Изобретение относится к области неразрушающего контроля и диагностики в машиностроении, в частности, может быть использовано для решения задач создания и построения оптимальных технологий и средств диагностирования изделий машиностроения, создаваемых на основе соединений с гарантированным натягом.
Известен способ визуализации внутреннего строения изделий и материалов с помощью специальной аппаратуры, так называемого дефектоскопа-томографа, принятом за аналог, описанный в работе [1], состоящий в использовании одного или нескольких ультразвуковых излучателей, которые сканируются по поверхности исследуемого объекта, посылая пакеты ультразвуковых импульсов, а прошедший через объект сигнал регистрируется пьезоакустическим датчиком и используется для формирования изображения внутреннего строения изделий и материалов, по аналогии с тем, как источник рентгеновского излучения сканируется по поверхности исследуемого объекта, при рентгеновской компьютерной томографии, а прошедший через объект сигнал регистрируется датчиком рентгеновского излучения и используется для формирования изображения внутренних органов человека.
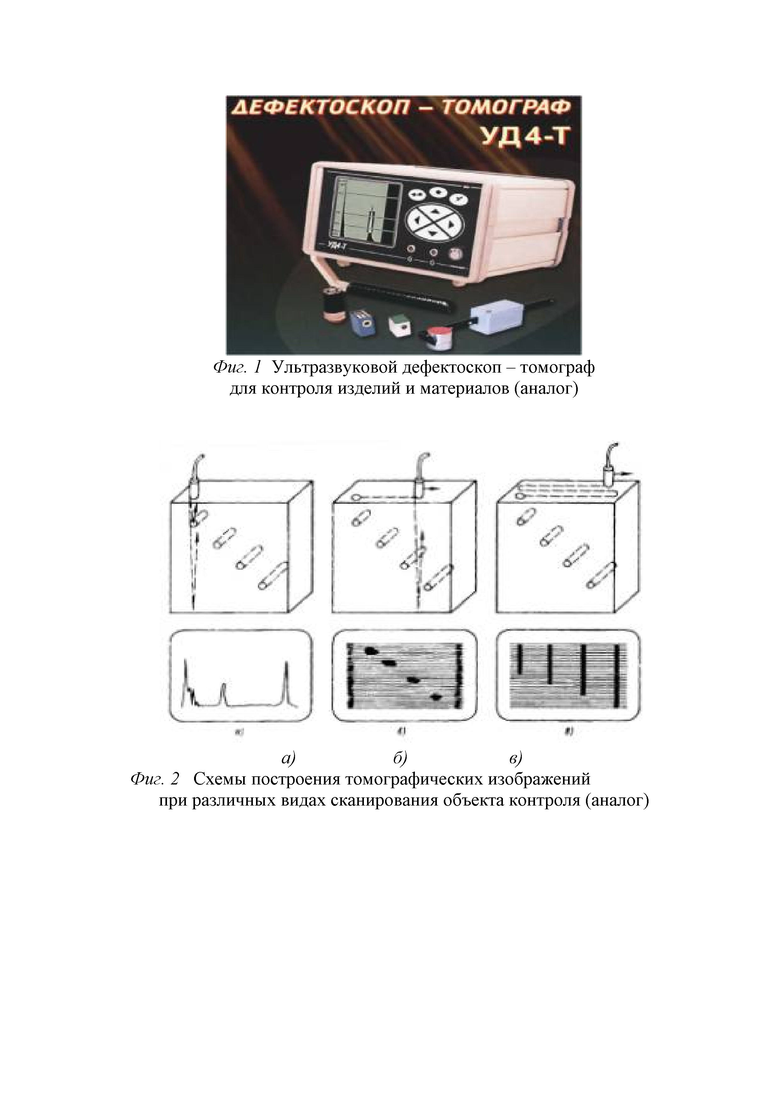
В способе, описанном в работе [1] и принятом за аналог, визуализация внутреннего строения изделий и материалов с помощью, так называемого дефектоскопа-томографа (например, дефектоскопа УД-4Т (фиг. 1)). Показано, что внутренняя структура объекта исследуется путем регистрации ультразвуковых волн, отраженных от этих структур, находящихся на различной глубине от поверхности, путём визуализации (синтеза) внутреннего строения изделий и материалов в виде изображений трёх типов.
Сущность работы ультразвукового томографа подобного типа, принятом за аналог, заключается в следующем. На поверхности исследуемого объекта (металл, пластмасса, керамика, жидкость и т. д.) возбуждается импульсное ультразвуковое поле с помощью пьезоэлектрических преобразователей (ПЭП). Ультразвук распространяется в изделии, отражаясь от внутренних неоднородностей. Отраженные импульсы принимаются ПЭП и визуализируются на экране дефектоскопа. При этом возможна визуализация внутреннего строения изделий и материалов в виде изображений трёх типов: А, В и С.
Изображение А-типа, это просто УЗ сканограмма. В этом случае на экране (фиг. 2,а) будет видна серия четких импульсов, отраженных дефектами в изделии.
Изображение В-типа, это условное (синтезированное) изображение структуры объекта в сечении изделия, образующееся при непрерывном перемещении ПЭП по линии на поверхности изделия, регистрации и отображении на экране последовательности эхосигналов от внутренних дефектов структуры объекта исследования (показано черным цветом на фиг. 2,б). При этом, при построении изображения степень развития неоднородности внутри объекта контроля осуществляется точками различной градации яркости или цвета.
Изображение С-типа формируется при перемещении ПЭП по поверхности изделия, захватывая различные сечения. В этом случае, можно получить на экране томографа изображение исследуемого объекта в другой плоскости проекции (фиг. 2,в).
К недостаткам аналога следует отнести то, что:
Во-первых, изображение, получаемое с помощью такого ультразвукового томографа, не обеспечивает необходимого качества исследований, так как, так называемое, томографическое изображение, приведенное на фиг. 2,в, представляет собой не томограмму («томограммой» принято называть синтезированное 3D-изображение), а плоскую двумерную теневую картинку распределения звукового сопротивления поперечного среза исследуемого объекта.
Во-вторых, недостатком данного способа визуализации внутреннего строения изделий и материалов является также то, что способ формирования изображения, описанный в работе [1], позволяет получить только лишь качественную «картинку», характеризующую наличие в материале дефектов структуры, которая не содержит необходимой количественной информации о форме и глубине залегания объекта. Иначе говоря, сделать количественные выводы, дать какие-либо оценки влияния обнаруженных дефектов на качество объекта исследования, установить количественную связь характеристик изделия с технологией изготовления и параметрами эксплуатации объекта исследования, не представляется возможным, а теневые, качественные изображения различных «срезов» объекта, достаточно условно, можно назвать 2D-томограммами.
Кроме того, как отмечают сами авторы изобретения принятого нами за аналог, возникают дополнительные сложности с интерпретацией информации и тогда, когда возникает необходимость количественной оценки размеров дефектов, их пространственного положения и т.п.
В-третьих, предлагаемый авторами [1] способ практически нереализуем при исследованиях соединений с натягом.
