Изобретение относится к кабельной технике, преимущественно к изготовлению эмалированной проволоки. Известен способ изготовления эмалированной проволоки, по которому осуществляют отжиг токопроводящей жи лы с последукяаим эмалированием 1. OflHako указанный способ не гарантирует получения эмалированной проволоки с необходимыми упругими свойствами. На11более близким к предлагаемому является способ изготовления кабельных изделий, включающий предваритель ный отжиг заготовки в проходной печи ее волочение, окончательный отжиг проволоки в проходной печи и змалиро вание проволоки 2. Согласно известному способу предварительный отжиг заготовки и отжиг проволоки после волочения перед эмалированием осуществляют на отдельном оборудовании, что приводит к повышенным затратёш за счет использования печей, увеличению производствен ной площади, повышенной теплоотдаче в окружающее пространство. Цель изобретения г- снижение трудозатрат. Поставленная цель достигается тем что согласно способу изготовления кабельных изделий, включающему предва рительный отжиг заготовки в проход|ной печи, ее волочение, окончательный отжиг проволоки в проходной печи и эмалирование проволоки, окончатель ный отжиг проволоки осуществляют путем одновременных печного подогрева и окончательного нагрева пропусканием тока через проволоку в печи предварительного отжигаф На чертеже изображена схема осуществления способа. 1 вердая медная заготовка от отдающей катушки 1 поступает в проходную печь .2, где происходит отжиг заготовки, далее в волочильную машину 3, где она проходит через ряд,волок, затем снова в проходную печь 2, где выполняется окончательный отжиг. Нагрев проволоки осуществляется как за счет ее нахождения в печи, так и за счет тока, подводимого от рег лируемого источника напряжения 4. Пластичность проволоки регулируется с помощью датчика 5, выходной сигнал которого подается на управляющий взсод регулируемого источника напряжения 4. После этого проволока идет на установку эмалиролзания. 6 и далее в приемное устройство 7. При этом для осуществления безобрывного процесса отношение скоростей пЕютягивания проволоки при предварительном и окончательном отжиге обратно пропорционально квадратам диаметров. П р и м ер. Твердую медную провот локу диаметром 0,9 мм пропускают камерную печь длиной 6000 мм и с температурой , скорость протяжки проволоки 0,25 м/с.Отолженную проволоку пропускают через волочильную машину, через семь фильер с диаметрами соответственно 0,80/0,72 0,65/ 0,6 j 0,54/ 0,50; 0,45 мм. После этого проволоку диаметром 0,45 мм пропускают через ту же печь, но со скоростью 1 м/с. При прохождении проволоки после волочения через проходную печь через нее пропускают ток величи ной 1,1 А под напряжением 65 В. Потребляемая мощность около 70 Вт.