Изобретение относится к станкостроению и может быть использовано во всех областях народного хозяйства для автоматической компенсации тепловых дебормаций различных машин Известен способ автоматической подналадки положения рабочих органо станков путем перераспределения вну ренних деформаций корпусных элементов, несущих рабочие органы станка и подвергающихся нагреву или охлаждению в зависимости от величины отклонений рабочих органов ll. Недостатками данного способа являются необходимость постоянного измерения отклонений рабочих органо вследствие тепловых деформаций, наличие управляемых нагревательных и охлаждающих устройства и сложной системы управления этиют устройствами, а также невозможность полной одновременной компенсации отклонени рабочих органов в трех взаимно.пер.пендикулярных направлениях. Известен способ компенсации тепловых деформаций металлорежущих станков с ЧПУ, заключающийся в постоянном измерении температуры нагрева в характерной точке на станке и последующем смещении рабочих органов пропорционально изменению измеряемой температуры ts Недостатками данного способа являются необходимость эксперименталь ного определения характерной точки для измерения температуры нагрева, необходимость постоянного измерения температуры нагрева в этой точке и невозможность полной и одновременно компенсации тепловых деформаций в трех взаимно перпендикулярных направлениях во всем диапазоне частот вращения шпинделя. Известен также способ ко.мпенсации .тепловых деформаций металлорежущих станков, заключающийся в постоянном измерении температуры нагрева в характерных точках на станке с последующим расчетом по данным измерений отклонений рабочих органо из-за тепловых деформаций в трех вз имно перпендикулярных направлениях и соответствующего смещения рабочих органов при управлении станком З. Недойтатками такого способа явля ются сложность и недостаточная точность из-за необходимости экспериме тального определения характерных точек для измерения температур нагр ва и характера взаимосвязи этих тем ператур с .тепловыми деформациями, а также необходимости постоянного измерения температуры нагрева в эти характерных точках при работе cfa}i ка. Общим недостатком указанных способов является то, что они не учиты ют характер изменения тепловых де формаций рабочих органов в трех взаимно перпендикулярных направлениях, а также разный характер тепловых деформаций на различных частотах вращения шпинделя и при его простоях. Целью изобретения является упрощение и повышение точности автоматической компенсации тепловых смещений шпинделя металлорежущих станков с числовЕлм программным управлением (ЧПУ) по всем управляемым осям координат без измерения величин тепловых смещений шпинделя в процессе работы станка с ЧПУ. Указанная цель достигается тем, что согласно способу автоматической компенсации тепловых смещений шпинделя металлорежущего станка с числовым программным управлением, заключающемуся в установлении величин тепловых смещений шпинделя в процессе обработки и введении коррекции в перемещении рабочих органов станка по управляемым осям координат, определяют вид и параметры функций теплового смещения шпинделя станка для каждой частоты его вращенкя и при простоях и по определенным функциям при обработке расчитывают вели-, , чины тепловых смещений шпинделя в зависимости от времени работы на различных частотах вращения, а также от времени простоя, а в моменты достижения расчитанных величин установленных допустимых значений осуществляют корректировку перемещения исполнительных органов станка. Способ основан на том, что из-. менение тепловых смещений шпинделя мей-аллорежущих- станков с ЧПУ происходит по нескольким вполне определенным типовым функциям, характерным для данного конструктивно-компоновочного решения станка с ЧПУ и для определенных частот вращения. При этом в одном станке с ЧПУ для-разных направлений осей координат тепловые смещения шпинделя изменяются по разным типовым функциям. Определив вид и параметры изменения тепловьгх деформаций смещений шпинделя для конкретного станка по трем взаимно перпендикулярным направлениям, по известным значениям частот вращения шпинделя в процессе работы станка и времени работы на этих частотах производят расчет получаемых величин тепловых смещений шпинделя в соответствии с известными для данного станка функциями их изменения и автоматически смещают рабочие органы станка в том же направлении и на ту же величину, т.е. постоянно сохраняют взаимное относительное положение рабочих органов станка. При остановке вращения шпинделя когда происходит охлаждение станка,
зная функцию изменения тепловых смещений шпинделя при охлаждении данного станка и время охлаждения, производится расчет величин обратного смещения шпинделя при охлаждении с последующей автоматической компенсацией этого смещения путем перемещения рабочих органов в другом направлении.
На фиг.1 показана типовая зависимость тепловых смещений времени t; на фиг. 2. и 3 - примеры блок-схем устройств для реализации способа.
Согласно фиг.1 показано применение способа автоматической компенсации тепловых смещений шпинделя металлорежущего станка с ЧПУ, для которого определены типовые функции изменения тепловых смещений для различных частот вращения шпинделя при нагреве и охлаждении станка.
