2. Устройство для осуществления способа по п. 1, содержащее основание, на котором установлен барабан с обвязочным тросом, механизм обноса обвязочного троса в виде криволинейных разъемных направляющих, проталкивающие и утяжные вальцы, механизм рубки обвязочного троса и скрутки его концов, отличающееся
тем, что оно снабжено маркировочным приспособлением и поворотным подпружиненным двуплечим рычагом, на конце которого закреплен датчик-ролик, контактирующий с обвязочным тросом, при этом криволинейные разъемные направляющие выполнены с радиальной прорезью для закладывания маркировочной бирки.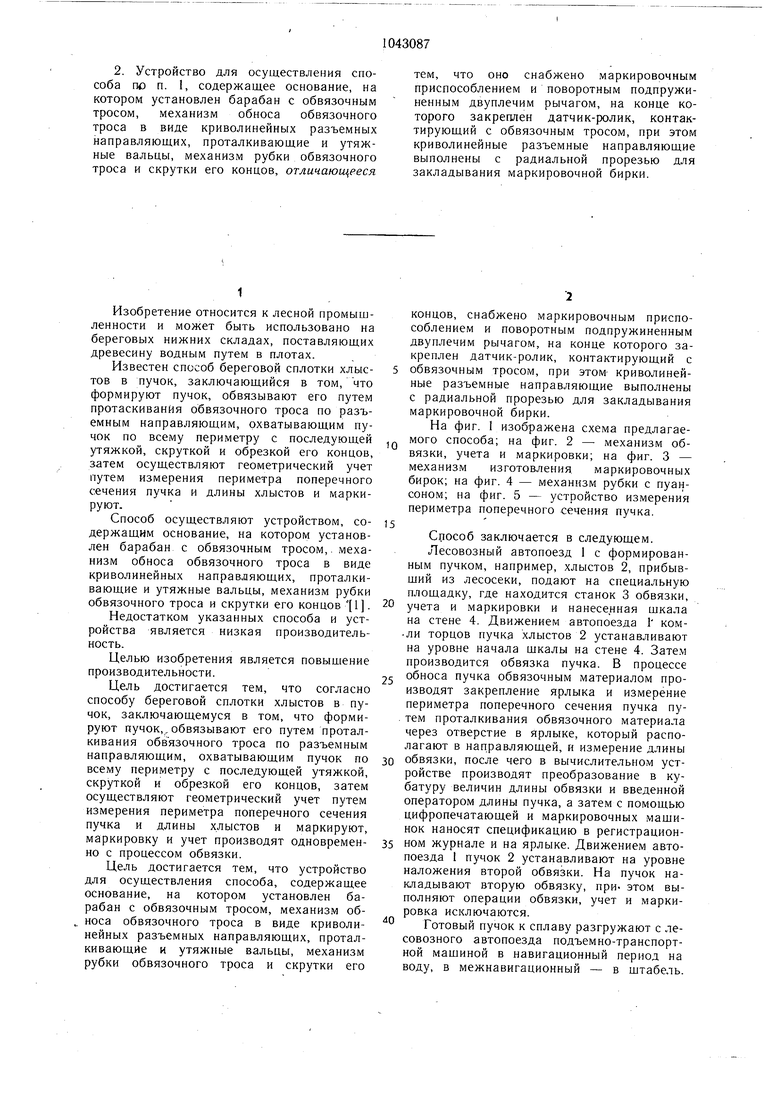
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для береговой сплотки хлыстов в пучок | 1983 |
|
SU1168502A1 |
| Устройство для береговой сплотки хлыстов в пучок | 1983 |
|
SU1232616A1 |
| Способ береговой сплотки хлыстов в пучок | 1984 |
|
SU1221141A1 |
| Устройство для обвязки пучков бревен | 1984 |
|
SU1188051A2 |
| УСТРОЙСТВО для ОБВЯЗКИ ПУЧКОВ ЛЕСОМАТЕРИАЛОВ | 1971 |
|
SU315671A1 |
| АВТОМАТИЗИРОВАННОЕ ОБВЯЗОЧНОЕ УСТРОЙСТВО | 1973 |
|
SU379490A1 |
| Устройство для береговой сплотки древесины в пучки | 1976 |
|
SU618332A1 |
| СТАНОК ДЛЯ ОБВЯЗКИ СПЛАВНЫХ ПУЧКОВ БРЕВЕН ПРОВОЛОКОЙ | 1969 |
|
SU255842A1 |
| Устройство для испытания обвязочных станков | 1990 |
|
SU1784540A1 |
| Устройство для береговой сплотки лесоматериалов в пучки | 1977 |
|
SU918223A1 |
1. Способ береговой сплотки хлыстов в пучок, заключающийся в том, что формируют пучок, обвязывают его путем проталкивания обвязочного троса по разъемным направляющим, охватывающим пучок по всему периметру с последующей утяжкой, скруткой и обрезкой его концов, затем осуществляют геометрический учет путем измерения периметра поперечного сечения пучка и длИНЫ хлыстов и маркируют, отличающийся тем, что, с целью повыщения производительности, маркировку и учет производят одновременно с процессом обвязки. (Л о 4 00 о сх 
1
Изобретение относится к лесной промышленности и может быть использовано на береговых нижних складах, поставляющих древесину водным путем в плотах.