В способе, описанном в работе [2] и принятом за прототип показано, что метод эхо-импульсной ультразвуковой дефектоскопии, может быть использован как средство технической диагностики деталей и конструкций на основе соединений с натягом, приводятся результаты экспериментальных исследований, излагается ход проведения эксперимента по применению метода для определения напряженно-деформированного состояния деталей соединения.
Поставленная задача достигается тем, что разработанный способ получения количественных данных о локальной величине натяга и характере напряженно деформированного состояния (НДС) деталей в зоне сопряжения посадок с натягом, основывается на способности соединения с натягом, так же как и в аналоге, пропускать или отражать акустические волны, вводимые через контактную жидкость в наружную боковую поверхность охватывающего кольца соединения с натягом. Способности, зависящей от качества исполнения соприкасающихся поверхностей деталей соединения и величины действующего давления в посадках с натягом, поскольку известно, что проницаемость соединения на границе раздела между материалами зависит от остаточной толщины слоя (воздуха, воды, масла и т.п.) и его отношения к длине волны.
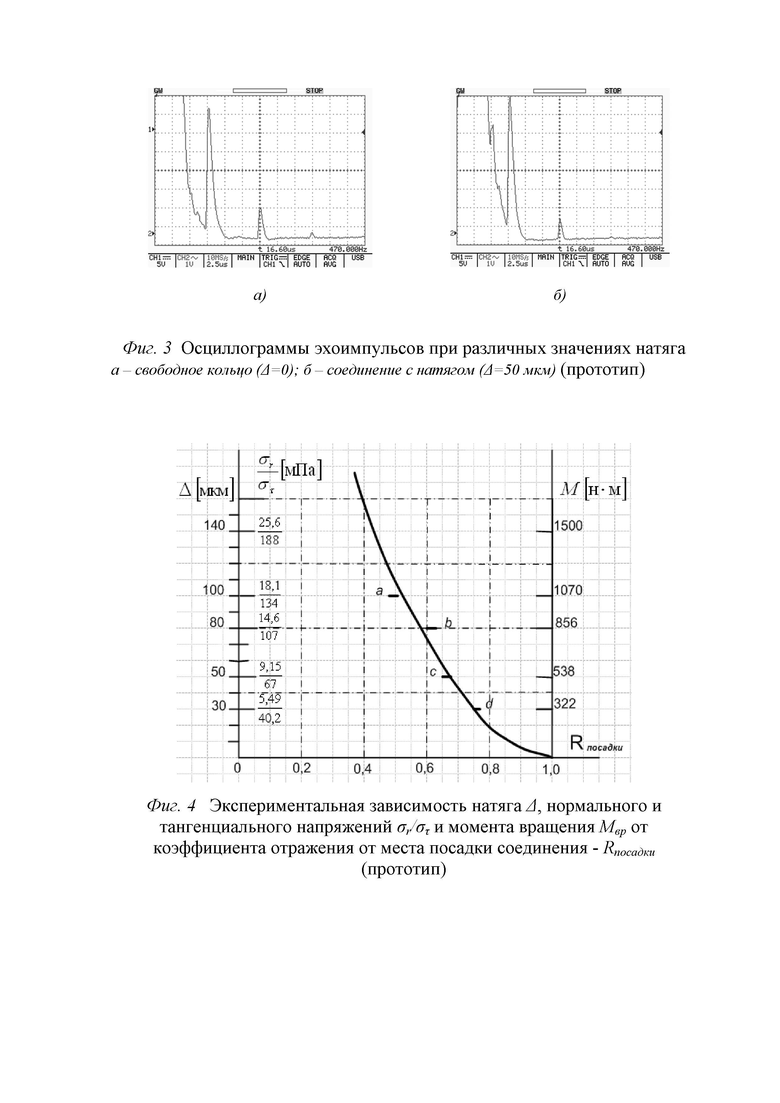
Оценка качества соединения с натягом, осуществляется с помощью численной оценки отношения, измеряемых амплитуд эхоимпульсов, регистрируемых акустическим датчиком D, от места посадки и поверхности стенки внутреннего отверстия охватываемой детали для соединений, в охватываемых деталях которых имеется внутреннее отверстие; или с помощью численной оценки измеряемых отношения амплитуд эхоимпульсов от места посадки и противоположной по отношению к датчику внешней поверхности охватывающей детали, для соединений со сплошными охватываемыми деталями, при этом, в отличие от аналога [1], дополнительные сложности с интерпретацией информации отсутствуют, так как в способе, принятом за прототип, количественные данные о локальной величине натяга и характере напряженно деформированного состоянии деталей в зоне сопряжения реализованных изделий, получают путём измерения отношений амплитуд двух соседних эхоимпульсов на свободном кольце, затем на контролируемой посадке (фиг. 3), регистрируемых акустическим датчиком, а вычисление действительного значения коэффициента отражения от места посадки Rпосадки, численно характеризующее величину натяга служит для подтверждения расчётных характеристик и реальной нагрузочной способности соединения.
Таким образом, очевидно, что эхозондирование может использоваться также и как метод визуализация внутреннего строения изделий и материалов с помощью, так называемого ультразвукового дефектоскопа-томографа, поскольку и 2D-, и 3D-томограммы, получаемые на любых приборах называемых «томографами», это синтезированное с помощью компьютера графическое изображение двух- или трёхмерного распределения некоторой физической характеристики исследуемого объекта. Так как это делается, например, в рентгеновской томографии, когда трехмерный образ исследуемой области объекта восстанавливают по точкам ослабления измеряемого сигнала без, какой либо, дополнительной математической обработки данных, то есть непосредственно по результатам измерения.
В этой связи, задачей данного изобретения является разработка способа исследования соединений с натягом с применением ультразвуковой томографии, который позволял бы с достаточной для практики точностью производить оценку локальной величины натяга и характеристик напряженно-деформированного состоянии деталей по всей поверхности сопряжения реализованных изделий для подтверждения расчётных параметров и реальной нагрузочной способности соединения, прогнозирования их долговечности, путем многоракурсного зондирования объекта в пересекающихся направлениях в разных сечениях объекта, основанного на способности ультразвуковых колебаний распространяться и отражаться от внутренних неоднородностей исследуемого изделия, регистрации отраженных импульсов с помощью ПЭП, формирования «изображений срезов», то есть кольцевых диаграмм поперечных сечений объекта по точкам ослабления отраженного от области сопряжения измеряемого сигнала (2D–томограмм), последующего программного восстановления, по этим данным, трехмерного образа напряженно-деформированного состоянии деталей соединения с натягом по всей поверхности сопряжения и отображения этих данных на дисплее компьютера в виде 3D-томограммы, вследствие чего, обеспечивается возможность визуальной и количественной оценки влияния разброса натяга по поверхности на качество сопряжения, а также возможность установить связь технологии изготовления изделий с параметрами эксплуатации.
