Изофетение относится к прокатному проиаводс5тву и может быть использовано для охлаждения проката движущегося в линиях прокатных станов. Известно устройство для охлакшекия проката, которое включает форсунку и камеру охлаждения, вдоль канала .кото рой выполнены ориентированные в одной из продольных плоскостей симметрии Iкриволинейные выступы. Выступы чередуются в шахматном порядке на протяво положных стенках канала со смещением вершины каждого выступа относительно следующего. Сужения, о азованные в канште камеры, представляют собой ввд неполного круга fIJ. Недостатком устройства является неоходимость поддержания постоянного давления в охлаждения и скорост поаока охладителя. Если давление и скорость потока не постоянное в течение ..всего времени охлаждения проката, то побиться волнообразного движения охладителя невозможно. Кроме того, чтобы получить необходимое равномерное и пос тоянное изменение скорости движения по тока охладителя относительно оси камеры или относительно проката, необходимо с учетом указанных выше факторов точно определить места и конфигурацию впадин и выступов, что очень ватруднителыю. В противном случае происходит частичное завихрение потока охладителя и тогда .выступы и впадины играют отрицательную, роль. Наиболее близким к изобретению явля ется устройство для охлаЗДения катанк состоящее из камеры охланодения, про водковой втулки и форсунки с соплрвьш отверстием, образованным конической поверхностью входа в камеру охлаждения и концевым участком наружной цшшцдр ческой поверхностью проводковой втулки вьтолненной эксцентрично относительно .оси канала охлаждения С2 1 Недостатком устройства является то, что фактически изменение потока охладителя в камере происходит на маленьких участках по длине камеры в зоне создан волнообразного -движения, а именно, в те участках зоны волнообразного движения, где поток охладитедтя меняет свой знак. Поскольку.направление потока охладителя постоянно под одним и тем же углом к оси камеры, то прокат интенсивно омывается на отфеделенных участках по длине. Так как скорость движения про ката большая (до 4О м/с), то фактически, обра1эуются участки по .дли Не проката более или менее интенсивно Охлаждение, а значит равномерность охлаждения по длине проката нарушается. Чем больше ско :УЬсть движения проката в камере охлажиеншс, т&л больше участки, с разной температурой охлаждения. Целью изо етения является повышение равномерности охлаждения при одновременном повыш гаи интенсивности охла)кдения при больших скоростях движения проката. Поставленная цель достигается тем, что в устройстве для охлаждения проката, включакщем камеру охлаждения , проводковую втутосу и форсунку с сопловым отверстием, образованным конической поверхностью входа в камеру и концеьым участком наружной цилиндрической поверхности проводковой«втулки,устройство снабжено прикреплёнными к заднему торцу корпуса форсункипршодом колебаний 1ФОВОДКОВОЙ втулки и упругим . соединенным с проводковой втулкой. На фиг. t - 4 показано предлагаемое устройство. Устройство состоит из камеры охлаждения