Изобретение относится к области машиностроения, преимущественно к обработке металлов путем пластической деформации, и может быть использовано для обработки холоднотянутых заготовок ограниченной длины методом волочения холоднотянутым способом.
Обычно для волочения используется горячекатаная заготовка (катанка) достаточно большой длины, намотанная в бунт или бухту.
Волочение холоднотянутых заготовок (подтяжки) производится только при наличии большой длины, т. к. каждая заготовка заправляется в волочильную машину и подвергается волочению отдельно. При определенной ограниченной длине заготовки волочение становится нетехнологичным, невыгодным, с большой затратой времени и энергии.
В известных способах стыковой сварки заготовок методами сопротивления и непрерывным оплавлением подготовка деталей к сварке производится в соответствии с техническими условиями, а именно: обработка торцов свариваемых деталей, очистка контактирующих поверхностей ([1] Н.И.Сергеев. "Справочник молодого сварщика на контактных машинах". М., Высшая школа, 1984 г.; [2] Н. С.Кабанов. "Сварка на контактных машинах". М., Высшая школа, 1973 г.).
Известен способ сварки оплавлением с подогревом: "Торцы деталей перед оплавлением подогревают в печах, индукторах или непосредственно в сварочных машинах при периодическом их сдавливании; при этом детали периодически сближаются со скоростью 5 - 6 мм/сек и кратковременно (0,5 - 4 сек) сжимаются под током при небольшом давлении (0,3 - 0,8 кг/мм2). После подогрева до определенной температуры детали оплавляются и осаживаются" ([2], стр. 25).
Однако существующие способы подготовки к варке не позволяют получить достаточную равномерность физических свойств свариваемых материалов для дальнейшей пластической обработки давлением, преимущественно волочением холоднотянутым способом. Это обусловлено тем, что: "Структура соединения определяется исходной структурой металла, скоростью нагрева и охлаждения, средой и степенью деформации металла в зоне сварки. Высокая теплопроводность ряда металлов затрудняет местный нагрев соединения, а легирующие элементы, понижая теплопроводность, тем самым, облегчают нагрев. Структура изменяется в зоне металла, нагретого выше температур рекристаллизации. Около стыка (при стыковой сварке) расположена зона перегрева, нормализации и неполных структурных превращений. В зонах интенсивного нагрева из-за окисления, роста зерен, перераспределения неметаллических включений или появления карбидной сетки и других хрупких фаз возможно снижение пластичности или термоупрочнение, обусловленное одновременным воздействием высокой температуры и быстрой деформации. Наряду с резким повышением твердости у закаливающихся сталей возможно ее понижение в зоне отпуска холоднокатаной стали. При этом резкое повышение твердости отмечается на периферии сварной точки. Соединения с высокой твердостью и неблагоприятной структурой повергают термообработке. Местная термообработка участка сварки может осуществляться непосредственно в сварочной машине. Наиболее часто при этом применяют замедленное охлаждение и отпуск, значительно реже нормализацию или закалку с отпуском. Возможен нагрев детали целиком. В некоторых случаях термообработкой не удается полностью восстановить свойства металла, испорченного при нагреве под сварку" ([2], стр. 23).
Техническим результатом настоящего изобретения является придание концам свариваемых заготовок, подвергнутых нагартовке и упрочнению в процессе волочения холоднотянутым способом, достаточной однородности на определенном участке, до операции подготовки к стыковой сварке и самой сварки, для последующего непрерывного волочения без разрушения и обрыва сварочного и околосварочного участков в процессе изготовления подката (холоднотянутой проволоки) и дальнейшего выпуска продукции.
Данный технический результат достигается тем, что перед подготовкой заготовок к сварке концы заготовок, имеющие в общем разные свойства, приводятся к практически однородному состоянию.
Однородное состояние достигается отжигом конца заготовки, при температуре, необходимой для данного материала.