Поставленная задача решается благодаря тому, что в разработанном способе исследования соединений с натягом с применением ультразвуковой томографии, включающем в себя возможности ближайшего прототипа по получению количественных данных о локальной величине натяга и характере напряженно деформированного состоянии деталей в зоне сопряжения реализованных изделий, служащих для подтверждения расчётных характеристик и реальной нагрузочной способности соединения, анализа отношения амплитуд эхоимпульсов регистрируемых акустическим датчиком, осуществляемых путём измерения амплитуд двух соседних эхоимпульсов на свободном кольце, затем на контролируемой посадке и вычислению действительного значения коэффициента отражения от места посадки Rпосадки, численно характеризующее величину натяга осуществляется возможность, формирования кольцевых диаграмм в разных поперечных сечениях объекта, по точкам ослабления отраженного от области сопряжения измеряемого сигнала путем многоракурсного зондирования объекта в пересекающихся направлениях, основанные на способности ультразвуковых колебаний распространяться и отражаться от внутренних неоднородностей исследуемого изделия, регистрации отраженных и переотражённых импульсов с помощью ПЭП, то есть формирование «изображений срезов» объекта (2D–томограмм), для чего зондирующий ультразвуковой импульс многократно вводится через контактную жидкость в наружную боковую поверхность кольца соединения с натягом под разными углами в пересекающихся направлениях в каждом поперечном сечении объекта (многоракурсное зондирование), а главная задача томографического исследования соединений с натягом, решается путем построения в каждом поперечном сечении объекта 2D–томограмм, а затем, путём последующего программного восстановления, непосредственно по результатам многоракурсного зондирования в каждом поперечном сечении объекта (2D–томограмм), характеризующих количественно величину ослабления измеряемого сигнала, без какой либо дополнительной математической обработки данных, построения трехмерного визуального образа напряженно-деформированного состояния (НДС) контакта деталей соединения с натягом по всей поверхности сопряжения на дисплее компьютера программными средствами, в виде 3D-томограммы.
Предложенный способ отличается от прототипа [2] тем, что обеспечивается компьютерная визуализация области напряженно-деформированного состояния соединения с натягом по всей поверхности сопряжения, то есть, получение трёхмерного образа (3D-томограммы) всей зоны сопряжения, что может быть использовано, в том числе, для подтверждения расчётных характеристик и реальной нагрузочной способности соединения и количественной оценки влияния разброса натяга по поверхности на качество сопряжения и установить связь технологии изготовления с параметрами эксплуатации изделия.
Сущность предложенного способа заключается в следующем: Зондирующий ультразвуковой импульс, вводится через контактную жидкость в наружную боковую поверхность охватывающего кольца соединения с натягом. Распространяясь в радиальном направлении, ультразвуковая волна отражается от места посадки (поверхности сопряжения) и, достигая контакта пьезопреобразователя и объекта контроля, на наружной боковой поверхности охватывающего кольца соединения с натягом, регистрируется дефектоскопом как первый эхоимпульс (см. фиг. 3) и, вместе с этим, отражаясь от наружной поверхности кольца первый эхоимпульс уходит в объект по той же траектории (вслед за зондирующим импульсом), вновь отражается от места посадки (поверхности сопряжения) и дает второй эхоимпульс (см. фиг. 3), и т.д.
Показано [2], что коэффициент отражения УЗ волны от области сопряжения деталей любого соединения с натягом может быть выражен количественно, с помощью соотношения (1).
Экспериментальная зависимость натяга Δ, нормального и тангенциального напряжений σr/στ и момента вращения Мвр от коэффициента отражения от места посадки соединения - Rпосадки. Основные результаты исследований соединений с натягом разработанным способом (прототип) представлены на фиг.4. По оси абсцисс отложены значения коэффициентов отражения от места посадки, полученные на соединениях с натягом: ∆ = 30мкм, ∆ = 50мкм, ∆ = 80мкм, ∆ = 100мкм, ∆ = 140мкм. По оси ординат - натяг ∆ мкм, а также значения нормальных σn и касательных στ механических напряжений на контактной поверхности соединений с натягом, рассчитанные с учетом пластической деформации вершин неровностей контактирующих поверхностей кольца и вала при Rz = 20 мкм, а также с учетом деформации в месте посадки. Кроме этого отложены предельные значения крутящего момента для каждого образца, что непосредственно указывает на возможность получению количественных данных о локальной величине натяга и характере напряженно деформированного состоянии деталей в зоне сопряжения реализованных изделий и формирования кольцевых диаграмм в разных поперечных сечениях объекта, по точкам ослабления отраженного от области сопряжения измеряемого сигнала, путем многоракурсного зондирования объекта в пересекающихся направлениях в различных поперечных сечениях по всей длине сопрягаемых поверхностей.
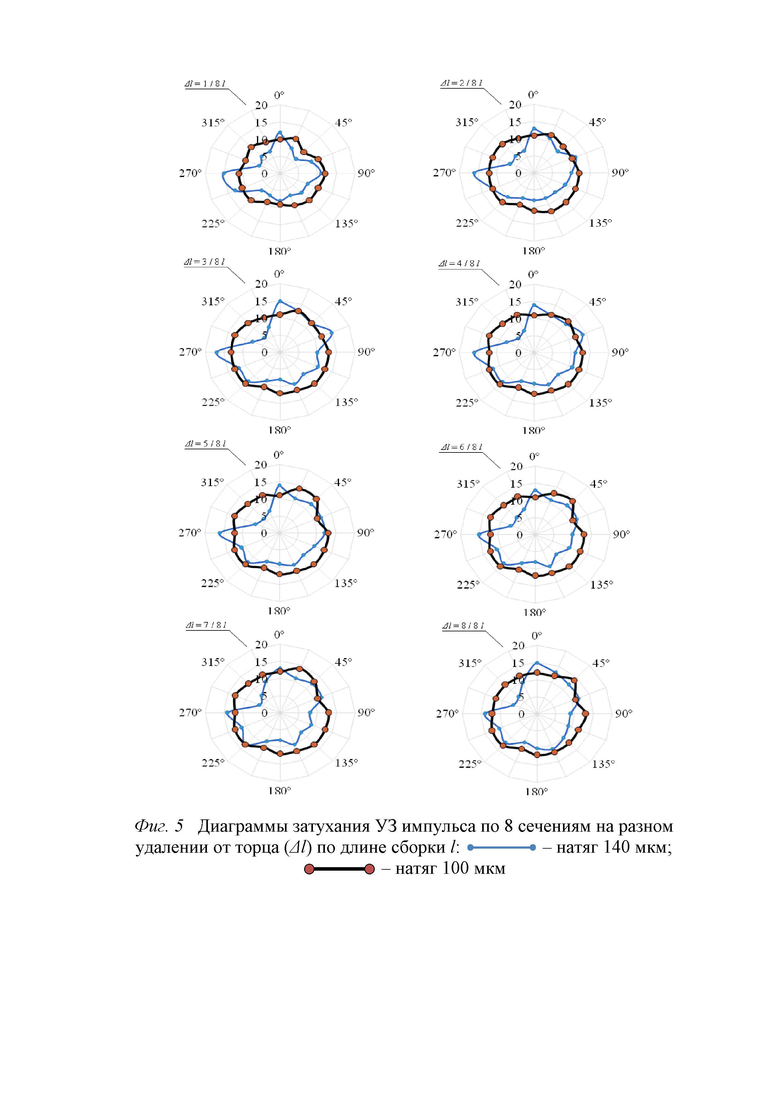
Последовательно осуществляя многоракурсное (с шагом 22о30’) зондирование исследуемого объекта по окружности в заданном поперечном сечении и вычисляя коэффициент отражения УЗ волны от области сопряжения деталей по каждому направлению распространения УЗ волны, эти данные можно представить в виде круговых диаграмм, соответственно каждому сечению зондирования.
