Изобретение относится к области металлургии и может быть использовано для термической обработки и гидротранспортирования длинномерного проката.
Известно устройство для охлаждения проката, содержащее последовательно размещенные приемную воронку, форсунку, камеру охлаждения, отсекатель, выполненный в виде продольных ребер и прикрепленных к ним поперечных пластин, образующих отверстие для прохода проката, а также камеру сброса охладителя, причем продольные ребра закреплены в камере охлаждения с размещением части их в камере сброса охлаждения на торцах продольных ребер, выполненных с наклоном под острым углом к закрепленным на камере охлаждения их кромкам (а. с. СССР 1721101, кл. С 21 D 1/62, В 21 В 45/02, опубл. 23.03.92).
Выполнение отсекателя в виде продольных ребер с прикрепленными к ним поперечными пластинами не обеспечивает полной отсечки охладителя, поток охладителя рассекается на несколько потоков с повышением локального статического давления. В результате этого происходит биение проката, износ пластин, бурение проката, неравномерное противодействие потоку охладителя.
Известно устройство для термической обработки и гидротранспортирования проката, преимущественно катанки и мелкосортной стали компактного сечения, содержащее форсунку, направляющую трубу, камеру с входной сужающейся частью, установленную между направляющей трубой и сужающейся конической насадкой, при этом полость камеры через направляющий канал соединена с отсекающим элементом с конической насадкой, а диаметр камеры и ее длина составляют 1,4-2 и 8-12 внутреннего диаметра направляющей трубы соответственно (а.с. СССР 876737, кл. С 21 D 1/02, опубл. 30.10.81).
Признаки, совпадающие с существенными признаками заявляемого изобретения:
1. Форсунка.
2. Направляющая труба.
3. Камера с входной сужающейся частью.
4. Полость камеры охлаждения взаимосвязана направляющим каналом с отсекающим элементом с конической насадкой.
Однако известное устройство не обеспечивает получение требуемого технического результата.
Максимальное статическое давление охладителя, подаваемое в отводящий канал, достигается за счет значительного увеличения длины камеры охлаждения, равной 8-12 внутреннего диаметра направляющей трубы.
Известное устройство не обеспечивает получение требуемого технического результата.
Устройство имеет низкую отсекающую способность, поскольку охладитель на отсечку подается по направляющему каналу под прямым углом к основному потоку, что приводит к возникновению значительных тормозящих усилий на прокат, образованию "теневого эффекта" со стороны проката на часть основного потока охладителя и неполной отсечке охладителя. Кроме того, устройство характеризуется значительными габаритами.
Наиболее близким аналогом к заявляемому изобретению является устройство для термической обработки проката, содержащее камеру охлаждения, в торцах которой размещены прямоточная и противоточная форсунки, а внутри размещена прямоточная камера охлаждения в виде направляющей трубы, при этом противоточная форсунка для отсечения охладителя снабжена патрубком с конической насадкой, внутренняя полость которого выполнена с многозаходной винтовой резьбой и с возможностью вращения, причем прямоточная камера охлаждения снабжена элементом для отвода охладителя, выполненным в виде выходного патрубка (а.с СССР 545679, кл. С 21 D 1/02, опубл. 21.04.77.).
Признаки прототипа, совпадающие с существенными признаками заявляемого изобретения:
1. Форсунка.
2. Направляющая труба.
3. Отсекающий элемент с конической насадкой.
4. Элемент для отвода охладителя.
Устройство имеет низкую отсекающую способность и препятствует гидротранспортированию проката по следующим причинам.
Охладитель поступает через противоточную форсунку в камеру охлаждения в виде турбулентного потока, на который воздействует сопротивление, создаваемое прямоточным потоком охладителя, выходной частью прямоточной камеры охлаждения и движущимся прокатом, что создает значительную по протяженности зону торможения проката за счет плотного схватывания противоточным потоком охладителя, как проката, так и стенок камеры охлаждения, что препятствует гидротранспортированию проката и ухудшает отсекающую способность устройства. Вращающийся патрубок с многозаходной резьбой и плотный турбулентный поток резко ухудшают центрирование проката в патрубке из-за образования петли проката, что может привести к его бурению и износу резьбы патрубка, а также износу наконечника прямоточной камеры охлаждения и, как следствие, к увеличению сопротивления прямоточным потоком противоточному, захвату вибрирующим прокатом охладителя и выносу его за пределы противоточной форсунки. При значительных оборотах патрубка с многозаходной резьбой в турбулентный поток нагнетается еще и воздух, создавая тем самым водоэмульсионную смесь, ухудшающую охлаждение проката, что требует увеличения габаритов камеры охлаждения для получения заданных температурных параметров.