t, снабженной фланцем 2 для крепления к форсунке 3 с сопловым отверстиетл, образованным конической поверхностью входа в камеру 1 и концевым передним участком наружной цюшвдрической поверхностью проводковой втулки 4. Сопло представляет собой поверхность тороида в сечении. Проводковая втулка закрегшенёГ к корпусу форсунки, например, с пометцью хомута 5; через упругий элемент 6 прижатый к заднему торцу корпуса крышкой 7 с отверстиемфиксатором проводковая втулка задним концом связана с приводом 8, например, соленовдом, закрепленным к корпусу форсунки с возможностью переметцения переднего конца проводковой втулки относитега.но оси соплового отверстия. Втулка с противоположной стороны относительно привода подпружинена упругим элементом 9. Устройство работает следующие образом. Охладитель-воду подают в канал камеры охлаждения I через соплово.е отверстя§ образованное конической поверхностью входа в камеру охлаждения и концевым участком цшгивдрической поверхностью фоводковой втулки 4. В процессе охлаж@{ия проката передний конец проводковой втулки периодически перемодают в вертикальной плоскости относительно оси сопового отверстия. Перемещение переднего конце до контакта его с корпусом участка входа в камеру производят включением и отключением привода 8, например, сопеноодв. При включении соленодаа зед НИИ конец втулки 4 перемещается в крайнее верхнее положение, фиксируя его .отверстием в крышке 7/ при- этом передний конец проводковой втулки находится в крвйна { нижн(д полонсенш (фиг. 2), офазуя сопловое отверстие в вдде сегмента в вахней части входа камеры 1. Поток охладителя направлен сверху вниз. При отключении Ъоленовда с помощью пружины возврата 9 (фиг. 4) задний ко-; нец втулки п емешается в крайнее ниж нее положение, при этом передний конец перемацается в крайнее верхнее положениел (фиг. 3), образуя сегментное сопловое отверстие в нижней части входа камеры. При таком положении поток охладитепя направлен под углом к оси камеры снизу вверх. При колебании переднего конца втулки 4 ог одного крайнего положения до дру. гого.когда втулка касается входногоучаст- ка камеры охлахсдения,образованного внутренней поверхностью фланка 2, изменяется угол входа потока охла,дителя в камеру 1. Этот угол изменяется с частотой S-IS Гц и равен двойной конусности соплового отверстия. На фиг. 2 и 3 пока 1зана величина с, сГ изменения оси проводковой втулки 4 относительно оси форсунки 3. Периодическое изменение угла входа потока охладителя создает дополнительную турбулизацию потока за счет того, что токи охлдцителя, изменяя свое направление, не мгновенно удлиняют или укорачивают шаг волны, что обеспечивает интенсивное :омывание потоком охладителя не участков длины проката, а всего п тока по его длине, т. е. исключаются застойные зоны- по длине проката. За одйо полное колебание втулки 4 в камеру посылается 4 импульса турбулентных посьиок. Толщина зазора соплового отверстия для давлений Р ЗО - 60 ати составляет 0,5-2 мм, что соответственно определяет амплитуду колебания втул ки О,5 - 2 мм. Частота колебаний проводковой втулки определяется двумя факторами: скоростью потока охладителя и возможностями и габаритами электромагнитного магнитного привода. Вюсреобразные турбулентные . ти потока должны равномерно на мшшмальком расстоянии друг от друга про- ходить через охланздеКия. При длине охлаяадения 2-3 м скорое- ти потока охладителя м/с я скорости проката 1О-ЗО м/с необходимо, чтобы по всей длине был .