Чтобы получить локальную оценку величины натяга в соединениях по заданному направлению и в заданном сечении объекта исследования, измерялись амплитуды двух соседних эхо-импульсов и вычислялось отношение амплитуд двух соседних эхоимпульсов, полученных на исследуемом соединении, к отношению амплитуд двух соседних эхоимпульсов на свободном кольце. Затем, по формуле (1) вычисляется действительное значение коэффициента отражения от места посадки Rпосадки , численно характеризующее качество соединения в данной точке и по данному направлению распространения УЗ волны. Локальные значения коэффициентов отражения от мест посадки, то есть значения Rпосадки рассчитывались для площадки соединения, определяемой углом расхождения ультразвукового луча, составляющей на данных образцах ~(0,5÷1,0) см2. Так как, общая площадь контактной поверхности посадки Sпосадки = 2πr·L, а для исследуемых образцов равна 78,5 см2, поэтому наблюдается незначительная погрешность измерений (менее 5%) и разброс значений коэффициента отражения от области сопряжения - Rпосадки при сканировании поверхности изделия, как по длине соединения, так и по окружности. Последовательно осуществляя многоракурсное (с шагом 22°30') зондирование исследуемого объекта по окружности в заданном поперечном сечении и вычисляя коэффициент отражения УЗ волны от области сопряжения деталей по каждому направлению распространения УЗ волны, эти данные можно представить в виде круговых диаграмм, соответственно каждому сечению зондирования.
Указанным способом, в частности, были получены результаты многоракурсной съёмки в пересекающихся направлениях (2D–томограммы) для двух соединений с величиной натяга в 100 и 140 мкм. На фиг. 5 приведены диаграммы затухания УЗ импульса по 8 сечениям на разном удалении от торца (Δl) по длине сборки l для указанных образцов.
Поскольку, по определению, трёхмерная послойная томография, это синтез результатов многоракурсного сканирования по множеству параллельных плоскостей, то набор одномерных проекций (набор 2D-томограмм), плюс математическая обработка данных (или плоских изображений) дают 3D-томограмму (трёхмерное распределение некоторой физической характеристики).
В нашем случае, полученные данные по точкам ослабления или отражения сигнала в процессе многоракурсного сканирования по множеству параллельных плоскостей, передают характер распределения напряженно-деформированного состояния по всей контактной поверхности соединения с натягом. Таким образом, трёхмерное изображение области сопряжения соединения с натягом, получается в полной аналогии с методами рентгенографической томографии.
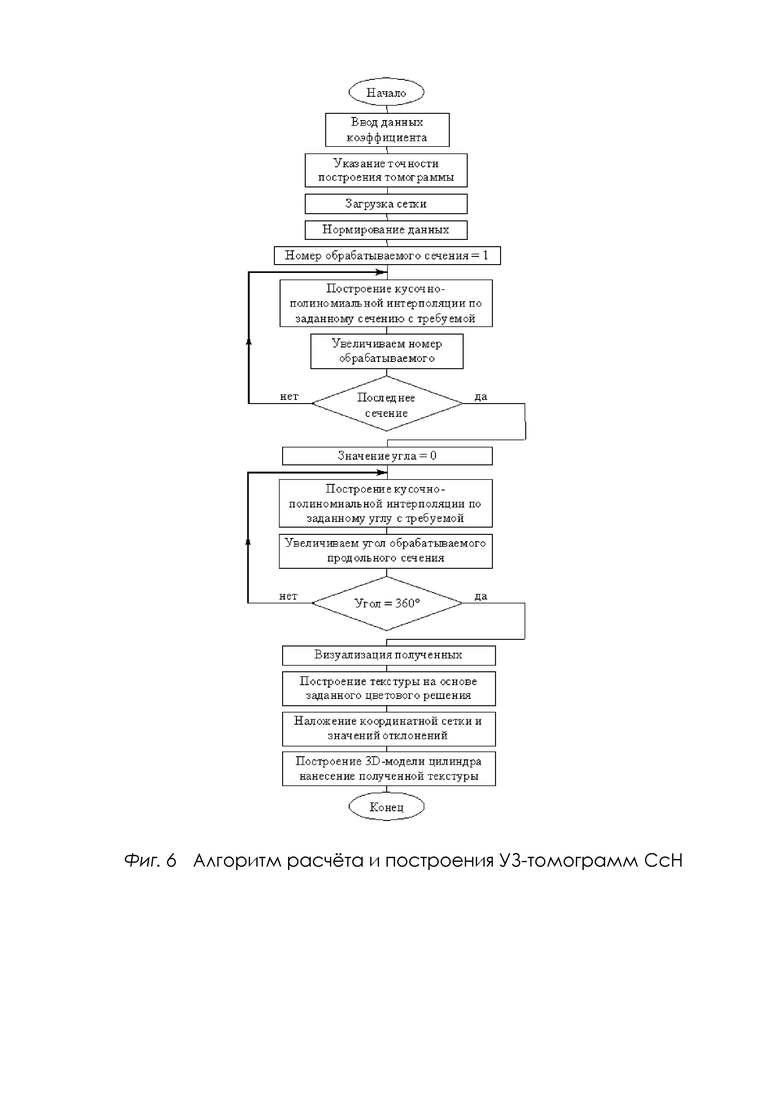
Алгоритм (фиг. 6) и программа расчёта реализована нами в среде Delphi. Для этого необходимо выполнить следующие шаги преобразования полученного массива данных. В первую очередь осуществим нормирование данных по максимальному значению. Это позволит в последующем не вести контроль интерполированных данных по значению. Следующим шагом станет линейная интерполяция массива данных и выборка опорных точек (сетки) интерполяции, что обеспечит корректные результаты преобразований. После этого по каждому из сечений производим кусочно-полиномиальную интерполяцию с заданной точностью, а затем и интерполяцию по всей длине объекта контроля (ОК). После завершения интерполяции строим карту интенсивностей и накладываем полученную текстуру на 3D-модель ОК.
Программа включает в себя два окна: первое – для ввода данных и указания сопутствующих настроек, а второе – непосредственно для вывода полученной томограммы.
Локальные значения коэффициента отражения получаются в результате усреднения эхосигнала по площади контакта пьезопреобразователя, что приводит к дополнительному разбросу данных о величине натяга в каждой заданной точке. Однако, используя современные методы математической обработки данных измерений, можно получить достаточно точную «картину» плавного изменения напряжённо–деформированного состояния соединения по всей поверхности сопряжения.
