Изобретение относится к области металлургии и может быть использовано для ускоренного охлаждения длинномерного проката.
Известно устройство для охлаждения проката, содержащее камеру охлаждения, проводковую втулку и форсунку с сопловым отверстием, образованным конической поверхностью входа в камеру охлаждения и концевым участком наружной цилиндрической поверхности проводковой втулки, причем устройство снабжено прикрепленными к заднему торцу корпуса форсунки приводом колебаний проводковой втулки и упругим элементом, соединенными с проводковой втулкой (А.с. СССР N 1039971, кл. С 21 D 1/02, В 21 В 45/02, опубл. 07.09.83.).
Недостатком устройства является невозможность регулирования тянущих и тормозящих сил охладителя, подаваемого в камеру охлаждения, так как приложенная частота колебаний обеспечивает только волнообразную подачу охладителя, что приводит к неравномерному "обжатию" проката, наложению на его собственные колебания еще дополнительных колебаний охладителя, что приводит к значительному сопротивлению транспортирования проката как в камере охлаждения, так и при прохождении через форсунку.
Из известных устройств наиболее близким по технической сущности и достигаемому результату является устройство для охлаждения проката, содержащее корпус с подводящим патрубком, приемную и выводную воронки, размещенную в корпусе с возможностью перемещения вдоль его продольной оси вводную проводковую втулку с внешней конической выходной частью, камеру охлаждения и размещенный коаксиально проводковой втулке соплообразующий элемент, выполненный в виде втулок, установленных в корпусе последовательно друг за другом с образованием между ними щелевых сопел, причем оси щелевых сопел расположены параллельно продольной оси устройства и смещены относительно нее на величину, равную 0,35-0,75 зазора щели сопла, при этом угол между направлениями смещения осей смежных сопл составляет 90o, а втулки выполнены с тангенциальными отверстиями, суммарная площадь которых составляет 0,35-0,7 площади подводящего патрубка, и образуют сужающиеся к выходу устройства конические полости с углом сходимости 20-30o (А.с. СССР N 1433989, кл. С 21 D 1/62, опубл. 30.10.88.).
Признаки прототипа, совпадающие с существенными признаками заявляемого изобретения:
1. Корпус с подводящим патрубком.
2. Приемная и выводная воронки.
3. Вводная проводка с внешней конической выходной частью, установленная в корпусе с возможностью перемещения вдоль его продольной оси.
4. Соплообразующий элемент, установленный коаксильно вводной проводке.
Известное устройство не обеспечивает получение требуемого технического результата.
Выполнение внутренней поверхности выводной воронки с одним коническим участком и установка соплообразующего элемента во входной части выводной воронки не обеспечивают изменения профиля сопла из-за их жесткой связи, что не позволяет регулировать соотношение тянущих и тормозящих сил потока охладителя.
Форсунка подает поток охладителя на прокат под большим углом раскрытия струи, а при отсутствии регулирования тянущих и тормозящих сил охладителя в зоне выводной воронки создается значительное сопротивление проходящему потоку охладителя и, как следствие, возникновение вихревых потоков, приводящих к бурению проката.
Это приводит к тому, что при изменении температуры, скорости и сортамента проката не обеспечивается сочетание оптимальных условий его транспортирования и охлаждения.
В основу изобретения поставлена задача усовершенствования нагнетающей форсунки, в которой за счет определенных конструктивных особенностей обеспечивается возможность регулирования профиля сопла, что позволяет регулировать соотношение тянущих и тормозящих сил потока охладителя.
Поставленная задача решается тем, что в нагнетающей форсунке, содержащей корпус с подводящим патрубком, приемную и выводную воронки, вводную проводку с внешней конической выходной частью, установленную в корпусе с возможностью перемещения вдоль его продольной оси и соплообразующий элемент, установленный коаксильно вводной проводке, согласно изобретению соплообразующий элемент установлен с возможностью перемещения и фиксации относительно продольной оси корпуса, а внутренняя поверхность выводной воронки выполнена в виде двух конических участков, сопряженных цилиндрическим участком при отношении углов образующей первого конического участка к образующей второго конического участка, равном 1,2-4,5, причем выводная воронка установлена с образованием щелевого сопла ее внутренней поверхностью и внешними коническими выходными частями вводной проводки и соплообразующего элемента.