Вращающийся патрубок резко ухудшает условия транспортирования проката, так как из-за большой подвижности переднего конца проката возможны его удары о входную часть патрубка, отклонения к корпусу камеры охлаждения и попадание в противоточную форсунку, а наличие многозаходной резьбы при входе в него переднего конца проката может привести к закручиванию проката и бурению. Для гарантированного попадания переднего конца проката внутрь патрубка, его диаметр должен значительно превышать диаметр проката, а это приводит к утечке охладителя за пределы противоточной форсунки.
Зона отсечки охладителя находится примерно посередине прямоточной камеры охлаждения, что требует для обеспечения требуемого охлаждения проката увеличения ее длины и снижает отсекающую способность. Отсекающий поток направляется через отверстие в прямоточной камере навстречу прямоточному потоку охладителя в виде сплошного цилиндрического потока. Отвод охладителя осуществляется через патрубок, размещенный в прямоточной камере охлаждения. При этом происходит прижим проката к стенке камеры, ухудшая его гидротранспортирование и отсекающую способность.
В основу изобретения поставлена задача усовершенствования устройства для термической обработки и гидротранспортирования проката, в котором за счет изменения конструкции обеспечивается изменение и перераспределение отсекающего потока, что позволит повысить отсекающую способность устройства и улучшить гидротранспортирование проката при снижении габаритов устройства.
Поставленная задача решается тем, что устройство для термической обработки и гидротранспортирования проката, содержащее форсунку, направляющую трубу, отсекающий элемент с конической насадкой и элемент для отвода охладителя, согласно изобретнию дополнительно снабжено камерой с входной сужающейся и выходной расширяющейся частями, полость которой взаимосвязана с отсекающим элементом посредством цилиндрических отверстий в теле расположенной в камере втулки, оси которых параллельны продольной оси устройства, а отсекающий элемент выполнен в виде кольцевого конического щелевого сопла, образованного внутренней поверхностью выходной расширяющейся части камеры и внешней поверхностью конической насадки с направляющим каналом, установленной сужающейся частью в выходной расширяющейся части камеры соосно ее продольной оси, причем элемент для отвода охладителя выполнен в виде каналов между сужающейся и расширяющейся частями камеры.
Целесообразно, чтобы коническая насадка была установлена с возможностью перемещения относительно продольной оси камеры.
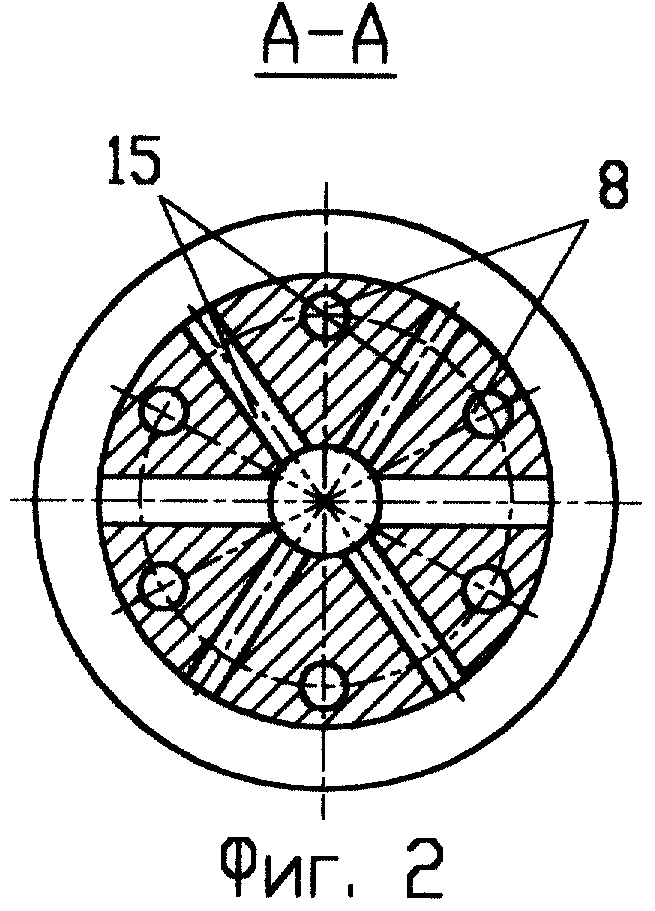
На фиг.1 показано предлагаемое устройство для термообработки и гидротранспортирования проката, продольный разрез, на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит форсунку 1, направляющую трубу 2, являющуюся камерой охлаждения, взаимосвязанную с камерой 3 посредством коллектора-распределителя 4. Камера 3 выполнена с входной сужающейся частью 5. Полость 6 камеры 3 взаимосвязана через коллектор-распределитель 4 с отсекающим элементом 7 посредством цилиндрических отверстий 8 в теле втулки 9, оси которых параллельны продольной оси устройства.