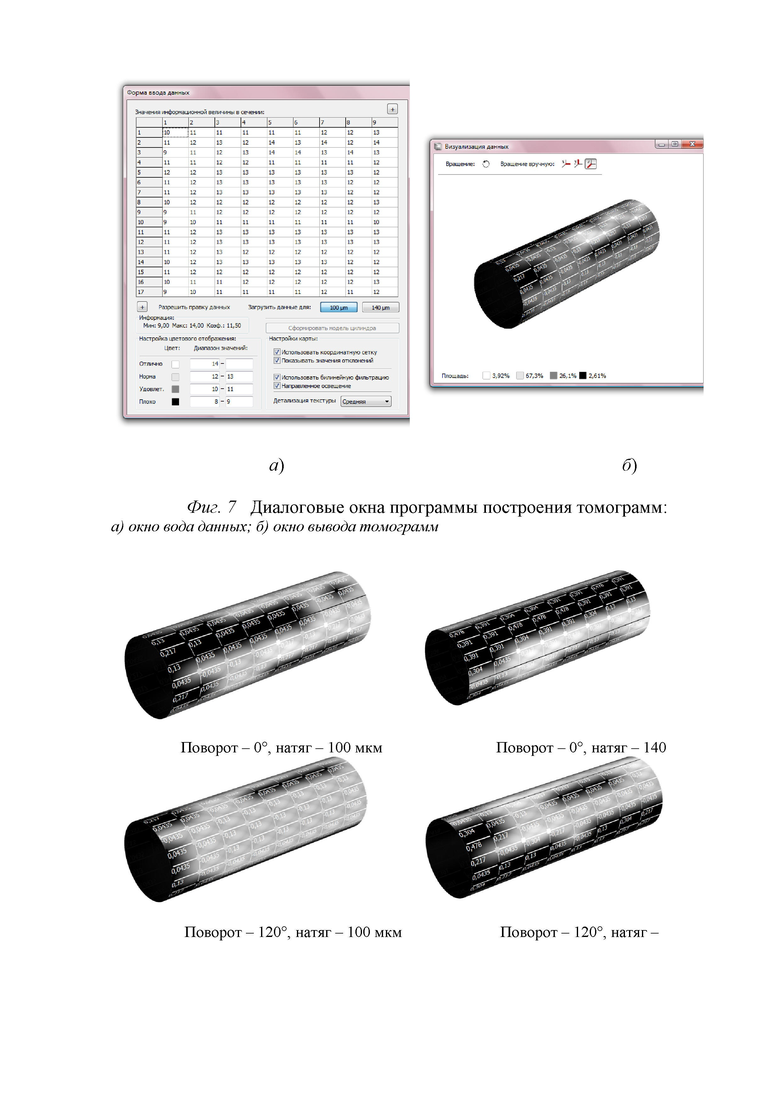
Диалоговые окна программы показаны на фиг. 7,а.
На фиг. 7,б приведено, в качестве иллюстрации, синтезированное 3D - томографическое изображение соединения с натягом, полученное с помощью разработанной авторами изобретения программы.
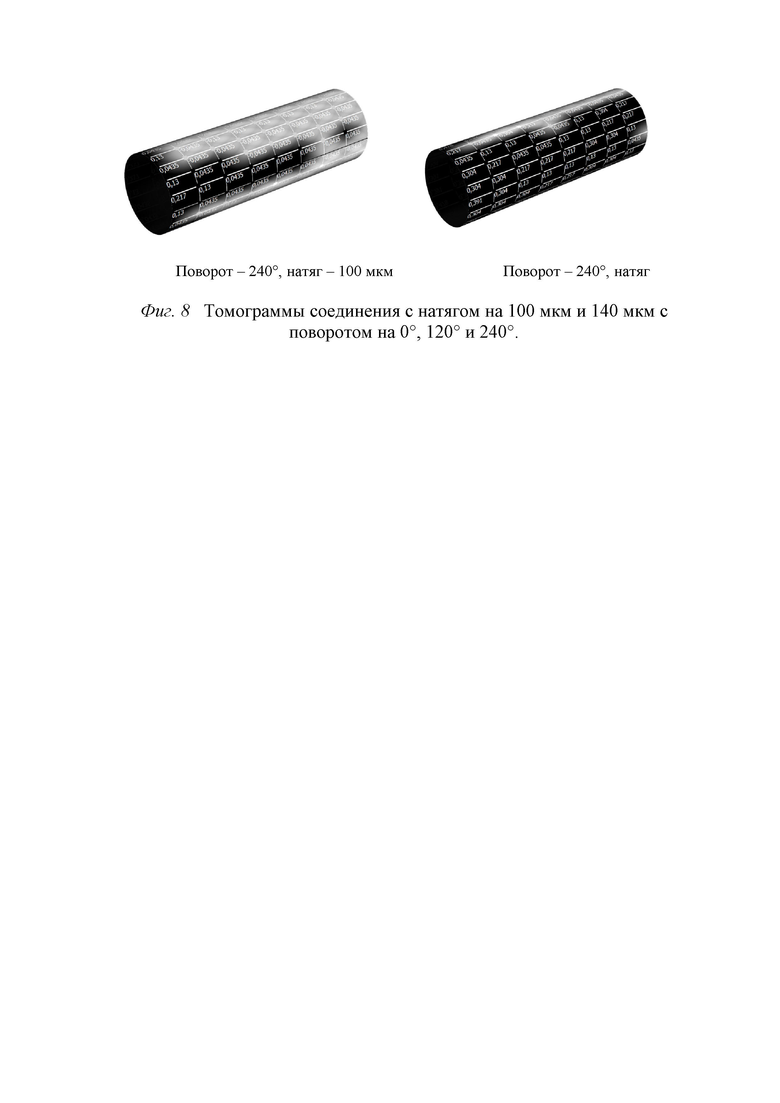
С помощью заявляемого способа проведены исследования реальных образцов соединений с натягом 100 мкм и 140 мкм. Синтезированные 3D - томограммы соединений, с поворотом изображений на 0°, 120° и 240°, приведены на фиг. 8.
Преимущество данного изобретения перед прототипом заключается в том, что если, предлагаемый авторами [2] способ оценки качества посадок с натягом позволяет сопоставлять качество посадок с натягом в изделиях цилиндрической формы, по результатам вычисления величины натяга Δ в соединении, нормального и тангенциального напряжений σr/στ и момента вращения Мвр, путём измерения коэффициента отражения УЗ сигнала от места посадки соединения - Rпосадки (см. фиг. 4), численно характеризует величину натяга для подтверждения расчётных характеристик и реальной нагрузочной способности соединения, только лишь в отдельных точках и по отдельно взятому направлению, но не позволяет исследовать ни качественно, ни количественно характер изменения нагрузочной способности по всей поверхности соединения, что приводит к искажению данных о среднем значении величины натяга и несущей нагрузочной способности соединения в целом, то заявляемый авторами, способ исследования соединений с натягом с применением ультразвуковой томографии, обеспечивает возможность получения данных о характере распределения механических напряжений в зоне сопряжения деталей соединения с натягом, подтверждения расчётных характеристик и реальной нагрузочной способности соединения через анализ отношения амплитуд эхоимпульсов в точках ослабления отраженного от области сопряжения измеряемого сигнала последовательно осуществляется многоракурсное ультразвуковое зондирование по окружности исследуемого объекта в заданном поперечном сечении (сканирование с шагом 22°30’) пакетами ультразвуковых импульсов, посылаемых ультразвуковым излучателем, а прошедший через объект сигнал регистрируется пьезоакустическим датчиком и используется для вычисления коэффициент отражения УЗ волны от области сопряжения деталей по каждому направлению распространения УЗ волны, путём представления этих данных в виде круговых диаграмм, соответствующих каждому сечению зондирования, формирования плоских изображений ряда поперечных «срезов» объекта (2D–томограмм), чем обеспечивается возможность последующего программного восстановления, по этим данным, трехмерного образа напряженно-деформированного состоянии деталей соединения с натягом по всей поверхности сопряжения и отображения этих данных на дисплее компьютера в виде 3D-томограммы, и, следовательно, обеспечивается возможность количественной оценки влияния разброса натяга по поверхности сопряжения на качество соединения, подтверждения расчётных характеристик и реальной нагрузочной способности соединения, а также возможность установления связи технологии изготовления изделий с параметрами эксплуатации.