Другое отличие состоит в том, что отжиг проводится на участке определенной длины - Lотж.. Эта длина определяется расстоянием, которое проходит подвергнутое обработке (волочению) сварочное соединение от входной волоки до точки соприкосновения с тяговой шайбой волочильной машины, в которой осуществляют волочение сваренной заготовки. Эта длина Lотж. зависит от используемой волочильной машины и степени вытяжки на входной волоке и определяется исходя из следующей зависимости:
Lотж. = Lнеобх./K,
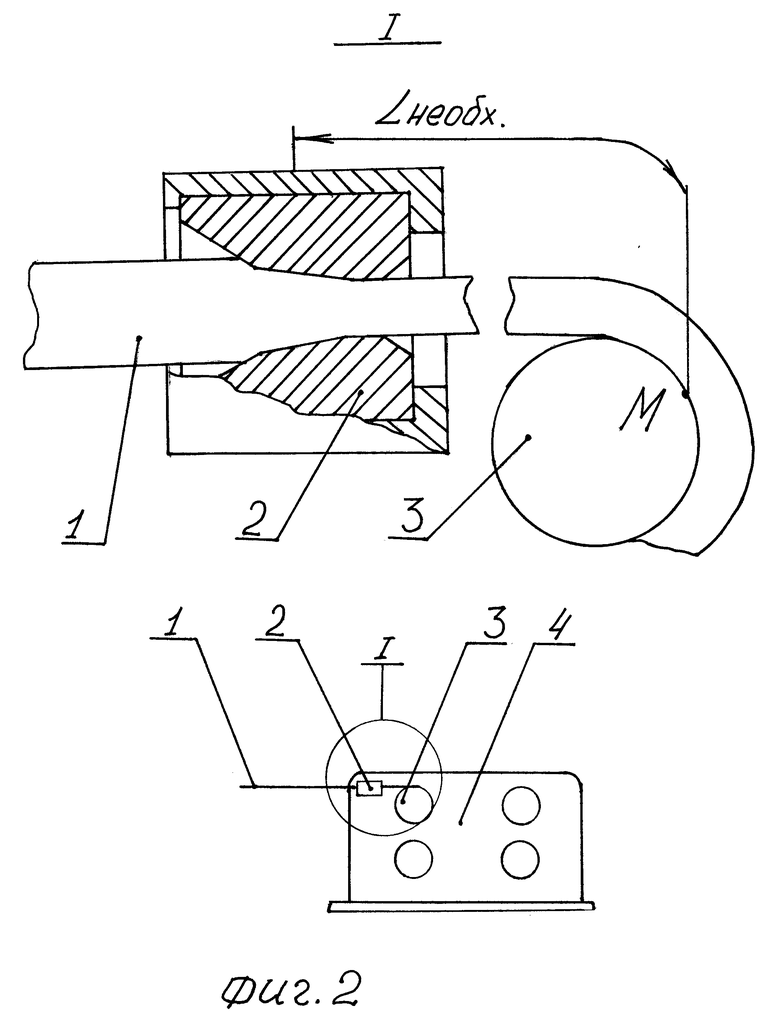
где Lнеобх. - длина, равная расстоянию от входной волоки до места соприкосновения с тяговой шайбой волочильной машины (см. фиг. 2);
K - степень вытяжки на входной волоке.
Другое отличие состоит в том, что при отжиге концов заготовки обеспечивают плавный переход от отожженного состояния заготовки до исходного. Этот переход не имеет резкой границы, происходит плавно и достаточно протяженный. Это достигается тем, что отжиг производится с равномерным прогревом всего отжигаемого участка, причем исключается возможность теплоотвода с участков, прилегающих к отжигаемому, которые тоже нагреваются, вследствие теплопроводности материала (например, действие губок сварочного аппарата, как теплоотвода). После чего отожженный и прилегающие к нему участки свободно остывают на воздухе при нормальных условиях.
Другое отличие состоит в том, что заготовки отрезают в местах отожженных участков ближе к концам и затем подвергают очистке, механической обработке торцов, травлению, обезжириванию и промывке.
На фиг. 1 приведены диаграммы предполагаемой зависимости сварочного соединения от способа подготовки к сварке. По оси абсцисс X показано расстояние от места сварочного соединения 0 в относительных величинах. По оси ординат Y показан предел текучести материала, в относительных, условных величинах. Обычный способ подготовки к сварке и свойства сварочного соединения холоднотянутых заготовок показаны на графике 1. Свойства сварочного соединения, выполненного с проведением дополнительной операции подготовки к сварке - отжигом концов заготовок, показаны на графике 2.