Отсекающий элемент 7 выполнен в виде кольцевого конического щелевого сопла 10, образованного внутренней поверхностью выходной расширяющейся части 11 камеры 3 и внешней поверхностью конической насадки 12 с направляющим каналом 13, установленной сужающейся частью 14 в выходной расширяющейся части 11 камеры 3 охлаждения соосно ее продольной оси. Коническая насадка 12 установлена с возможностью перемещения относительно продольной оси камеры 3. В камере 3 между ее входной сужающейся частью 5 и выходной расширяющейся частью 11 выполнены каналы 15 для отвода охладителя.
Устройство работает следующим образом.
Прокат, например катанка, проходя форсунку 1, поступает через направляющую трубу 2 в полость камеры 3. Одновременно форсункой 1 создается движущийся поток охладителя, например воды с избыточным статическим давлением, который поступает в направляющую трубу 2, где происходит отбор тепла от движущегося проката и его гидротранспортирование. Далее поток охладителя с повышенной температурой поступает в полость 6 камеры 3. В полости 6 происходит снижение скорости потока охладителя и возрастает статическое давление. Затем охладитель, пройдя через коллектор-распределитель 4, попадает в входную сужающуюся часть 5, где происходит дальнейшее снижение скорости и возрастание статического давления, которое достигает максимального значения в зоне расположения коллектора-распределителя 4, через который большая часть охладителя подается в цилиндрические отверстия 8. Охладитель из входной сужающейся части 5 поступает в цилиндрическую часть, где снижается статическое давление и часть охладителя поступает в каналы 15 для отвода охладителя.
Статическое давление охладителя достигает своего максимального значения в конце цилиндрических отверстий 8 перед кольцевым коническим щелевым соплом 10. При дальнейшем движении охладитель поступает в кольцевое коническое щелевое сопло 10, образованное внутренней поверхностью выходной расширяющейся части 11 и внешней поверхностью сужающейся части 14 конической насадки 12, изменяя свое направление навстречу оставшемуся потоку охладителя из камеры 3. В щелевом сопле 10 формируется разноскоростной конический кольцевой поток охладителя, скорость которого достигает максимального значения напротив цилиндрических отверстий 8. Из щелевого сопла 10 охладитель истекает в виде устойчивого разноскоростного кольцевого потока, направленного по касательной к движущемуся прокату. Отсекающий поток охладителя попадает в кольцевой зазор между втулкой 9 и прокатом, где соударяется с оставшейся частью охладителя после частичного отвода через каналы 15 движущегося по направлению движения проката потока охладителя. Отсекающий конический кольцевой поток участками с максимальной скоростью создают эффект эжекции за счет разности векторов скоростей встречного и отсекающего потоков, тем самым препятствуя продвижению потока из камеры 3, направляя его в каналы 15 для отвода охладителя. Отсекающий поток не препятствует транспортированию проката через направляющий канал 13 на участок выравнивания температуры по сечению проката. При этом скорость движения проката не уменьшается, т.к. кольцевой поток охладителя воздействует только на встречный поток охладителя и одновременно центрирует прокат.
Выполнение цилиндрических отверстий 8 в теле втулки, оси которых параллельны продольной оси устройства способствует направлению значительного количества охладителя в щелевое сопло 10, обеспечивая снижение температурного перепада по сечению проката, а также дополнительное охлаждение камеры и повышение скорости охлаждения проката.