Используя современные методы математической обработки данных измерений, с помощью данного изобретения можно получить достаточно точную «картину» изменения напряжённо–деформированного состояния соединения по всей поверхности сопряжения и более точных данных о среднем значении величины натяга и несущей нагрузочной способности соединения в целом.
Наличие причинно-следственной связи между совокупностью существенных признаков заявляемого объекта и достигаемым техническим результатом показано в таблице.
Причинно-следственная связь между совокупностью существенных признаков
заявляемого объекта и достигаемым техническим результатом
технического
результата и их размерность
фактические или расчётные
Раскрытие изобретения
Прототипом заявляемого изобретения является, «Способ контроля качества посадок с натягом» [2], состоящий в возможности оценки качества посадок с натягом акустическим методом вследствие способности материалов деталей пропускать или отражать акустические волны, зависящие от качества поверхностей деталей в соединении, и отношения остаточной толщины слоя (воздуха, воды, масла и т.п.) к длине волны, через анализ отношения амплитуд эхоимпульсов (от места посадки и задней стенки (поверхности внутреннего отверстия охватываемой детали для соединений, в охватываемых деталях которых имеется внутреннее отверстие; противоположная по отношению к датчику D внешняя поверхность охватывающей детали для соединений со сплошными охватываемыми деталями), регистрируемых акустическим датчиком, с целью получения количественных данных о локальной величине натяга и характере напряженно деформированного состоянии деталей в зоне сопряжения реализованных изделий, служащий для подтверждения расчётных характеристик и реальной нагрузочной способности соединения, анализ отношения амплитуд эхоимпульсов регистрируемых акустическим датчиком осуществляется путём измерения амплитуд двух соседних эхоимпульсов на свободном кольце, затем на контролируемой посадке, путём вычисления действительного значения коэффициента отражения от места посадки Rпосадки, численно характеризующее величину натяга для подтверждения расчётных характеристик и реальной нагрузочной способности соединения в отдельных взятых точках и по отдельно взятому направлению, но не позволяющее исследовать ни качественно, ни количественно характер изменения нагрузочной способности по всей поверхности соединения, что приводит к искажению данных о среднем значении величины натяга и несущей нагрузочной способности соединения в целом.
В отличие от прототипа, в заявляемом нами способе исследования соединений с натягом с применением ультразвуковой томографии, обеспечивается возможность получения данных о характере распределения механических напряжений в зоне сопряжения деталей соединения с натягом, подтверждение расчётных характеристик и реальной нагрузочной способности соединения через анализ отношения амплитуд эхоимпульсов в точках ослабления отраженного от области сопряжения измеряемого сигнала.
Последовательно осуществляя многоракурсное (с шагом 22°30') зондирование исследуемого объекта по окружности в заданном поперечном сечении и вычисляя коэффициент отражения УЗ волны от области сопряжения деталей по каждому направлению распространения УЗ волны, эти данные можно представить в виде круговых диаграмм соответственно каждому сечению зондирования. Указанным способом, в частности, были получены результаты многоракурсной съёмки в пересекающихся направлениях (2D–томограммы) для двух соединений с величиной натяга в 100 и 140 мкм. На фиг. 5 приведены диаграммы затухания УЗ импульса по 8 сечениям на разном удалении от торца (Δl) по всей длине сборки l.
Поскольку, по определению, трёхмерная послойная томография, это много ракурсов во множестве параллельных плоскостей, то набор одномерных проекций (набор 2D-томограмм), плюс математическая обработка данных (или плоских изображений) дают 3D-томограмму (трёхмерное распределение некоторой физической характеристики).
Используя современные методы математической обработки данных измерений, с помощью данного изобретения можно получить достаточно точную «картину» изменения напряжённо–деформированного состояния соединения по всей поверхности сопряжения и более точных данных о среднем значении величины натяга и несущей нагрузочной способности соединения в целом, чем обеспечивается возможность количественной оценки влияния разброса натяга по поверхности сопряжения на качество соединения, подтверждения расчётных характеристик и реальной нагрузочной способности соединения, а также возможность установления связи технологии изготовления изделий с параметрами эксплуатации.
В нашем случае, полученные данные по точкам ослабления или отражения сигнала, передают характер распределения напряженно-деформированного состояния по всей контактной поверхности соединения с натягом, что и показано на фиг. 7,б.
Практические преимущества перед ближайшим аналогом и прототипом
При исследовании соединений с натягом изобретение обеспечивает возможность получить такие технические результаты, которые невозможно получить ни с помощью ближайшего аналога [1], ни с помощью ближайшего прототипа [2], так как разработанный авторами способ исследования соединений с натягом с применением ультразвуковой томографии, с одной стороны, несмотря на то, что основывается на хорошо разработанном и широко известном способе визуализации внутреннего строения изделий и материалов с помощью специальной аппаратуры, так называемого дефектоскопа-томографа, реализуется дополнительная возможность, описанная в прототипе, которая позволяет получить совершенно новый технический результат, осуществить принципиально новый подход в диагностике и оценке рабочего ресурса соединений с натягом на основе измерения отклика (коэффициента отражения) на механическую нагрузку, зависящую от величины натяга, полученного при сборке соединения, путём многоракурсного зондирования соединения с натягом по окружности в заданных поперечных сечениях, формирования числовых диаграмм распределения НДС соединения с натягом в каждом сечении и построении 2D–томограмм, последующего программного синтеза, по этим данным, трехмерного образа напряженно-деформированного состоянии деталей соединения с натягом по всей поверхности сопряжения и отображения этих данных на дисплее компьютера в виде 3D-томограммы, что и обеспечивает возможности количественной оценки влияния разброса натяга по поверхности сопряжения на качество соединения, подтверждение расчётных характеристик и оценку реальной нагрузочной способности соединения, а также возможность установления связи технологии изготовления с параметрами эксплуатации изделий.
