00 3 X Изобретение относится к средствам . акустических .измерений и может найти применение при осуществлении повероч- ньк работ в измерительной технике г не разрушающе го контроля. Известен способ изготовления акустической меры, заключающийся в том, чт изготовляют акустическую меру в вице твердого цилиндрического волновода с напряженно-деформированным повероснос нь1м слоем и аттестуют ее по скорости распространения ультразвука lj . Однако неоднородность конструкционных материалов, используемых для изготовления акустических мер, обуславливает непостоянство скорости ультразвука аля разных мер комплекта, даже изготовленного из одного полуфабриката (прутка). Погрешность воспроизведения скорости ультразвука в пределах одного комплекта КМТ 176 М достигает 0,23 для стали 40x13 - 0,27% для Д16Т и 0,7% для Л63, что не позволяет обеспечить необходимый метрологический запас по отношению к поверяемым приборам не разрушающего контроля. , Целью изобретения является обеспече ние возможности воспроизведения номинальной величины скорости ультразвука. Поставленная цель достигается тем, что согласно способу изготовления акустической меры, заключающемуся В.ТОМ, что изготовляют акустическую меру в виде твердого цилиндрического волновода с напряженно-деформированным поверо
нос.тным слоем и аттестуют ее по скорости распространения ультразвука, изменйют напряженно-деформированное состояние волновода надеванием на его цилиндрическую поверхность кольца с натягом Л1 величину которого определяют по формуле
Г йС , fM.58 Т
где U С - отклонение скорости ультразвука от номинальной ее величины; Сг . чувствительность скорости
ультразвука к изменению относительной упругой деформации; Г - радиус волновода; ) - коэффициент Пуассона материала
волновода; S - толщина кольца;
а - технологический коэффициент
погрешности нагяг% и регулируют отклонение U С скорости ультразвука от расчетного травлением цш|индрической поверкности кольца. 1
новод, на цилиндрической поверхности которого установлено кодьцо с натягом Д
) определяемым по формуле
1.55
.г
-а.
.5
-
где д.С - отклонение скорости ультразвука от номинала; Eg-чувствительность скорости ультразвука к изменению относительной упругой деформации;
Г
-радиус волновода;
9
-коэффициент Пуассона Kia те риала волновода;
S а
-начальная толщина кольца;
-технологический коэффициент погрешности натяга.
На чертеже приведена акустическая камера.
Alega состоит из твердого цилиндрического волновода 1 и одетого с раьчег ным натягом на цилиндрическую поверк68Способ изготовления акустических мер заключается в том, что измеряют скорость ультразвука в акустической мере вдоль ее оси и определяют величи- ну Д С отклонения скорости ультразвука от номинального ее значения. Создают напряженный слой (например, наклепом на цилиндрической (не рабочей) поверхности вкустической Mepfci) или изменяют напряженно-деформированное состояние