Рассмотрим процесс автоматической компенсации тепловых смещений, шпинделя при обработке одной детали с момента включения станка на частотах вращения шпинделя п, п 2 и п соответственно в течение времени t., t 3 5 охлаждения станка при переключении частот вращения шпинделя и смене инструмента со временем t и t, и при съеме готовой детали в установке заготовки со временем t.
Автоматическая компенсация тепловых смещений шпинделя производится периодически через установленную для каждой управляемой оси координат величину Д как при нагреве, так и при охлаждении станка. Величина Л- устанавливается, исходя из требуемой точности обработки.
При пуске станка и начале обработки детали с частотой вращения шпинделя п тепловые деформации шпинделя изменяются по типовой функции 1 (фиг.1). При достижении величины тепловых смещений;-равной д производится их компенсация путем соответствукяцего смещения рабочего органа. Через время t., производится переключение частоты вращения шпинделя на п t на которой тепловые смещения шпинделя уже изменяются по типовой функции 2 (фиг.1) В период переключения t шпиндель не вращается и происходит охлаждение по типовой функции 4. При работе на частоте п происходит дальнейшее тепловое смещение шпинделя по типовой функции 2 и при достижении величины этого смещения, равной л-, также производится их компенсация. Аналогично производится автоматическая компенсация при работе на частоте вращения шпинделя п , когда тепловое смещение шпинделя происходит по типовой функции 3.
При съеме готовой детали и установке заготовок шпиндель не вращается, и происходит охлаждение станка и смещение шпинделя по типовой функции 4 в течение времени 5 tg. При смещении шпинделя из-за охлаждения станка на величину д. производится компенсация этого смещения путем перемещения рабочего органа на величину 4 в обратном правлении.
При дальнейшей работе станка комп сация тепловых смещений шпинделя производится аналог чньв образом.
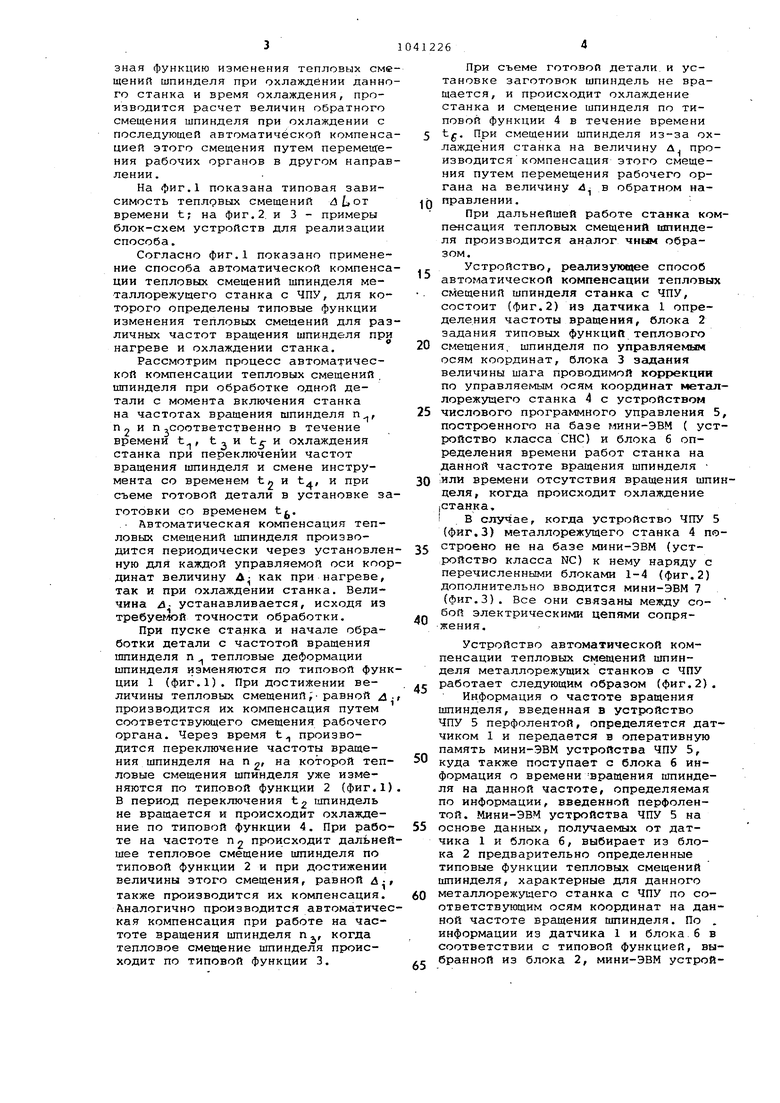
Устройство, реализующее способ
5 автоматической компенсации тепловых смещений шпинделя станка с ЧПУ, состоит (фиг.2) из датчика 1 определения частоты вращения, блока 2 задания типовых функций теплового
0 смещения, шпинделя по управляемьвд осям координат, блока 3 задания величины шага проводимой коррекции по управляемым осям координат металлорежущего станка 4 с устройством
5 числового программного управления 5, построенного на базе мини-ЭВМ ( устройство класса СНС) и блока б определения времени работ станка на данной частоте вращения шпинделя
0 или времени отсутствия вращения шпинделя, когда происходит охлаждение |Станка,
i В случае, когда устройство ЧПУ 5 (фиг.З) металлорежущего станка 4 пе5 строено не на базе мини-ЭВМ (устройство класса NC) к нему наряду с перечисленными блоками 1-4 (фиг.2) дополнительно вводится мини-ЭВМ 7 (фиг.З). Все они связаны между собой электрическими цепями сопряжения.