Таким образом, в заявляемом нами способе реализована возможность компьютерной визуализации области напряженно-деформированного состояния соединения с натягом, то есть возможность получения трёхмерного образа области сопряжения деталей соединения в виде 3D-томограммы, поскольку, возможность получения трёхмерного образа области сопряжения деталей соединения в виде 3D-томограммы, основывается на том, что в нашем способе исследования соединений с натягом, в отличие от аналога [1], не построчное, а многоракурсное зондирование по окружности заданного поперечного сечения исследуемого объекта.
В этой связи, изобретение обеспечивает возможности определение реальных параметров соединения и их сравнения с расчётными характеристиками, количественной оценки влияния разброса натяга по поверхности сопряжения на его нагрузочную способность, установление связи технологии изготовления на снижение эксплуатационных характеристик соединения с натягом, надёжности и качествам, что открывает совершенно новые возможности в исследованиях соединений с натягом. В том числе в частных случаях, или при особых условиях его использования. Например, применительно к диагностике нагрузочной способности гидропрессовых соединений с натягом в раздвижных колёсных парах (РКП), подвергающихся периодическому усталостному нагружению. Апробация разработанного способа оценки качества посадок с натягом, применительно к изделиям, полученным на основе гидропрессовой сборки, подтвердила его работоспособность.
Как вариант перспективного технического решения для исключения механических перемещений можно использовать УЗ фазированную антенную решетку (ФАР), состоящую из набора независимо управляемых преобразователей, что позволяет управлять акустическим полем, излучаемым в контролируемое изделие, и «прозвучивать» его под необходимыми углами. Современные антенные решетки выполняются в виде упорядоченного набора прямоугольных элементов, как правило, из композитной пьезокерамики, которые устанавливаются либо непосредственно на контролируемое изделие (для работы на продольных волнах), либо на призму для углового ввода луча для работы на поперечных волнах. Применение призмы ограничивает возможности ФАР из-за потери УЗ энергии в материале призмы и потери на трансформацию волн на границе призма-контролируемый металл, а также ограничивает сектор сканирования.
Возможность осуществления заявляемого изобретения показана следующими примерами
Эхо-импульсный способ ультразвуковой (УЗ) дефектоскопии является наиболее распространённым. Способ основывается на излучении в контролируемое изделие коротких импульсов упругих колебаний (длительностью 0,5–10мксек) и регистрации времени прихода и интенсивности (амплитуды) эхосигналов, отраженных от дефектов-отражателей.
Для упругих волн, распространяющихся в твердом теле, справедливы законы геометрической оптики, если длина звуковой волны мала по сравнению с размерами волнового поля, т.е. с размерами поверхностей и препятствий в звуковом поле или по сравнению с поперечным сечением УЗ луча. Именно поэтому, при исследованиях с помощью ультразвука соединений с натягом существует возможность обнаружения и оценки напряжено деформированного состояния (НДС) соединения в связи с резким изменением акустических свойств материала на границе раздела контактирующих поверхностей и возникающих при этом явлениях отражения, преломления и дифракции.
Локальное изменение НДС, структуры образцов на границе радела контактирующих поверхностей, обусловленное неточностью их обработки и шероховатостью, влияют на характер рассеяния, поглощения, отражения ультразвуковых волн, поскольку прозрачность границы раздела между двумя одинаковыми веществами без соединяющего средства между ними зависит от остаточной толщины воздушного слоя, и её отношения к длине волны.
Следовательно, при известном значении шероховатости поверхности проницаемость соединения с натягом и его способность отражать ультразвук могут быть использованы для измерения давления на границе раздела, например, для измерения давления в посадках с натягом, что соответствует контролю качества соединения.
Формирование плоских изображений различных поперечных «срезов» объекта путём многоракурсного эхозондирования в пересекающихся направлениях, то есть 2D–томограмм, заявляемым способом обеспечивает возможности последующего программного синтеза, по этим данным, трехмерного образа напряженно-деформированного состоянии деталей соединения с натягом по всей поверхности сопряжения и отображения этих данных на дисплее компьютера в виде 3D-томограммы, и, следовательно, возможность количественной оценки влияния разброса натяга по поверхности сопряжения на качество соединения, подтверждения расчётных характеристик и реальной нагрузочной способности соединения, а также возможность установления связи технологии изготовления с параметрами эксплуатации изделий.
На фиг. 8 приведены примеры реконструированных трехмерных изображений для соединений с натягом 100 и 140 мкм, восстановленные описанным способом по характеру изменения двумерных УЗ диаграммам (проекций) от сечения к сечению. Приведено по три изображения каждого объекта исследования с разных ракурсов наблюдения их трехмерного образа. Алгоритм реконструкции изображений получен на основе линейной интерполяции массива данных и выборки опорных точек (сетки интерполяции), что обеспечивает корректность результатов преобразований. Разработанный алгоритм позволяет решать задачу построения ультразвуковой 3D-томограммы при заданном взаимном перемещении источника и объекта измерений. Приведенный модельный пример соответствует случаю реконструкции структуры трехмерного поля концентрации локальных напряжений в области натяга и линейного сканирования источника по окружности охватывающей детали соединения.
В результате проведения эксперимента получены объективные данные и проведены соответствующие оценки качества соединений с натягом, реализованных методом термической (или поперечной) запрессовки, способом принятым в данной области техники, к которой относится заявленное изобретение. УЗ томография сочетает в себе безопасность, дешевизну и оперативность УЗ метода с высокой информативностью и достоверностью.
Установлено, что изобретение обеспечивает возможность не только визуализировать образ области НДС, но и оценить реальное значение нагрузочной способности полученного соединения, путем вычисления общей площади контактной поверхности соединения на которой локальное давление соответствуют заданной нагрузочной способности.
Источники информации, принятые во внимание при экспертизе
1. Самокрутов А.А., Шевалдыкин В.Г. Ультразвуковая эхо-томография металлоконструкций. Состояние и тенденции // Заводская лаборатория. Диагностика материалов. – 2007. - № 1. – С. 50 – 59 (прототип).