Известен способ береговой сплотки хлыстов в пучок, заключающийся в том, что формируют пучок, обвязывают его путем протаскивания обвязочного троса по разъемным направляющим, охватывающим пучок по всему периметру с последующей утяжкой, скруткой и обрезкой его концов, затем осуществляют геометрический учет путем измерения периметра поперечного сечения пучка и длины хлыстов и маркируют.
Способ осуществляют устройством, содержащим основание, на котором установлен барабан с обвязочным тросом,. механизм обноса обвязочного троса в виде криволинейных направляющих, проталкивающие и утяжные вальцы, механизм рубки обвязочного троса и скрутки его концов .
Недостатком указанных способа и устройства является низкая производительность.
Целью изобретения является повышение производительности.
Цель достигается тем, что согласно способу береговой сплотки хлыстов в пучок, заключающемуся в том, что формируют пучок,,обвязывают его путем проталкивания обвязочного троса по разъемным направляющим, охватывающим пучок по всему периметру с последующей утяжкой, скруткой и обрезкой его концов, затем осуществляют геометрический учет путем измерения периметра поперечного сечения пучка и длины хлыстов и маркируют, маркировку и учет производят одновременно с процессом обвязки.
Цель достигается тем, что устройство для осуществления способа, содержащее основание, на котором установлен барабан с обвязочным тросом, механизм обноса обвязочного троса в виде криволинейных разъемных направляющих, проталкивающие и утяжиые вальцы, механизм рубки обвязочного троса и скрутки его
2
концов, снабжено маркировочным приспособлением и поворотным подпружиненным двуплечим рычагом, на конце которого закреплен датчик-ролик, контактирующий с 5 обвязочным тросом, при этом- криволинейные разъемные направляющие выполнены с радиальной прорезью для закладывания маркировочной .
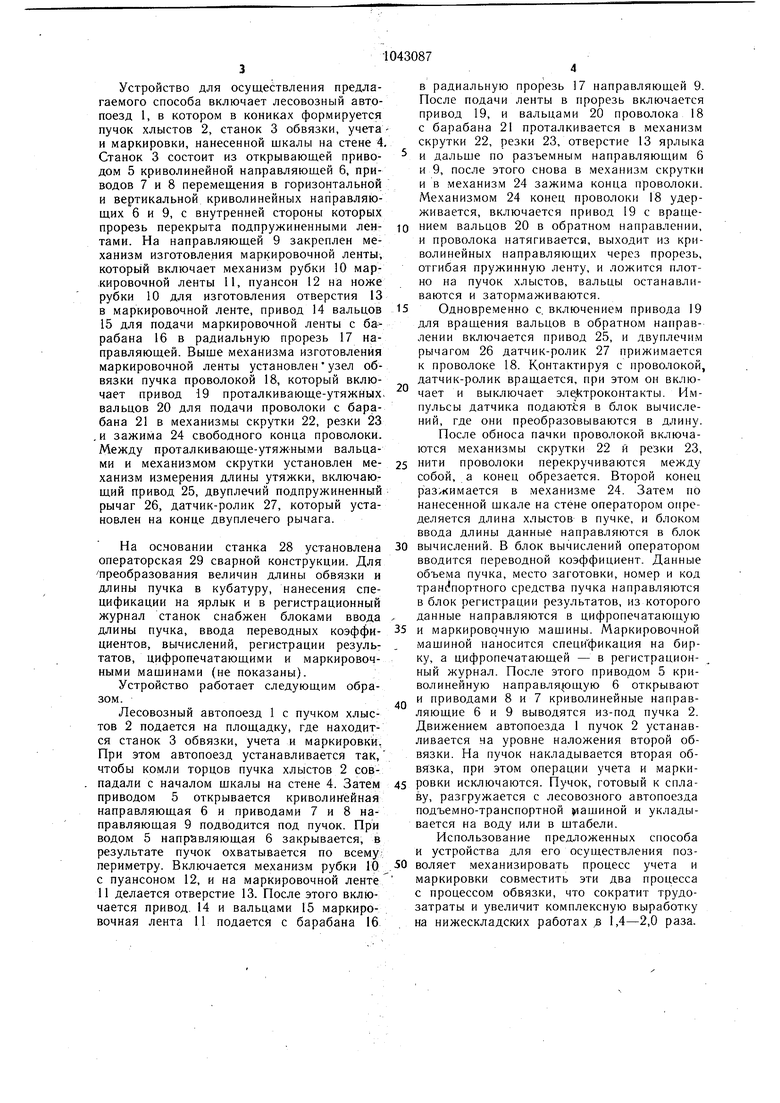
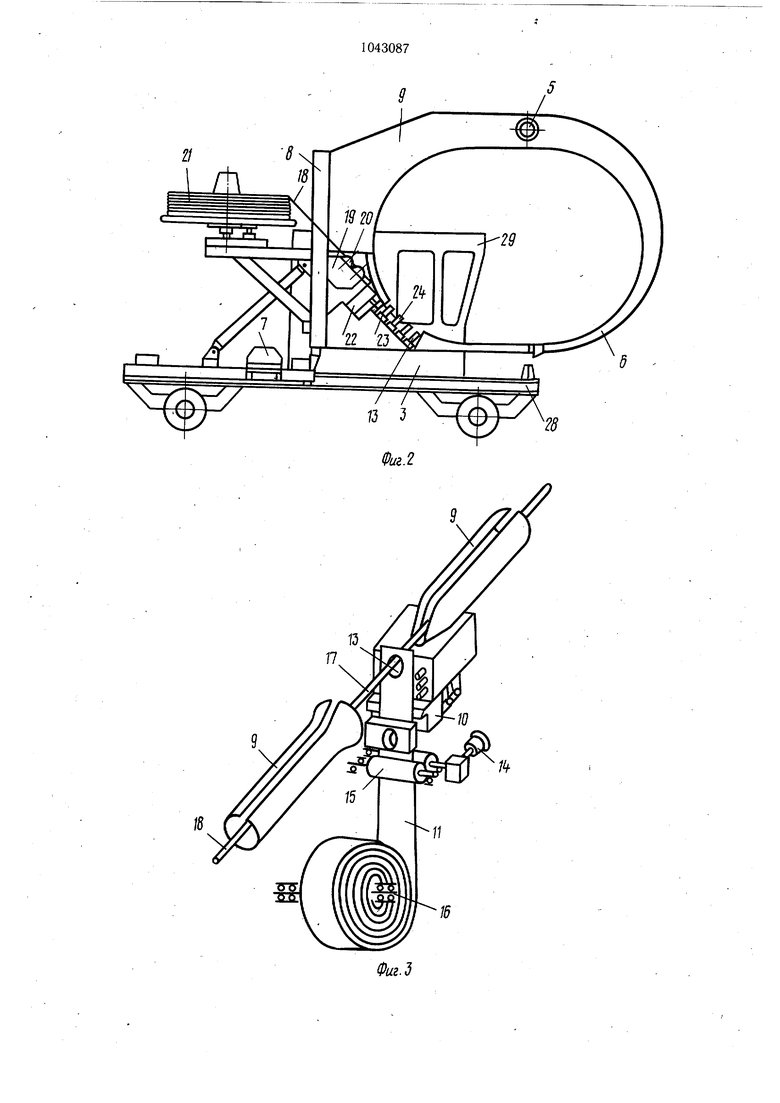
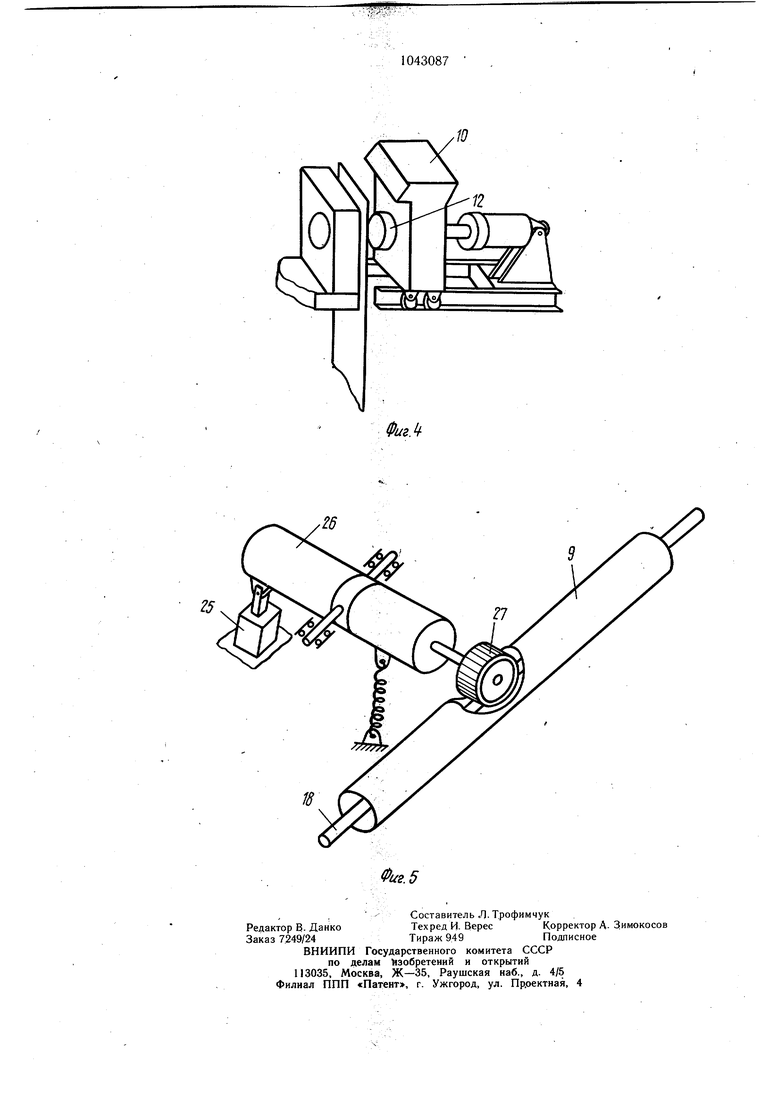
На фиг. 1 изображена схема предлагаеQ мого способа; на фиг. 2 - механизм обвязки, учета и маркировки; на фиг. 3 - механизм изготовления маркировочных бирок; на фиг. 4 - механизм рубки с пуансоном; на фиг. 5 - устройство измерения периметра поперечного сечения пучка.
Способ заключается в следующем. Лесовозный автопоезд 1 с формированным пучком, например, хлыстов 2, прибывщий из лесосеки, подают на специальную площадку, где находится станок 3 обвязки,
учета и маркировки и нанесенная щкала
на стене 4. Движением автопоезда 1 ком-ли торцов пучка хлыстов 2 устанавливают
на уровне начала щкалы на стене 4. Затем
производится обвязка пучка. В процессе
5 обноса пучка обвязочным материалом производят закрепление ярлыка и измерение периметра поперечного сечения пучка пу. тем проталкивания обвязочного материала через отверстие в ярлыке, который располагают в направляющей, и измерение длины
0 обвязки, после чего в вычислительном устройстве производят преобразование в кубатуру величин длины обвязки и введенной оператором длины пучка, а затем с помощью цифропечатающей и маркировочных машинок наносят спецификацию в регистрационном журнале и на ярлыке. Движением автопоезда 1 пучок 2 устанавливают на уровне наложения второй обвязки. На пучок накладывают вторую обвязку, при- этом выполняют операции обвязки, учет и маркировка исключаются.
Готовый пучок к сплаву разгружают с лесовозного автопоезда подъемно-транспортной мащиной в навигационный период на воду, в межнавигационный - в штабель.