-Затем отожженная проволока напргшляется в установку эмалирования. Предлагаемый способ позволяет .уменьшить количество оборудования, производственную плсяцадь и расходуе.мую мощность (требуемая дл;; дополнительного нагрева мощность составляет 10-15% от мощности окончательного oт жига, выполняемого в отдельной печи).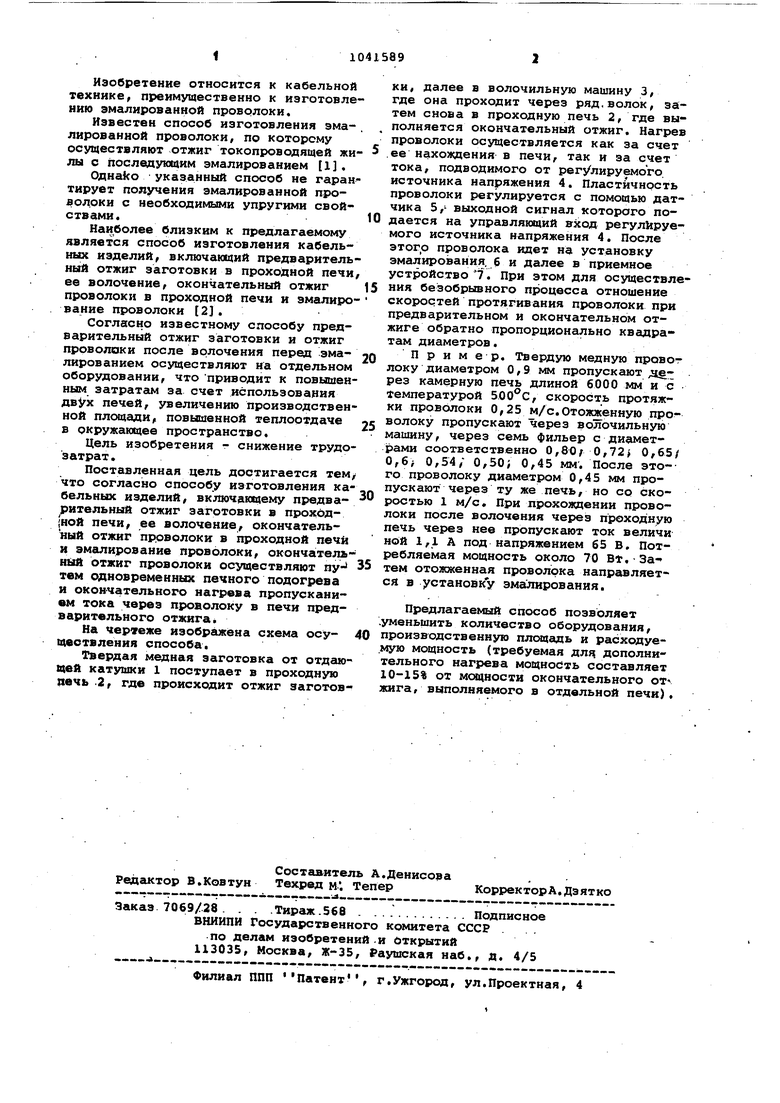
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ ХОЛОДНОТЯНУТЫХ ЗАГОТОВОК ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ ПОД СТЫКОВУЮ СВАРКУ | 1997 |
|
RU2131341C1 |
| Способ изготовления жаростойкого кабеля в оболочке из нержавеющей стали | 1987 |
|
SU1479958A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛОВЫХ КАБЕЛЕЙ С ПЛАСТМАССОВОЙ ИЗОЛЯЦИЕЙ | 1994 |
|
RU2077750C1 |
| Способ изготовления эмалированныхпРОВОдОВ и уСТРОйСТВО для ЕгО ОСу-щЕСТВлЕНия | 1978 |
|
SU845182A1 |
| СПОСОБ ПОДГОТОВКИ МЕДНОЙ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ К ВОЛОЧЕНИЮ | 1998 |
|
RU2146976C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕМЕДНЫХ ЭЛАСТИЧНЫХ ПРОВОДОВ | 2013 |
|
RU2550505C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛОВЫХ КАБЕЛЕЙ С БУМАЖНОЙ ИЗОЛЯЦИЕЙ, ПРОПИТАННОЙ НЕСТЕКАЮЩИМ СОСТАВОМ | 1994 |
|
RU2087958C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ИЗОЛИРОВАННЫХ ПРОВОДОВ | 1994 |
|
RU2087954C1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАКЛЕПОЧНОЙ ПРОВОЛОКИ ИЗ СПЛАВОВ СИСТЕМЫ Al-Cu-Mg (ВАРИАНТЫ) | 2007 |
|
RU2354742C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ПРОВОДОВ | 1994 |
|
RU2087959C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ КАБЕЛЬНЫХ. ИЗДЕЛИЙ, включающий предварительный отжиг заготовки в проходной печи, ее в.олочение, окончательный отжиг проволоки в проходной печи и эмалирование проволоки, отличающ и йс я тем, что, с целью снижения трудозатрат, окончательный отжиг проволоки осуществляют путем одновременных печного подогрева и окончательногонагрева пропусканием тока через проволоку в печи предварительного отжига. (Л ел 00 со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пешков И.Б | |||
| Эмалирование провода.М., Энергия, 1975, с | |||
| Устройство для одновременной съемки нескольких стереоскопических снимков | 1960 |
|
SU138141A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Торговое предложение фирмы SISME Sisteiria di trafilatura de filo di rame tandem con la Smal tatura,Каталог фирмы Niehoff ФРГ,Не rorn, Mul- tiwire Drawing Machines MZE-120,MZE-220, 1980 | |||
| % | |||
| I .ь | |||
| / | |||