Отношение углов образующей первого конического участка к образующей второго конического участка, равное 1,2-4,5, выбрано из условия оптимального сочетания тянущих и тормозящих сил потока охладителя на прокат заданного профиля и марки стали. При отношении углов менее 1,2 не обеспечивается широкий диапазон регулирования профиля щелевого сопла, что приводит к незначительному изменению тянущих и тормозящих сил потока охладителя и, как следствие, невозможности регулирования их соотношения. При отношении углов более 4,5 значительно увеличиваются тормозящие силы на выходе из щелевого сопла, что приводит к выбросу охладителя навстречу прокату.
На чертеже показана предлагаемая нагнетающая форсунка, продольный разрез.
Нагнетающая форсунка содержит корпус 1 с патрубком 2 для подвода охладителя. В корпусе 1 установлена вводная проводка 3 с внешней конической выходной частью 4.
Коаксильно вводной проводке 3 посредством резьбового соединения 5 установлен соплообразующий элемент 6 с внешней конической выходной частью 7, на торце которого закреплен хвостовик 8
Вводная проводка 3 взаимосвязана входным торцом с приемной воронкой 12. В корпусе 1 со стороны конической выходной части 4 вводной проводки 3 установлена выводная воронка 13, внутренняя поверхность которой выполнена в виде двух конических участков 14 и 15, сопряженных цилиндрическим участком 16. Отношение углов образующей первого конического участка 14 к образующей второго конического участка 15 составляет 1,2-4,5. Внутренняя поверхность выводной воронки 13 и внешние коническая выходная часть 4 вводной проводки 3 и выходная часть 7 соплообразующего элемента образуют щелевое сопло 17. Выводная воронка 13 взаимосвязана с камерой 18 охлаждения.
Устройство работает следующим образом.
Мелкосортный прокат поступает через приемную воронку 12 в вводную проводку 3. Охладитель, например вода подается через патрубок 2 в полость 11 и далее - в щелевое сопло 17. Охладитель, поступая на участок сопла, образованный коническим участком 14 внутренней поверхности выводной воронки 13 и внешней конической выходной частью 7 соплообразующего элемента 6, максимально развивает тянущую силу, направленную на транспортирование и значительно меньше - тормозящую силу, направленную на охлаждение проката. Далее, попадая на участок сопла, образованный цилиндрическим участком 16 внутренней поверхности выводной воронки 13 и внешней конической выходной частью 4 вводной проводки 3, происходит закручивание потока охладителя, приводящее к увеличению его тормозящей силы, что способствует интенсивному охлаждению проката. При дальнейшем движении поток охладителя попадает на участок сопла, образованный коническим участком 15 внутренней поверхности выводной воронки 13, где значительно возрастает тормозящая сила и незначительно - тянущая сила, направленная на транспортирование проката. Таким образом, пройдя через щелевое сопло 17, охладитель поступает на поверхность проката под оптимальным углом для данного сортамента, обеспечивая оптимальное соотношение тянущих и тормозящих сил потока охладителя.
Регулирование профиля щелевого сопла 17 осуществляется при изменении сортамента проката, температуры и скорости прокатки. Изменение соотношения тянущих и тормозящих сил осуществляется перемещением соплообразующего элемента 6 относительно продольной оси корпуса 1. Для этого отвинчивается фиксирующая гайка 10 и посредством хвостовика 8 производится вкручивание или выкручивание соплообразующего элемента 6, обеспечивающее необходимое его перемещение с последующей фиксацией его положения фиксирующей гайкой 10. Установка соплообразующего элемента 6 коаксиально вводной проводке 3 посредством резьбового соединения 5 обеспечивает их совместное перемещение. Самостоятельное перемещение вводной проводки 3 вдоль продольной оси корпуса 1 осуществляется посредством резьбового соединения 5, обеспечивая требуемое изменение профиля щелевого сопла 17.