напряженного слоя (например, травлением) и непрерывно измеряют скорость ультразвука в акустической мере, регулируют напряженно-деформированное состоян;1е в рабочей зоне (радиус которой на 5 мм меньше редиуса акустической меры) акустической меры таким образом чтобы уменьшить отклонение скорости ультразвука от номинального его значения. После достижения номинального значения скорости ультразвука механической обработкой (например, притиркой) доводят до минимального значения толщину акустической меры и, следовательно, время распространения ультразвука в акустической мере. Напряженный слой на цилиндрической поверхности акустической меры создают посадкой с натягом кольца с последук щим уменьшением травлением внешнего его радиуса кольца и, как следствие, напряженно-деформированного состояния в рабочей зоне акустической меры. При этом акустическая мера представляет собой твердый цилиндрический волнсють вопновоца 1 кольца 2, Блок регу- лирования напряженно-деформированного состояния в рабочей зоне волновода 1 содержит цепь измерения скорости ультра звука, состоящую из акустически кон тактирующего с измерительной поверхностью волновода 1 механоэлектрического прёобразователя 3, электрически связанного с ним электронного блока 4 цля измерения времени распространения ультразвука в волнОвоце 1 и измерителя 5 линейных размеров волновода 1, а также ванну 6 с травящим раствором 7, химически хсжтактирующим с внещней цилиндрической поверхностью кольца 2, Способ изготовления акустической меры предусматривает выполнение слеау« ющей последовательности операций. Измеряют скорость ультразвука в вол новоде 1 и определяют ее отклонение от номинального значения по формуле , гдеСцд - расчетная скорость ультразвука в волноводе; С - действительная скорость ультразвука в волноводе. Определяют необхоцнмый натяг Д коль ца 2 по формуле - .п, . ,,,вь .8 г-} -Т - гдеСр - изменение скорости ультразвука на единицу относительной уп- . ругой деформации; г - радиус волновода 1; ) - коэффициент Пуассона материала волновода 1; § - толщина кольца 2; СИ - технологический коэффициент погрещности натяга, . ; при этом предполагается, что толщина о на. порядок, меньще г и что зависимость скорости С ультразвука от относительных деформаций прямо пропорциональная). Изготавливают кольцо 2 с расчетным натягом. Одевают кольцо 2 на волновод 1.. Измеряют достигнутое в волноводе 1 значение скорости ультразвука и величину отклонения U С ее от номинального значения в соответствии с условием йС С-Сном О« Изменяя толщину кольца 2 травлением, изменяют силовое воздействие на волновод 1 и величину отклонения ЛС скорости ультразвука от номинального ее значения С- , добиваясь меньшего или равного погрешности измерения скорости ультразвука. Эффективность способа применительно к стали может быть оценена на основании следукнцих экспериментальных данных. После пересчета на. относительные деформации для стали Cg 2,5 С для Г мм при натяге ь О,О5 мм, 0,33 и толщине волновода 5 мм; относительное изменение скорости ультр 1звука равно ДС Л16-С-6 Сс.