Предлагаемое изобретение относится к методам исследования внутреннего строения материала с помощью ультразвуковых волн. Главным образом оно может быть использовано для экспресс-контроля физико-механических характеристик материала движущегося металлопроката, таких как упругие характеристики (модуль Юнга, модуль сдвига, коэффициент Пуассона) и прочностных (предел прочности, предел текучести, твердость и др.) в металлургической, машиностроительной и других отраслях промышленности.
Широко известны способы, устройства и нормативные документы по измерению физико-механических характеристик материалов. В частности, для измерения предела прочности, предела текучести и модуля Юнга проводят разрывные испытания специально изготовленных из материала изделия стандартных образцов круглого или квадратного сечения [1] . Твердость материала (по Роквеллу, Бринелю и Виккерсу) определяют путем вдавливания шарика или алмазной пирамидки в образец материала с последующим измерением полученного отпечатка [1] .
Недостатками таких способов и устройств являются трудоемкость и длительность процесса измерений, необходимость изготовления специальных образцов из материала изделия.
Известны портативные устройства экспресс-контроля твердости материала на самом изделии, основанные на измерении высоты отскока шарика от их поверхности или ухода частоты колебаний пьезопреобразователя от резонансной при вдавливании пирамидки в металл [2]. Недостатками таких устройств являются измерение твердости только поверхностного слоя материала и невозможность его применения для контроля движущихся изделий.
Известны способы определения физико-механических характеристик материалов с помощью ультразвука. Эти способы основаны на известных функциональных или корреляционных зависимостях между скоростями распространения продольных и поперечных волн в материале изделия и некоторыми физико-механическими характеристиками. В частности, упругие характеристики - модуль Юнга Е, модуль сдвига G и коэффициент Пуассона ν функционально связаны со скоростями распространения продольных Cl и поперечных Ct волн [3]:

и плотностью ρ материала. Известны также [4] корреляционные зависимости между пределом прочности, пределом текучести и твердостью различных материалов и сплавов и скоростями распространения в них упругих волн. Однако такие способы определения физико-механических характеристик реализованы путем измерения скоростей распространения продольных и поперечных волн в статическом состоянии на образцах материалов.
Наиболее близким по существенным признакам к предлагаемому изобретению является способ одновременного измерения толщины и скоростей распространения продольных и поперечных волн в материале движущегося листового проката [5].
Известный способ измерений заключается в следующем: контролируемое изделие помещают в жидкость между излучающим и приемным преобразователем, излучают импульсы упругих волн и измеряют время t1 прихода первого 1 прошедшего через лист импульса, время t2 прихода второго 2 прошедшего через лист импульса продольных Сl волн, время t3 прихода импульса 3 обусловлено прохождением поперечной Ct волны через изделие и время t4 прихода импульса 4 продольных С0 волн через жидкость при отсутствии листа в акустическом тракте, а неизвестные толщину изделия Нx и скорости акустических волн С0, Cl, Ct определяют по формулам: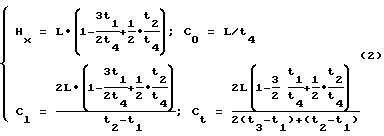
где L - известное расстояние между излучателем и приемником.
Известный способ позволяет определить только некоторые прочностные характеристики материала по измеренной скорости ультразвука и известным корреляционным зависимостям [4]. Известный способ не позволяет определить упругие модули материала Е, G, ν по формулам (1), так как неизвестна плотность ρ материала движущегося проката.
Задачей, решаемой изобретением, является разработка способа экспресс-контроля расширенной номенклатуры физико-механических характеристик материала движущегося листового проката.