При производстве мелкосортного проката из низколегированной стали проводится предварительное охлаждение в полости выводной воронки 13 перед камерой охлаждения 18. Для этого вводная проводка 3 перемещается вдоль продольной оси корпуса 1 в сторону, противоположную направлению движения проката, и фиксируется в положении, когда торец конической выходной части 4 вводной проводки 3 находится в одной вертикальной плоскости с торцом конической выходной части 7 соплообразующего элемента 6. При этом охладитель поступает сначала через щелевое сопло, образованное конической выходной частью 7 соплообразующего элемента и первым коническим участком 14 выводной воронки 13, где формируется конусообразный кольцевой поток, который при контакте с движущимся прокатом максимально развивает тянущую силу, придавая прокату ускорение движения, что способствует повышению его скорости и предотвращению бурения проката.
Сформированный конусообразный кольцевой поток охладителя на цилиндрическом участке 16 выводной воронки 13 изменяет свой профиль и охладитель омывает прокат в виде цилиндрического кольцевого потока. Вследствие того, что на этом участке происходит закручивание потока, тянущая сила снижается, а тормозящая - значительно возрастает, снижая скорость проката и увеличивая время контакта охладителя с прокатом, что способствует предварительному охлаждению проката в полости выводной воронки 13, снижая вероятность термоудара при поступлении проката в камеру охлаждения 18. За счет того, что прокату было сообщено ускорение движения при его первичном контакте с охладителем, даже несмотря на высокую тормозящую силу на цилиндрическом участке 16, суммарная скорость движения проката после выхода охладителя с цилиндрического участка 16 не снижается. На втором коническом участке 15 выводной воронки 13 охладитель развивает высокую тянущую силу и придает дополнительное ускорение движению проката, уменьшая тормозящую силу плотного потока охладителя в полости выводной воронки 13, обеспечивая тем самым беспрепятственное поступление проката в камеру 18 охлаждения, в которой сформированный коническим участком 15 поток охладителя также способствует некоторому ускорению движения проката, что обеспечивает оптимальное сочетание скоростей движения проката и его охлаждения при выбранном отношении углов, равном 1,2-4,5.
При снижении температуры конца прокатки не требуется предварительного интенсивного охлаждения, поэтому тормозящее действие охладителя на цилиндрическом участке 15 отсутствует и ускорения движения требуется меньше. Для этого вводная проводка 3 перемещается вдоль продольной оси корпуса 1 в сторону камеры охлаждения до положения выхода выходной части 4 за пределы цилиндрического участка 16, образуя цилиндрическую часть профиля щелевого сопла и тем самым устраняя контакт охладителя с прокатом цилиндрическим потоком. При таком положении выходной части 4 охладитель последовательно проходит по первому коническому участку, цилиндрическому участку и второму коническому участку щелевого сопла 17 и поступает на прокат в виде конусообразного кольцевого потока. Интенсивного первоначального ускорения движения проката не требуется из-за отсутствия тормозящих сил, обусловленных отсутствием контакта охладителя с прокатом на цилиндрическом участке. Поэтому незначительной тянущей силы, приводящей к незначительному ускорению движения проката, достаточно для транспортирования проката в камеру охлаждения 18, а сформированный кольцевой поток охладителя поступает на прокат, обеспечивая необходимую скорость охлаждения. Менее интенсивное охлаждение в этом случае достаточно для обеспечения требуемых скорости движения проката и скорости его охлаждения.