а(п41,5&)г ,5-5 0,136(0 :2-0,ЗЭ ()-24 При утонении внешнего кольца цо толщины 1 мм 8с 0,ОЗЗ- 1О , Следовательно, для стали возможно в этом случае регулирование скорости ультразвука с to4f ностью 0,025«10 на 1 мм изменения толщины внешнего кольца. Предлагаемый способ позволяет воспроизвести с достаточной для метрологического обеспечения приборов нераару- ишющего контроля точностью скорость ультразвука в образцовой акустической мере.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПОСАДОК С НАТЯГОМ | 2014 |
|
RU2641613C2 |
| Акустический способ определения упругих констант токопроводящих твёрдых тел | 2017 |
|
RU2660770C1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ АКУСТИЧЕСКОЙ ЭМИССИИ | 1996 |
|
RU2110792C1 |
| Способ исследования соединений с натягом с применением ультразвуковой томографии | 2018 |
|
RU2719276C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЗЬБОВЫХ ЭЛЕМЕНТОВ НЕФТЕПРОМЫСЛОВЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092291C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НЕСУЩЕЙ СПОСОБНОСТИ ТРУБОПРОВОДА | 2013 |
|
RU2516766C1 |
| СПОСОБ ИЗМЕРЕНИЯ ФИЗИКО-МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК МАТЕРИАЛА ЛИСТОВОГО ПРОКАТА | 2002 |
|
RU2224249C2 |
| АКУСТИЧЕСКИЙ СТЕРЖНЕВОЙ ПРЕОБРАЗОВАТЕЛЬ | 2002 |
|
RU2230615C1 |
| Способ повышения ресурса трубопроводов | 2022 |
|
RU2799264C1 |
| СПОСОБ АКУСТОТЕРАПИИ И АКУСТИЧЕСКИЙ КАТЕТЕР | 2000 |
|
RU2204326C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ, АКУСТИЧЕСКОЙ МЕРЫ, заключающийся в том, Hto изготовляют акустическую ме-, ру в виде твероого цилиндрического воя новоца с напряженно аеформированным поверкностяых слоем и аттестуют ее по скорости распространения, ультразвука, о т л и ч а ю щ и и с я тем, что, с . целью обеспечения возможности воспровэ ведения номинальной величины скорости. ультразвука, изменяют напряженноI деформированное состояние волновода напеванием на его цилинцрическую поверх ность кольца с натягом А , величину которого определяют по формуле ,1HSS -.|Со 8 .U I,.- гдейС - отклонение скорости ультразвука от н % |инальной ее величины; С - чувствительность скорости :ультразвука к изменению относительной упругой деформации; Г - радиус волновода; 9 - коэффициент Пуассона материала волновода; Р - толщина кольца; q - технологический коэффициент (Л погрешности натяга, и регули|0 пют отклонение & С скорости ультразвука от расчетного травлением цилиндрической поверхности кольца.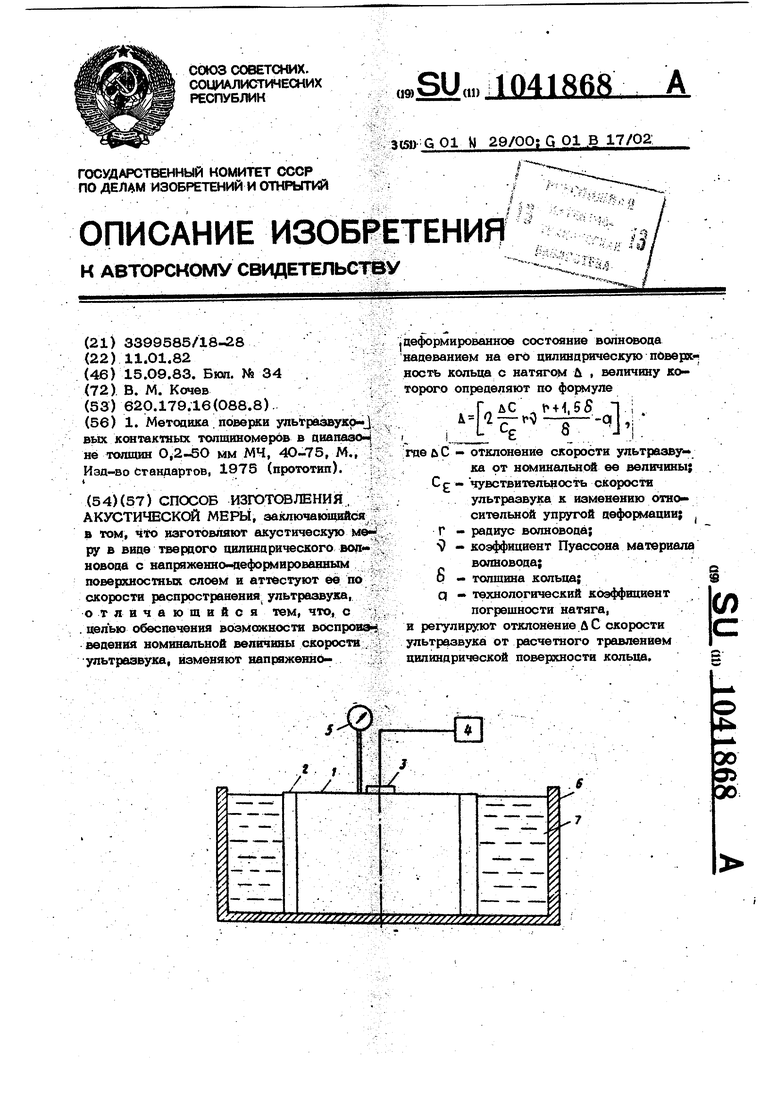
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Метоаика | |||
| поверки ynbrpaaeyKOMJ , BbDc контактных топшиномеров в циапазоч не толщин 0,2-5О мм МЧ, 4О-75, М., ; Изд-во стандартов, 1975 (прототип) | |||
| i..- ..- | |||
| . | |||