Устройство автоматической компенсации тепловых смещений шпинделя металлорежущих станков с ЧПУ
с работает следующим образом (фиг.2),
Информация о частоте вращения шпинделя, введенная в устройство ЧПУ 5 перфолентой, определяется датчиком 1 и передается в оперативную память мини-ЭВМ устройства ЧПУ 5,
0 куда также поступает с блока 6 информация о времени вращения шпинделя на данной частоте, определяемая по информации, введенной перфолентой. Мини-ЭВМ устройства ЧПУ 5 на
5 основе данных, получаемых от датчика 1 и блока 6, выбирает из блока 2 предварительно определенные типовые функции тепловых смещений шпинделя, характерные для данного
0 металлорежущего станка с ЧПУ по соответствующим осям координат на данной частоте вращения шпинделя. По . информации из датчика 1 и блока б в соответствии с типовой функцией, выг бранной из блока 2, мини-ЭВМ устройства ЧПУ 5 определяет величины теплового смещения шпинделя по соответствующим осям координат последовательно через малые и равные про межутки времени. Получаемые значения тепловых смещений сравниваются с величиной, характеризующей шаг проводимой координации,который уста навливается по каждой оси координат блоком 3, При достижении величины теплового смещения шпинделя, равной шагу коррекции, устройство ЧПУ 5 подает сигнал на дополнительное смещение рабочих органов станка, что обеспечивает постоянное сохранение их взаимного относительного положения. Во втором случае, когда устройство ЧПУ не содержит мини-ЭВМ (фиг.З), информация с блоков 1-4 поступает в дополнительно введенную мини-ЭВМ 7, связанную с устройством ЧПУ 5 электрической цепью. Работа устройства автоматической компенсации тепловых смещений шпинделя аналогична описанному. Использование предлагаемого изобретения позволяет повысить точность обработки деталей на металлорежущих станках с ЧПУ путем автоматической компенсации тепловых смещений шпинделя одновременно по всем управляемым осям координат без создания и применения дополнительных измерительных средств, располагаемых на станке с ЧПУ. Это повышает эффективность использования металлорежущих станков с ЧПУ - позволяет производить на них обработку более точных деталей с одной установки, что сокращает общий технологический цикл обработки этих деталей, и повышает производительность обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОЙ КОМПЕНСАЦИИ ТЕПЛОВЫХ СМЕЩЕНИЙ ШПИНДЕЛЯ МЕТАЛЛОРЕЖУЩЕГО СТАНКА С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2012 |