2. Иванников В.П., Кабакова А.В. Способ контроля качества посадок с натягом // Патент РФ RU2014121583/28(034852) МПК G01N 29/04 (2006.01). - №2014121583/28; Заявл. 27.05.2014; Опубл. 10.12.2015, Бюл. №34.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПОСАДОК С НАТЯГОМ | 2014 |
|
RU2641613C2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ТОМОГРАФИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2458342C1 |
| Способ определения акустической плотности | 2017 |
|
RU2657314C1 |
| Способ определения координат изменения структуры клетки по фазовым изображениям | 2021 |
|
RU2761480C1 |
| Комбинированная интраоперационная навигационная система с использованием генерации ультразвуковых изображений методом трассировки лучей | 2022 |
|
RU2816071C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ТОМОГРАФИИ | 2023 |
|
RU2799111C1 |
| СПОСОБ СТЕРЕОЛОГИЧЕСКОГО ИССЛЕДОВАНИЯ СТРУКТУРНОЙ ОРГАНИЗАЦИИ ОБЪЕКТОВ | 2002 |
|
RU2291488C9 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ТОМОГРАФИИ | 2023 |
|
RU2817123C1 |
| КОМПЛЕКС ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ И ОПТИЧЕСКОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО КОМПЛЕКСА | 2012 |
|
RU2515957C1 |
| Устройство томографирования с помощью сегмента кольцевой антенной решётки | 2024 |
|
RU2837967C1 |
Использование: для исследования соединений с натягом с применением ультразвуковой томографии. Сущность изобретения заключается в том, что выполняют многоракурсное ультразвуковое зондирование по окружности исследуемого объекта в заданном поперечном сечении (сканирование с шагом 22°30') пакетами ультразвуковых импульсов, посылаемых ультразвуковым излучателем, а прошедший через объект сигнал регистрируется пьезоакустическим датчиком и используется для вычисления коэффициента отражения УЗ волны от области сопряжения деталей по каждому направлению распространения УЗ волны и представления этих данных в виде круговых диаграмм, соответствующих каждому сечению зондирования, формируют плоские изображения ряда поперечных «срезов» объекта (2D–томограмм), после чего по этим данным выполняют программное восстановление трехмерного образа напряженно-деформированного состояния деталей соединения с натягом по всей поверхности сопряжения, обеспечивая возможность количественной оценки влияния разброса натяга по поверхности сопряжения на качество соединения. Технический результат: обеспечение возможности оценки локальной величины натяга и характеристик напряженно-деформированного состоянии деталей по всей поверхности сопряжения. 8 ил.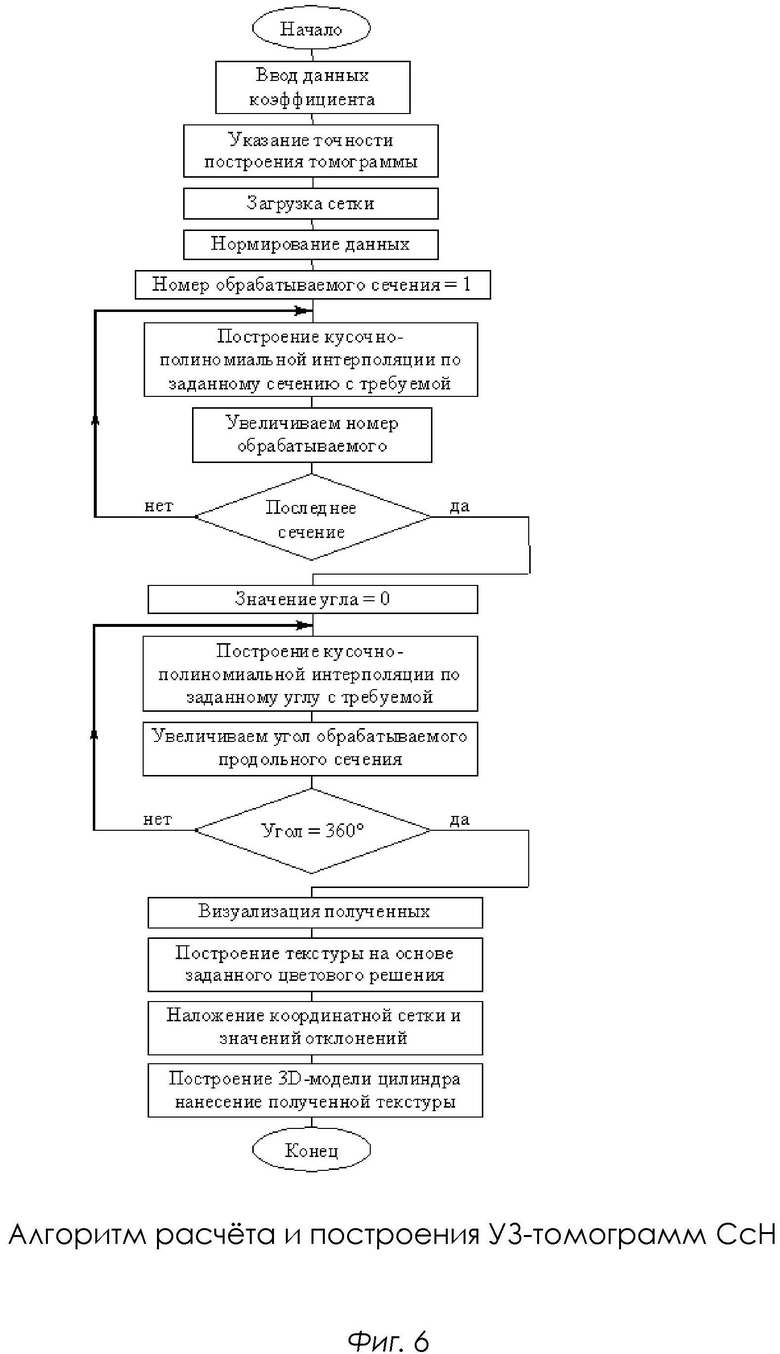
Способ исследования соединений с натягом с применением ультразвуковой томографии, состоящий в использовании одного или нескольких ультразвуковых излучателей, которые сканируются по поверхности исследуемого объекта, посылая пакеты ультразвуковых импульсов, а прошедший через объект сигнал регистрируется пьезоакустическим датчиком и используется для формирования изображения внутреннего строения изделий и материалов методом так называемой ультразвуковой томографии, позволяющий сформировать плоское изображение различных «срезов» объекта (2D-томограммы),
отличающийся тем, что, с целью получения данных о характере распределения механических напряжений в зоне сопряжения деталей соединения с натягом, подтверждения расчётных характеристик и реальной нагрузочной способности соединения через анализ отношения амплитуд эхо-импульсов в точках ослабления отраженного от области сопряжения измеряемого сигнала последовательно осуществляется многоракурсное ультразвуковое зондирование по окружности исследуемого объекта в заданном поперечном сечении (сканирование с шагом 22°30') пакетами ультразвуковых импульсов, посылаемых ультразвуковым излучателем, а прошедший через объект сигнал регистрируется пьезоакустическим датчиком и используется для вычисления коэффициент отражения УЗ волны от области сопряжения деталей по каждому направлению распространения УЗ волны и представления этих данных в виде круговых диаграмм, соответствующих каждому сечению зондирования, и формирование плоских изображений ряда поперечных «срезов» объекта (2D-томограмм), чем обеспечивается возможность последующего программного восстановления по этим данным трехмерного образа напряженно-деформированного состояния деталей соединения с натягом по всей поверхности сопряжения, путём отображения этих данных на дисплее компьютера в виде 3D-томограммы, и, следовательно, возможность количественной оценки влияния разброса натяга по поверхности сопряжения на качество соединения, подтверждения расчётных характеристик и реальной нагрузочной способности соединения, а также возможность установить связь технологии изготовления изделий с параметрами эксплуатации.
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПОСАДОК С НАТЯГОМ | 2014 |
|
RU2641613C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА СБОРКИ СОЕДИНЕНИЙ С НАТЯГОМ | 1993 |
|
RU2063027C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА СБОРКИ СОЕДИНЕНИЙ С НАТЯГОМ | 1993 |
|
RU2045059C1 |
| Способ ультразвукового контроля качества сборки соединений с натягом | 1990 |
|
SU1728782A1 |
| JP 2001183352 A, 06.07.2001 | |||
| Способ биологической мочки льняной соломы | 1939 |
|
SU58304A1 |