Зона отсечки в предлагаемом устройстве находится в дополнительной камере 3 и занимает незначительную протяженность по сравнению с зоной охлаждения в направляющей трубе 2, при этом зона отсечки сведена к минимуму и совмещена с зоной симметричного отвода охладителя, обеспечивая полную отсечку охладителя при уменьшении габаритов устройства. Отсекающий поток представляет собой сужающийся и охватывающий прокат разноскоростной конический кольцевой поток, обеспечивающий полную отсечку охладителя и не препятствующий транспортированию проката.
Установка конической насадки 12 с возможностью перемещения относительно продольной оси камеры позволяет изменять скорость отсекающего потока охладителя в зависимости от сортамента проката.
Использование предлагаемого изобретения позволяет на 30-50% сократить протяженность зоны отсечки и снизить расход охладителя на 20-25%.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕГУЛИРУЕМОГО ОХЛАЖДЕНИЯ ПРОКАТА | 2001 |
|
RU2174881C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТА | 2001 |
|
RU2174882C1 |
| НАГНЕТАЮЩАЯ ФОРСУНКА | 2001 |
|
RU2174884C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДВИЖУЩЕГОСЯ ПРОКАТА | 2001 |
|
RU2174883C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДЛИННОМЕРНОГО ПРОКАТА | 2001 |
|
RU2174880C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 1991 |
|
RU2015177C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2193936C1 |
| УСТРОЙСТВО ДЛЯ УСКОРЕННОГО ОХЛАЖДЕНИЯ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2176940C2 |
| Устройство для термической обработки и гидротранспортирования проката | 1980 |
|
SU876737A1 |
| Устройство для термической обработки проката | 1975 |
|
SU545679A1 |
Изобретение относится к области металлургии и может быть использовано для ускоренного охлаждения длинномерного проката. Задача изобретения: повышение отсекающей способности устройства и улучшение гидротранспортирования проката. Устройство содержит форсунку, направляющую трубу, камеру с входной сужающейся частью, полость которой взаимосвязана направляющим каналом с отсекающим элементом, выполненным в виде кольцевого конического щелевого сопла, образованного внутренней поверхностью выходной расширяющейся части камеры и внешней поверхностью конической насадки с направляющим каналом, установленной сужающейся частью в выходной расширяющейся части камеры соосно ее продольной оси. Целесообразна установка конической насадки с возможностью перемещения относительно продольной оси камеры. Целесообразно в камере между сужающейся и расширяющейся частями выполнение каналов для отвода охладителя. Изобретение обеспечивает повышение отсекающей способности при снижении длины камеры охлаждения. Изобретение обеспечивает изменение и перераспределение отсекающего потока, тем самым улучшая отсекающую способность и условия гидротранспортирования проката. 1 з.п. ф-лы, 2 ил.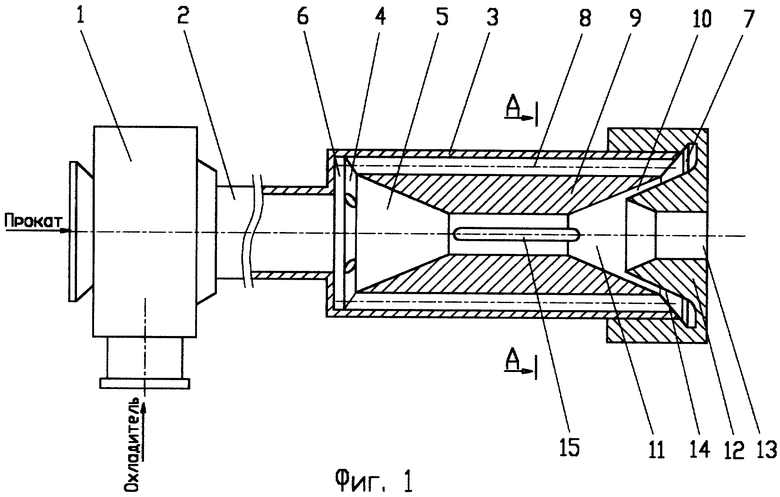
| Устройство для термической обработки проката | 1975 |
|
SU545679A1 |
| Устройство для термической обработки и гидротранспортирования проката | 1980 |
|
SU876737A1 |
| Устройство для охлаждения проката | 1978 |
|
SU833148A3 |
| Устройство для охлаждения движущегося проката | 1980 |
|
SU889170A1 |
| РАНГОВЫЙ КВАНТОВАТЕЛЬ | 1993 |
|
RU2060550C1 |
| DE 4225545 А1, 17.03.1984. | |||