На фиг. 2 показано нахождение Lнеобх. - длины от входной волоки 2 до места соприкосновения с тяговой шайбой 3 волочильной машины 4 в точке М.
Пример. Проводится волочение 5-миллиметровой холоднотянутой жилы, изготовленной из меди марки ММ. Волочение производится холоднотянутым способом на волочильной машине марки ВМ-13. Перед сваркой заготовок, для продолжения процесса волочения концы жилы отжигаются на стыковом сварочном аппарате марки МС-301, МС-403. Отжиг проводится на участке длиной 500-700 мм (данная длина взята для волочильной машины ВМ-13, для степени вытяжки на входной волоке K=1.2 и подобрана опытным путем). В общем случае, длина отжигаемого участка Lнеобх. зависит и от множества других факторов: вида и состояния подаваемой смазки, диаметров и состояния тяговых шайб (бандажей), температурного режима, скорости волочения и т.д. В нашем случае использовалась эмульсия, изготовленная из синтетических компонентов - синтанокса и стеорокса, приготовленная для тяжелого или толстого волочения. Начальная температура охлаждающей смазки (эмульсии) 20o - 40oC. Подача смазки проводилась с отступлением от технологии (давление эмульсии менее 2 кг/см2, объем подачи 0,5 - 1 м3/мин). Использовались обычные тяговые шайбы. Волочение заготовок проводилось по следующим маршрутам:
4,75-4,00-3,50-3,00-2,60-2,30-1,95-1,70-1,50-1,32-1,18-1,00;
4,75-4,00-3,50-3,00-2,60-2,30-1,95-1,70-1,50-1,32-1,16;
4,75-4,00-3,50-3,00-2,60-2,25-1,95-1,65-1,45-1,25-1,06;
4,75-4,00-3,50-3,00-2,60-2,25-1,95-1,65-1,45-1,25-1,12;
4,75-4,00-3,50-3,00-2,60-2,30-2,02-1,80-1,60-1,40 (мм).
Изготавливались следующие диаметры подката:
1,00 1,06 1,12 1,16 1,18 1,25 1,32 1,40 1,45 1,50 1,56 1,60 (мм).
Использовались твердосплавные волоки пермского АОЗТ "Камкабель", иногда, на тонких диаметрах 1,00 - 1,25, использовались волоки из синтетических алмазов (предвыходная и выходная волоки).
Отжигаемый участок в виде U-образной петли зажимается между губками сварочного аппарата и отжигается на обычных режимах в положении "отжиг". Нагрев участка производился до температуры 500o - 730oC (температуры отжига меди), с равномерным прогревом всего участка. Контроль нагрева проводился визуально, до "малинового" цвета свечения жилы. Затем нагретый участок освобождался из губок сварочного аппарата и свободно остывал на воздухе при нормальных условиях. Далее заготовка отрезалась в месте отожженного участка, ближе к его краю и подвергалась всем дальнейшим операциям подготовки к сварке - очистке, зачистке торцов, травлению, обезжириванию и далее самой сварке.
Сваренные заготовки предварительно наматывались на технологическую катушку (250 - 300 кг, 15 - 20 сварочных участков), которая после намотки устанавливалась на отдающую тележку (принадлежность эмальагрегата). Волочение проводилось только на 1-й, 2-й скоростях волочильной машины ВМ-13, до полной выработки (размотки) намотанной жилы и прекращалось при наличии небольшой длины (запаса) для дальнейшей подварки со следующей катушкой.
Наилучшим показателем эффективности предлагаемого способа является осуществление непрерывного волочения. Практика показала, что при неотступном соблюдении технологии проведения предлагаемого способа подготовки к сварке - результат стабилен, сваренные заготовки проходят дальнейшую обработку (волочение, эмалирование) без разрушения и обрывов, в отличие от контрольных сварок, подготовленных обычным способом, которые волочения не проходят.
Использование предлагаемого способа позволит перерабатывать отходы и полуфабрикаты, брак электротехнической, кабельной, нефтегазодобывающей, геологоразведочной и др. отраслей.