Использование предлагаемого изобретения обеспечивает широкий диапазон регулирования транспортирующих и охлаждающих условий для широкого сортамента проката.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДЛИННОМЕРНОГО ПРОКАТА | 2001 |
|
RU2174880C1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРУЕМОГО ОХЛАЖДЕНИЯ ПРОКАТА | 2001 |
|
RU2174881C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТА | 2001 |
|
RU2174882C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 2001 |
|
RU2180278C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДВИЖУЩЕГОСЯ ПРОКАТА | 2001 |
|
RU2174883C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТА И ВАЛКОВ | 2001 |
|
RU2193938C1 |
| Устройство для совместного охлаждения проката,преимущественно арматурной стали,и прокатных валков | 1982 |
|
SU1080892A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2193936C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ ПРОКАТА | 2001 |
|
RU2212295C1 |
| Устройство для охлаждения проката | 1987 |
|
SU1574645A1 |
Изобретение относится к металлургии и может быть использовано для ускоренного охлаждения длинномерного проката. Задача изобретения - регулирование соотношения тянущих и тормозящих сил потока. Нагнетающая форсунка содержит корпус с патрубком для подвода охладителя, приемную и выводную воронки, вводную проводку с внешней конической выходной частью, установленную в корпусе с возможностью перемещения вдоль его продольной оси, и соплообразующий элемент, установленный коаксильно вводной проводке с возможностью перемещения и фиксации относительно продольной оси корпуса, при этом внутренняя поверхность выводной воронки выполнена в виде двух конических участков, сопряженных цилиндрическим участком при отношении углов образующей первого конического участка к образующей второго конического участка, равном 1,2-4,5, причем выводная воронка установлена с образованием щелевого сопла ее внутренней поверхностью и внешними коническими выходными частями вводной проводки и соплообразующего элемента. Изобретение обеспечивает возможность регулирования профиля сопла, что позволяет регулировать соотношение тянущих и тормозящих сил потока охладителя. 1 ил.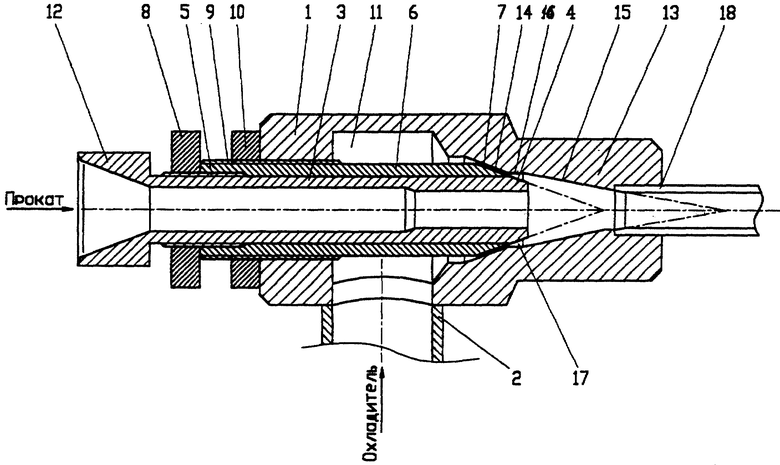
Нагнетающая форсунка, содержащая корпус с подводящим патрубком, приемную и выводную воронки, вводную проводку с внешней конической выходной частью, установленную в корпусе с возможностью перемещения вдоль его продольной оси и соплообразующий элемент, установленный коаксиально вводной проводке, отличающаяся тем, что соплообразующий элемент установлен с возможностью перемещения и фиксации относительно продольной оси корпуса, а внутренняя поверхность выводной воронки выполнена в виде двух конических участков, сопряженных цилиндрическим участком при отношении углов образующей первого конического участка к образующей второго конического участка, равном 1,2-4,5, причем выводная воронка установлена с образованием щелевого сопла ее внутренней поверхностью и внешними коническими выходными частями вводной проводки и соплообразующего элемента.
| Устройство для охлаждения проката | 1986 |
|
SU1433989A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ СОРТОВЫХ ПРОФИЛЕЙ, ПОЛУЧАЕМЫХ ПРОКАТКОЙ-РАЗДЕЛЕНИЕМ | 1991 |
|
RU2033288C1 |
| СПОСОБ ТЕРМИЧЕСКОГО УПРОЧНЕНИЯ АРМАТУРНЫХ ПРУТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2149906C1 |
| Устройство для охлаждения катанки | 1976 |
|
SU582021A1 |
| ФОРСУНКА ДЛЯ ОХЛАЖДЕНИЯ МЕТАЛЛА 5^—- | 0 |
|
SU173692A1 |
| Устройство для охлаждения и гидротранспортирования прокатных изделий | 1980 |
|
SU926029A1 |
| Способ изготовления дисковых ножей для механизированной резки рыбы | 1988 |
|
SU1555375A1 |
| Блок охлаждения | 1989 |
|
SU1602129A1 |