сформирован поток турбулентных посылок (, импульсов). При частоте колебаний менее 5 Гц, количество импульсов мшьще 2О в с и длина такого трубупентного импульса будет равна 0,1-0,15 м, а щзи частоте колебаний более 15 Гц количество импутяьсов равно 6О к длина импульса равна 0,ОЗ0,О6 м. Практически длина импульсов равна диаметру проходного отверстия охлаждения (диаметр камеры охлаждения принимают равньгм 2,5 -. 3 диаметрам охлаждаемого проката по условиям забуривания). , Дальнейшее повьпиение частоты дает 1рначитепьный эффект повышения турбу- . лентности, что соответственно зафиксзсгров.алось при опытном испытании устройст,ва. Например,в камере охлаждения с се-. чением проходного отверстия равным 7,2 см и кольцевым соплом сечением О,5 см (длина 9,52 см, ширина О,05 см) и обвдим расходом 15 к длиной камеры охлаждения 1,5 м охлаждают катанку 6,5 мм от температуры прокатки, равной 1000°С. Без колебания втулки катанка охлаждается до 75О С, При создании колебаний втулки 4с частотой 5 - 15 Гц и амплитудой 0,5 мм температура катанки снижается до 65067О С, что аналогично увеличению расхода до м ч. При использовании предлагаемого устройства эконсыический эффект состач.. виг 40ООО руб, в год за счет уменьшения окалинробразования на 25% путем улучшения условий охлаждения проката.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения сортового проката | 1983 |
|
SU1127657A1 |
| Устройство для охлаждения мелкосортного проката | 1978 |
|
SU738712A1 |
| Устройство для охлаждения проката | 1982 |
|
SU1065057A1 |
| Устройство для охлаждения проката | 1976 |
|
SU582864A1 |
| НАГНЕТАЮЩАЯ ФОРСУНКА | 2001 |
|
RU2174884C1 |
| Устройство для охлаждения катанки | 1976 |
|
SU582021A1 |
| Устройство для охлаждения проката | 1986 |
|
SU1433989A1 |
| Устройство для охлаждения проката | 1987 |
|
SU1574645A1 |
| Устройство для поверхностной обработки проката | 1981 |
|
SU1002371A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 2001 |
|
RU2180278C1 |
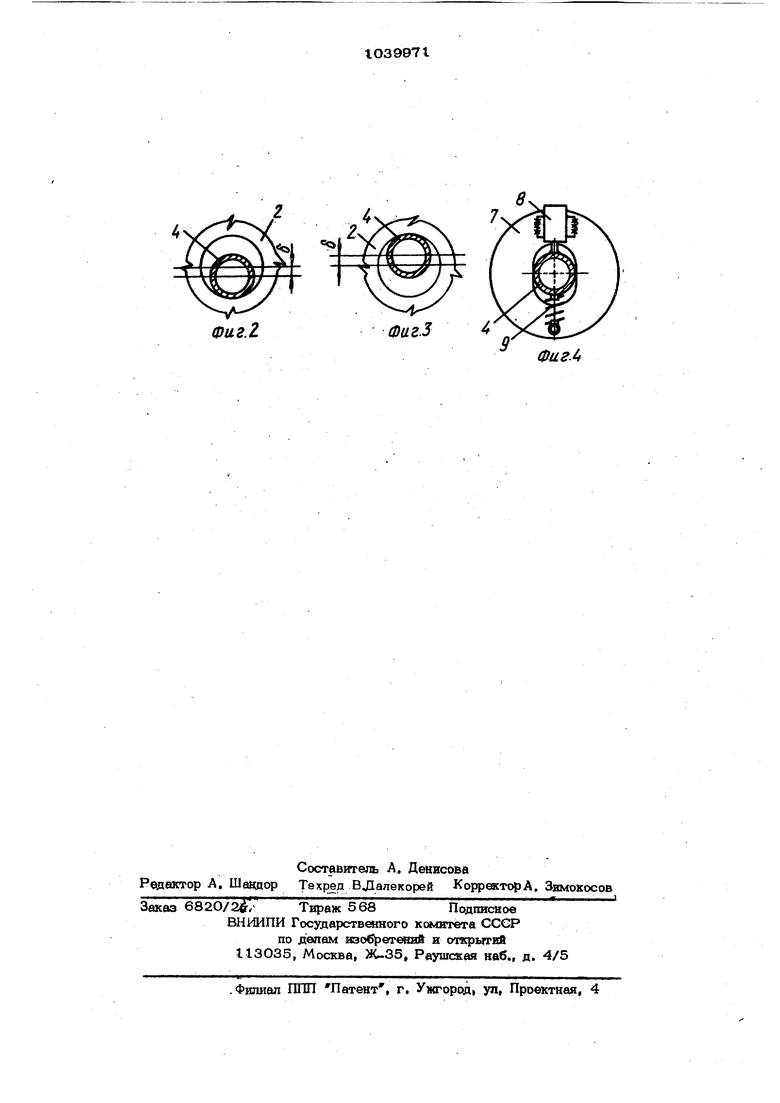
УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТА, содержащее камеру охлатения, гфоводковую втулку и форсунку с сопловым отверстием, образованным конической поверхностью входа в камеру охлаждения и концевым участком наружной цилиндрической поверхности I проврдковой втулки отличаюйе с я тем, что, с целью повышения равномерности и интенсивности охлахшення проката при больших скоростях его дви- жения, устройство снабжено ti ocpenneeными к заднему торцу Kopnycia форсунки щ)иводом колебаний проводковой втулки и упругим элементом, соединенными с проводковой втулкой. Прока/п
| I | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