Переработка таких заготовок ограниченной длины, как 5-, 3-миллиметровая, медная, марок МО, М1, ММ ТПЖ (токопроводящей жилы), извлекаемая из силовых, контрольных кабельных линий (например - нефтепогружной кабель) уже сейчас позволит экономить время, трудоемкость, энергозатраты, работу и износ энергоемкого и дорогого оборудования, исключить из процесса изготовления (переработки) такие производственные циклы, как: прессовка медного лома, его переплавка, отлив черновой "анодной" меди, электрохимическое рафинирование и изготовление "катодной" меди, переплавка и изготовление слитков (вайербарсов), прокат слитков в 8-, 10-миллиметровую катанку, химическое или электрохимическое травление, погрузочно-разгрузочные, складские, транспортные и др. расходы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ КОНЦОВ БИМЕТАЛЛИЧЕСКОЙ СТАЛЕМЕДНОЙ ПРОВОЛОКИ С СЕРДЕЧНИКОМ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 1992 |
|
RU2015864C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЕЙ ИЗ ЭЛЕКТРОТЕХНИЧЕСКИХ БРОНЗ | 2011 |
|
RU2468877C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДНОЙ ДЛИННОМЕРНОЙ ЗАГОТОВКИ | 1997 |
|
RU2106215C1 |
| Дистанционирующая проволока для тепловыделяющих сборок ядерных реакторов и способ ее изготовления | 2023 |
|
RU2829229C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОКРИСТАЛЛИЧЕСКОЙ МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 2001 |
|
RU2213149C2 |
| СПОСОБ ПОДГОТОВКИ МЕДНОЙ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ К ВОЛОЧЕНИЮ | 1998 |
|
RU2146976C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ ИЗ НИХРОМА | 2008 |
|
RU2371267C1 |
| Способ волочения тонкостенных труб с внутренними продольными ребрами | 1988 |
|
SU1600892A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЗ НИХРОМА И ПОДОБНЫХ СПЛАВОВ | 2008 |
|
RU2385778C2 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2400320C1 |
Способ может быть использован в машиностроении при обработке холоднотянутых заготовок ограниченной длины. Концы заготовок отжигают на участке длиной, которую рассчитывают в зависимости от степени вытяжки заготовки и расстояния от входной волоки до листа соприкосновения заготовки с тяговой шайбой волочильной машины. Затем отрезают заготовку в местах отожженных участков. Подвергают свариваемые концы очистке, травлению, обезжириванию. После этого осуществляют стыковую их сварку. В результате обеспечивается непрерывность процесса волочения заготовок, возможность переработки отходов и полуфабрикатов электротехнической и других отраслей. 3 з.п. ф-лы, 2 ил.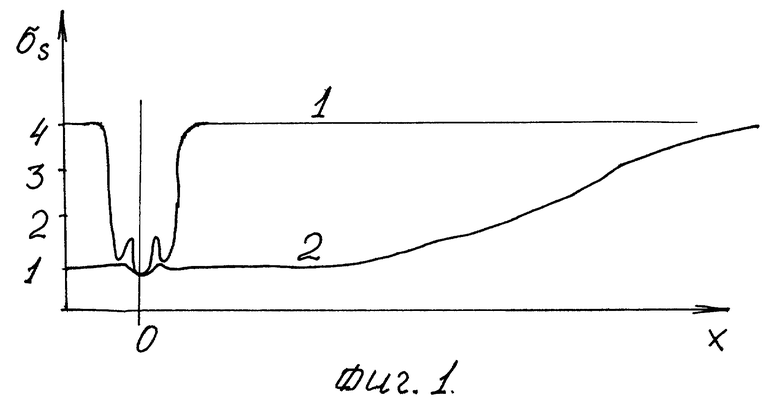
Lотж. = Lнеобх./K,
где Lнеобх. - длина, равная расстоянию от входной волоки до места соприкосновения заготовки с тяговой шайбой волочильной машины, в которой осуществляют волочение сваренной заготовки;
K - степень вытяжки.
| Аксельрод Ф.А | |||
| и др | |||
| Контактная сварка | |||
| - М.: Высшая школа, 1964, с | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Тельман А.С | |||
| Основый сварки давлением | |||
| - М.: Машиностроение, 1970, с.90. | |||