Устройство для осуществления предлагаемого способа включает лесовозный автопоезд 1, в котором в кониках формируется пучок хлыстов 2, станок 3 обвязки, учета и маркировки, нанесенной шкалы на стене 4, Станок 3 состоит из открывающей приводом 5 криволинейной направляющей 6, приводов 7 и 8 перемещения в горизонтальной и вертикальной криволинейных направляющих б и 9, с внутренней стороны которых прорезь перекрыта подпружиненными лентами. На направляющей 9 закреплен механизм изготовления маркировочной ленты, который включает механизм рубки 10 маркировочной ленты 11, пуансон 12 на ноже рубки 10 для изготовления отверстия 13 в маркировочной ленте, привод 14 вальцов 15 для подачи маркировочной ленты с барабана 16 в радиальную прорезь 17 направляющей. Выще механизма изготовления маркировочной ленты установлен узел обвязки пучка проволокой 18, который включает привод 19 проталкивающе-утяжных, вальцов 20 для подачи проволоки с барабака 21 в механизмы скрутки 22, резки 23 .и зажима 24 свободного конца проволоки. Между проталкивающе-утяжными вальцами и механизмом скрутки установлен механизм измерения длины утяжки, включающий привод 25, двуплечий подпружиненный рычаг 26, датчик-ролик 27, который установлен на конце двуплечего рычага.
На основании станка 28 установлена операторская 29 сварной конструкции. Для преобразования величин длины обвязки и длины пучка в кубатуру, нанесения спецификации на ярлык и в регистрационный журнал станок снабжен блоками ввода длины пучка, ввода переводных коэффициентов, вычислений, регистрации результатов, цифропечатающими и маркировочными мащинами (не показаны).
Устройство работает следующим образом.
Лесовозный автопоезд 1 с пучком хлыстов 2 подается на площадку, где находится станок 3 обвязки, учета и маркировки, При этом автопоезд устанавливается так, чтобы комли торцов пучка хлыстов 2 совпадали с началом щкалы на стене 4. Затем приводом 5 открывается криволинейная направляющая 6 и приводами 7 и 8 направляющая 9 подводится под пучок. При водом 5 направляющая 6 закрывается, в результате пучок охватывается по всемупериметру. Включается механизм рубки 10 с пуансоном 12, и на маркировочной ленте 11 делается отверстие 13. После этого включается привод, 14 и вальцами 15 маркировочная лента 11 подается с барабана 16
в радиальную прорезь 17 направляющей 9. После подачи ленты в прорезь включается привод 19, и вальцами 20 проволока 18 с барабана 21 проталкивается в механизм скрутки 22, резки 23, отверстие 13 ярлыка и дальще по разъемным направляющим 6 и 9, после этого снова в механизм скрутки и в механизм 24 зажима конца проволоки. Механизмом 24 конец проволоки 18 удерживается, включается привод 19 с вращением вальцов 20 в обратном направлении, и проволока натягивается, выходит из криволинейных направляющих через прорезь, отгибая пружинную ленту, и ложится плотно на пучок хлыстов, вальцы останавливаются и затормаживаются.
5 Одновременно с. включением привода 19 для вращения вальцов в обратном направлении включается привод 25, и двуплечим рычагом 26 датчик-ролик 27 прижимается к проволоке 18. Контактируя с проволокой, датчик-ролик вращается, при этом он включает и выключает элe,kтpoкoнтaкты. Импульсы датчика подаются в блок вычислений, где они преобразовываются в длину. После обноса пачки проволокой включаются механизмы скрутки 22 и резки 23,
5 нити проволоки перекручиваются между собой, а конец обрезается. Второй конец разжимается в механизме 24. Затем по нанесенной щкале на стене оператором определяется длина хлыстов в пучке, и блоком ввода длины данные направляются в блок
0 вычислений. В блок вычислений оператором вводится переводной коэффициент. Данные объема пучка, место заготовки, номер и код транспортного средства пучка направляются в блок регистрации результатов, из которого данные направляются в цифропечатающую
5 и маркировочную мащины. Маркировочной мащиной наносится спецификация на бирку, а цифропечатающей - в регистрационный журнал. После этого приводом 5 криволинейную направля ющую 6 открывают и приводами 8 и 7 криволинейные направляющие 6 и 9 выводятся из-под пучка 2. Движением автопоезда 1 пучок 2 устанавливается на уровне наложения второй обвязки. На пучок накладывается вторая обвязка, при этом операции учета и маркировки исключаются. Пучок, готовый к сплаву, разгружается с лесовозного автопоезда подъемно-транспортной яашиной и укладывается на воду или в щтабели.
Использование предложенных способа и устройства для его осуществления позволяет .механизировать процесс учета и маркировки совместить эти два процесса с процессом обвязки, что сократит трудозатраты и увеличит комплексную выработку на нижескладских работах з 1,4-2,0 раза.
7
/V
Ю
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3447448, кл | |||
| Облицовка комнатных печей | 1918 |
|
SU100A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