Поставленная задача решается за счет того, что, как и в известном способе, изделие помещают в жидкость, излучают импульсы упругих колебаний нормально к поверхности изделия, принимают первый 1, второй 2 прошедшие через движущийся лист импульсы продольной Cl волны, прошедший через лист импульс 3 поперечной Ct волны и импульс 4 продольной волны С0, прошедшей через жидкость при отсутствии изделия в воде, определяют скорости распространения акустических волн С0, Cl, Ct, но в отличие от известного способа дополнительно измеряют амплитуды U1 первого, U2 второго прошедших через лист импульсов 1 и 2 продольных волн и амплитуду U4 импульса 4 продольной волны, прошедшей через воду, вычисляют неизвестную плотность ρ материала изделия по формуле:
где z0 - удельное акустическое сопротивление,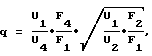
F1, F2 и F4 - функции, учитывающие дифракционное расхождение звукового пучка и определяемые из расчета акустического тракта [6], с последующим вычислением упругих модулей материала.
Во втором пункте формулы изобретения в качестве приемного преобразователя предложено использовать кольцевой преобразователь, что позволяет реализовать более высокую точность измерения.
В третьем пункте формулы изобретения предлагается внутренний радиус приемного преобразователя устанавливать равным радиусу излучателя, что позволяет реализовать максимальную точность измерения скорости распространения поперечной волны.
Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 схематически представлено устройство, реализующее способ измерения, на фиг. 2а - временные диаграммы сигналов, прошедших через лист, на фиг.2б - сигнал, прошедший через жидкость, а на фиг.2в и 2г - огибающие этих сигналов.
На фиг.1 обозначено:
1. Генератор высокочастотных электрических импульсов.
2. Излучающий преобразователь.
3. Иммерсионная жидкость.
4. Контролируемое изделие.
5. Приемный кольцевой преобразователь.
6. Усилитель с детектором.
7. Измеритель временных интервалов.
8. Измеритель амплитуд сигналов.
Сущность предлагаемого изобретения заключается в следующем: короткий ультразвуковой импульс, создаваемый излучающим преобразователем, падает из жидкости нормально на поверхность движущегося листового проката. Приемный кольцевой преобразователь принимает однократно U1 и двукратно U2 прошедшие через лист импульсы продольной Cl волны, импульс U3 поперечной Ct волны, прошедшей через лист, и преобразует их в электрические сигналы. Если в акустическом тракте нет изделия, то приемный преобразователь принимает сигнал U4, прошедший через жидкость от излучателя к приемному преобразователю. Для определения скорости распространения упругих волн в материале движущегося листового проката неизвестной толщины измеряются временные интервалы t1, t2, t3, t4 между посылкой и принятыми сигналами. Время прихода t1 первого прошедшего импульса U1 определяется: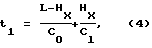
где С0 и Сl - скорости звука в жидкости и материале изделия, Нх - неизвестная толщина в точке прозвучивания, L - известное расстояние между излучающим И и приемным П преобразователями. Время t2 второго прошедшего импульса U2 составляет: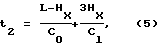
Время t3 прошедшего через лист импульса U3 поперечной волны составляет: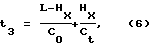
А время t4 сигнала, прошедшего через воду:
t4=L/C0. (7)
Неизвестная толщина материала Нх в точке прозвучивания, скорости распространения продольной Cl и поперечной Ct волн в материале, а также скорость С0 в воде определяются из решения уравнений (4)-(7):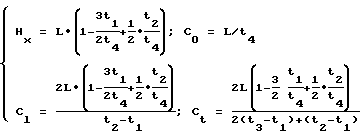
Кроме этого, измеряются амплитуды первого U1 и второго U2 прошедших через лист импульсов продольных волн, а также амплитуда U4 импульса, прошедшего через жидкость.
Значения амплитуд этих сигналов в соответствии с уравнениями акустического тракта [3] можно записать в виде:


где Кv - коэффициент двойного электромеханического преобразования излучателя И и приемника П, Uг - амплитуда возбуждающего электрического напряжения, подаваемого на излучающий преобразователь И от генератора высокой частоты;  - коэффициент прозрачности границы раздела жидкость - твердое тело по энергии;
- коэффициент прозрачности границы раздела жидкость - твердое тело по энергии;  - коэффициент отражения звука по амплитуде от этой границы; Fi - функции, учитывающие дифракционное ослабление звукового пучка, зависящие от волновых размеров преобразователей, расстояний в акустическом тракте и определяемых в соответствии с [6]; z0 = ρ0•c0 и z = ρ•cl - удельные акустические импедансы жидкости (воды) и материала изделия.
- коэффициент отражения звука по амплитуде от этой границы; Fi - функции, учитывающие дифракционное ослабление звукового пучка, зависящие от волновых размеров преобразователей, расстояний в акустическом тракте и определяемых в соответствии с [6]; z0 = ρ0•c0 и z = ρ•cl - удельные акустические импедансы жидкости (воды) и материала изделия.
Если учесть, что коэффициент затухания звука в материале изделия существенно больше затухания в воде, то из (8)-(10) следует: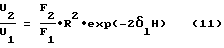

Совместное решение уравнений (11) и (12) позволяет определить коэффициент отражения
R2+qR-1=0 и 
и плотность материала изделия:
где 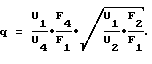
Полученные значения скорости распространения продольных волн Сl в материале изделия позволяет по известным корреляционным характеристикам определить предел прочности, предел текучести [7] и твердость материала [8].
Полученные в результате измерений значения скорости распространения поперечных и продольных волн, а также плотности материала позволяют определить модуль сдвига G, коэффициент Пуассона v и модуль Юнга Е:
G = ρ•C
Рассмотрение предлагаемого способа показывает, что он позволяет не только измерить скорости распространения продольных и поперечных волн в материале движущегося листового проката и на основе этого определить некоторые прочностные характеристики материала, но и измерить плотность материала, что позволяет по известным функциональным зависимостям определять упругие характеристики материала (модуль Юнга, модуль сдвига и коэффициент Пуассона).
Источники информации
1. Шулаев И.Л. Контроль в производстве черных металлов. М.: Металлургия, 1978.
2. Крауткрамер И. , Крауткрамер Г. Ультразвуковой контроль материалов. Справочник. М.: Металлургия, 1991.
3. Неразрушающий контроль. Под ред. Сухорукова В.В., т.2, Акустические методы контроля. Ермолов И.Н., Алешин Н.П., Потапов А.И. М.: Высшая школа, 1991.
4. Ботаки А.А., Ульянов В.Л., Шарко А.В. Ультразвуковой контроль прочностных свойств конструкционных материалов. М.: Машиностроение, 1983.
5. Способ измерения скоростей распространения продольных и поперечных звуковых волн в плоских изделиях. Авторское свидетельство СССР 1146558, Б.И. 11, 1985.
6. Паврос А. С., Паврос С.К., Щукин А.В. Измерение скоростей распространения продольных и поперечных волн в материале движущихся изделий. Труды конференции ЛЕОТЕСТ, 2002, г. Львов.
7. Ботаки А.А., Ульянов В.Л., Шарко А.В. Ультразвуковой контроль прочностных свойств конструкционных материалов. М.: Машиностроение, 1983, стр. 61.
8. Ботаки А.А., Ульянов В.Л., Шарко А.В. Ультразвуковой контроль прочностных свойств конструкционных материалов. М.: Машиностроение, 1983, стр. 59.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ФИЗИКО-МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК МАТЕРИАЛА ДВИЖУЩЕГОСЯ ЛИСТОВОГО ПРОКАТА | 2003 |
|
RU2234081C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК МАТЕРИАЛА ДВИЖУЩЕГОСЯ ЛИСТОВОГО ПРОКАТА | 2003 |
|
RU2231055C1 |
| СПОСОБ КОНТРОЛЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА ТОНКОЛИСТОВОГО ПРОКАТА С ПОМОЩЬЮ УЛЬТРАЗВУКА | 2004 |
|
RU2262694C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА ДВИЖУЩЕГОСЯ ЛИСТОВОГО ПРОКАТА | 2000 |
|
RU2187102C2 |
| СПОСОБ ИЗМЕРЕНИЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА ПОВЕРХНОСТНЫМИ АКУСТИЧЕСКИМИ ВОЛНАМИ | 2007 |
|
RU2350944C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛОВ | 1997 |
|
RU2141652C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ХАРАКТЕРИСТИК ОБРАЗЦОВ ГОРНЫХ ПОРОД | 2005 |
|
RU2284413C1 |
| СПОСОБ ИЗМЕРЕНИЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА УЛЬТРАЗВУКОВЫМ МЕТОДОМ | 2007 |
|
RU2334224C1 |
| Способ определения толщины и скорости распространения ультразвуковых объемных волн в изделиях | 1986 |
|
SU1345063A1 |
| ЭЛЕКТРОАКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2004 |
|
RU2269840C1 |

Предлагаемый способ относится к методам исследования внутреннего строения материала с помощью ультразвука. Технический результат - разработка способа экспресс-контроля расширенной номенклатуры физико-механических характеристик материала движущегося листового проката. Согласно предложенного способа, изделие помещают в жидкость, излучают импульсы упругих колебаний нормально к поверхности изделия. Принимают первый и второй прошедшие через лист импульсы продольной волны, импульс поперечной волны, однократно прошедший через лист, и импульс, прошедший через жидкость при отсутствии изделия в измерительном тракте. Вычисляют скорости распространения упругих волн в жидкости и изделии. Определяют прочностные характеристики материала по измеренной скорости распространения продольной волны. При этом дополнительно измеряют амплитуды первого и второго прошедших через лист импульсов и амплитуду импульса, прошедшего через жидкость, определяют плотность материала изделия. 2 з.п.ф-лы, 2 ил.

где ρ0 и C0 - плотность и скорость продольных волн в жидкости (воде);
С1- скорость продольных волн в материале изделия;
U1, U2, U4 - амплитуда первого и второго прошедших через лист импульсов продольных волн и импульса, прошедшего через жидкость;
F1, F2 и F4 - функции, учитывающие дифракционное расхождение звукового пучка в акустическом тракте,
и на основании полученных величин определяют упругие характеристики материалов.
| Способ измерения скоростей распространения продольных и поперечных звуковых волн в плоских изделиях | 1983 |
|
SU1146558A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| СПОСОБ ДЕФЕКТОМЕТРИИ ПРОКАТНЫХ ЛИСТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2123401C1 |
| DE 4208036, 16.09.1993. | |||

