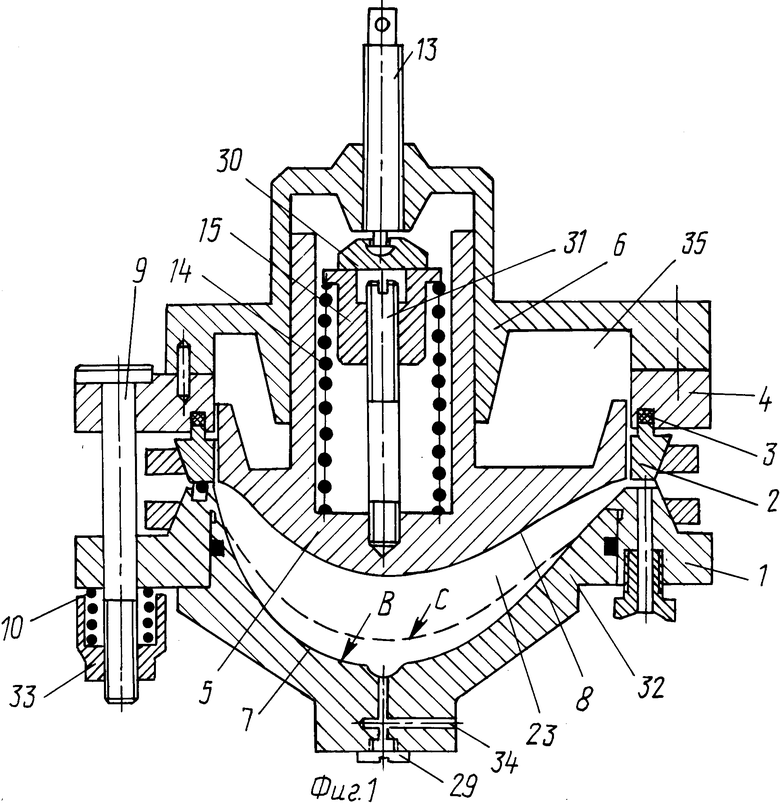
0 < ΔP ≤ 0,3 кгс/см2.
4. Способ по пп.1 и 2, отличающийся тем, что давление Р1 вакуумирования наполнителя после заполнения им полости и давление Р2, поддерживаемое со стороны наружной поверхности пленки, образующей полость, выбирают в диапазоне
-0,5 кгс/см2 < Р1, Р2 ≤ -1 кгс/см2.
| DE, патент, 3416240, кл | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| DE, патент, 3938328, кл | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