|
RU2499658C1 |
| СПОСОБ КОМПЕНСАЦИИ ТЕПЛОВЫХ ДЕФОРМАЦИЙ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ С ЧПУ | 2014 |
|
RU2573854C1 |
| СПОСОБ КОМПЕНСАЦИИ ТЕПЛОВЫХ ДЕФОРМАЦИЙ ИСПОЛНИТЕЛЬНЫХ УЗЛОВ МЕТАЛЛОРЕЖУЩЕГО СТАНКА С ЧПУ | 2013 |
|
RU2538884C1 |
| СПОСОБ КОРРЕКЦИИ ПОЗИЦИОНИРОВАНИЯ ПОДВИЖНЫХ ОРГАНОВ СТАНКА В ПРОЦЕССЕ ОБРАБОТКИ | 2012 |
|
RU2516123C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТЕПЛОВЫМ СОСТОЯНИЕМ И ФУНКЦИОНАЛЬНЫМИ ПАРАМЕТРАМИ ТЕХНИЧЕСКИХ УСТРОЙСТВ | 2012 |
|
RU2511075C1 |
| Способ коррекции положения резца на металлорежущем станке с ЧПУ | 2017 |
|
RU2654120C1 |
| Способ компенсации тепловых смещений шпинделя металлорежущего станка | 1985 |
|
SU1294491A1 |
| Способ контроля температур и тепловых деформаций металлорежущего станка и устройство для его осуществления | 1981 |
|
SU998092A1 |
| СПОСОБ ОБЕСПЕЧЕНИЯ ГЕОМЕТРИЧЕСКОЙ ТОЧНОСТИ И РАЗМЕРНОЙ НАСТРОЙКИ ВЫСОКОТОЧНОГО МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1997 |
|
RU2116869C1 |
| СПОСОБ НАСТРОЙКИ МНОГОЦЕЛЕВОГО СТАНКА ДЛЯ ПЯТИКООРДИНАТНОЙ ОБРАБОТКИ | 2014 |
|
RU2571984C1 |
СПОСОБ АВТОМАТИЧЕСКОЙ КОМПЕНСАЦИИ ТЕПЛОВЫХ СМЕЩЕНИЙ ШПИНДЕЛЯ МЕТАЛЛОРЕЖУЩЕГО СТАНКА С ЧИСЛОВЫЕ программным управлением, заключающийся в установлении величин тепловых смещений шпинделя в процессе обработки и введении коррекции в перемещении рабочих органов станка по управляемым осям координат, отличающийся тем, что, с целью упрощения и повышения точности, определ5гют вид и параметры функций теплового смещения шпинделя станка для каждой частоты его вращения и при простоях и по определяемым функциям при обработке рассчитывают величины тепловых смещений шпинделя в зависимости от времени работы (/) на различных частотах вращения, а также от времени простоя, а в моменты достижения рассчитанных величин установленных допустимых значений осуществляют корректировку перемещения исполнительных органов станка. Ю ю сэ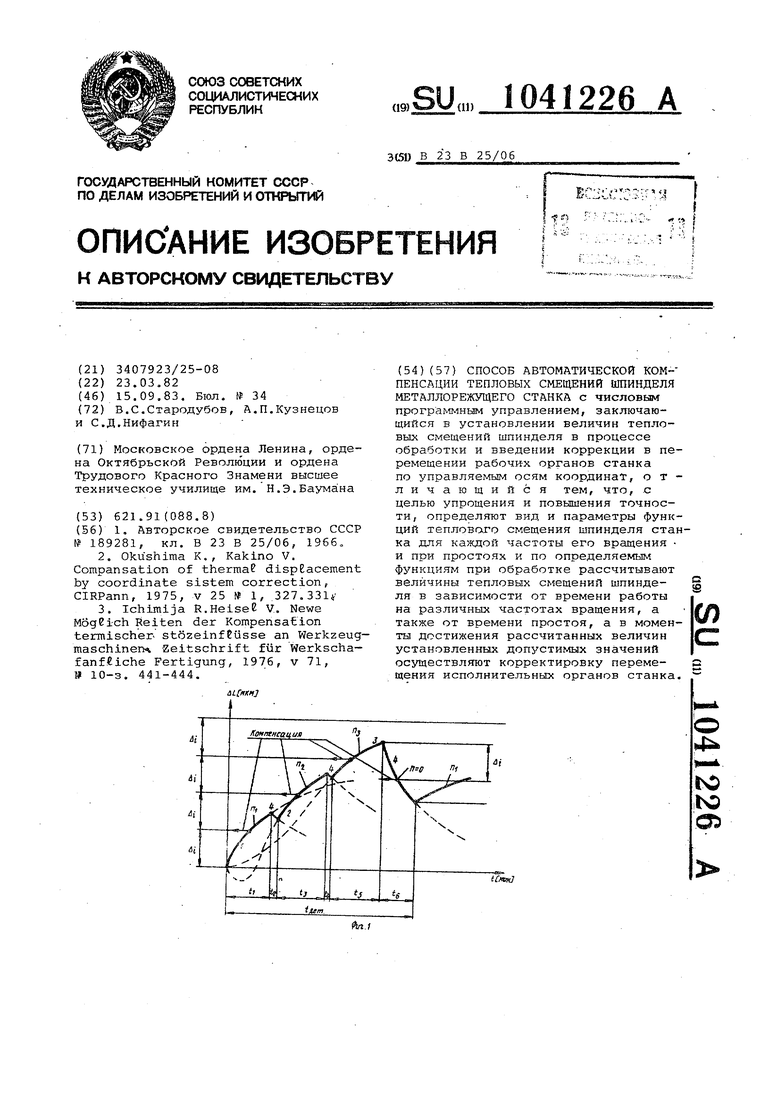
Фи1.3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Compansation of thermal dispEacement by coordinate sistem correction, CIRPann, 1975, V 25 № I, 327.331 3.Ichimija R.HeiseK v | |||
| Newe MogEich Reiten der Kompensation tennischer- stozeinffusse an WerkzeugmaschinerK Zeitschrift fur WerkschafanfCiche Fertigung, 1976, v 71, W 10-3 | |||
| Кинематографический аппарат | 1918 |
|
SU441A1 |
