(Л
с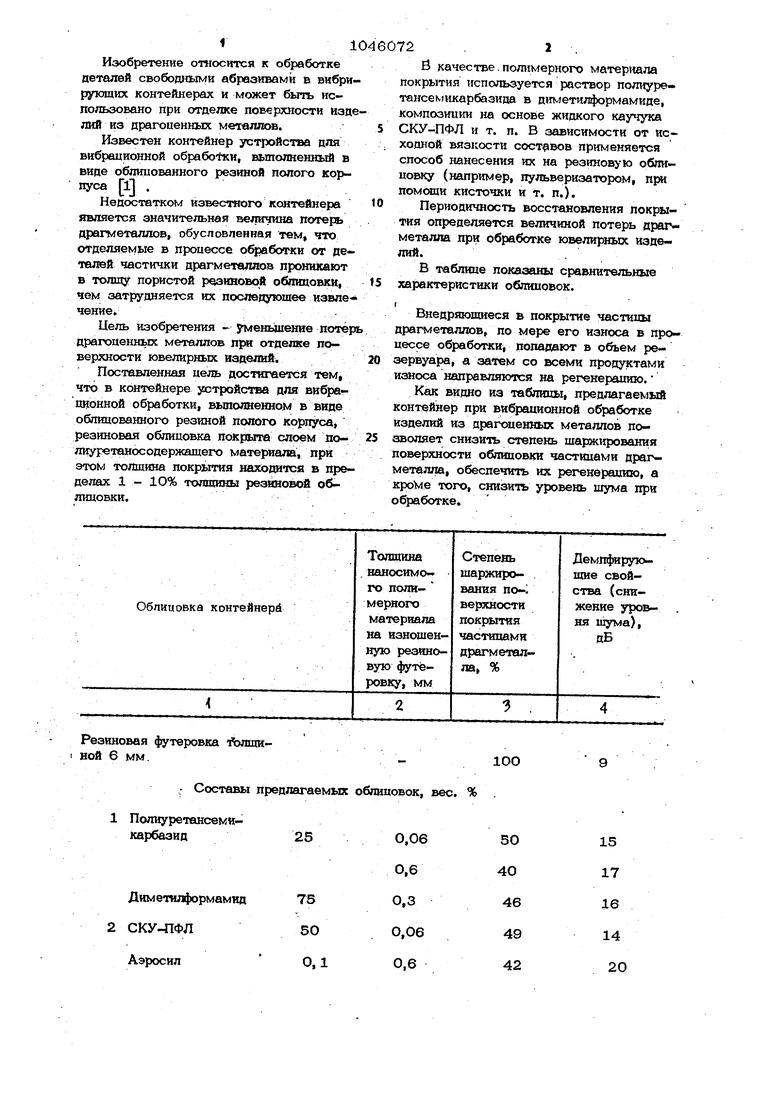
| название | год | авторы | номер документа |
|---|---|---|---|
| Контейнер устройства для вибрационной обработки | 1985 |
|
SU1341000A1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ, СОДЕРЖАЩИХ ДРАГОЦЕННЫЕ МЕТАЛЛЫ И ОРГАНИЧЕСКИЕ КОМПОНЕНТЫ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2034060C1 |
| Способ обработки металлополимерных подшипников скольжения | 1990 |
|
SU1753082A1 |
| Гальванопластический способ изготовления ювелирных изделий | 1990 |
|
SU1816289A3 |
| Контейнер устройства для вибрационной обработки | 1987 |
|
SU1511083A1 |
| СПОСОБ ПОЛУЧЕНИЯ АППЛИКАЦИЙ ИЗ ДРАГОЦЕННЫХ МЕТАЛЛОВ НА ЭМАЛИ ЮВЕЛИРНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2119290C1 |
| Способ нанесения изображения на изделия из драгоценных металлов | 2015 |
|
RU2618283C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗОБРАЖЕНИЯ ЛАЗЕРНОЙ ГРАВИРОВКОЙ НА ИЗДЕЛИЯ ИЗ ДРАГОЦЕННЫХ МЕТАЛЛОВ (ВАРИАНТЫ) | 2008 |
|
RU2416528C2 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ДРАГОЦЕННЫХ МЕТАЛЛОВ ИЗ ОТХОДОВ И ИЗДЕЛИЙ ЭЛЕКТРОННОЙ И ЭЛЕКТРОТЕХНИЧЕСКОЙ ПРОМЫШЛЕННОСТИ, СОДЕРЖАЩИХ ДРАГОЦЕННЫЕ МЕТАЛЛЫ В ПОКРЫТИЯХ | 1998 |
|
RU2143010C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
КОНТЕЙНЕР УСТРОЙСТВА Д)ТЯ ВИБРАЦИОННОЙ ОБРАЮТКИ, выполненный в виде облицованного резиной полого корпуса, отличающийся тем, что, с целью уменьшения потерь драгоценных металлов при отделре поверхности ювелирных изделий, резиновая облицовка покрыта слоем полнуретаносо- держащего материала, при этом толщина покрытия находится в пределах 1 - 10% толщины резиновой облшювки.
4;:
сь
ч to
Изобретение относится к обработке деталей свободными абразивами в вибрирующих контейнерах и может быть использовано при отделке поверхности изделий из драгоценных металлов.
Известен контейнер устройства для вибрационной обработки, вьтолненкый в виде о(5лицованного резиной полого корпуса 1 .
Недостатком известного контейнера является значительная величина потерь драгметаллов, обусловленная тем, что отделяемые в процессе o6ipa6oTKH от деталей частички драгметаллов проникают в толщу пористой резиновой облицовки, чем затрудняется их последующее извлечение.
Цепь изобретения - уменьшение потер драгоценных металлов прк отделке поверхности ювелирных изделий.
Поставленная цель достигается тем, что в контейнере устройства для вибрационной обработки, вьшолненном в виде облицованного резиной полого корпуса, резиновая облицовка покрыта слоем по- лиуретаносодержащего материала, при этом толщина покрытия находится в пределах 1 - 1О% толщины резиновой облшювки.
Резиновая футеровка -йэлщиной 6 мм.
Составы предлагаемых облицовок, вес. %
1 Полиуретансеми-
карбазид25
Диметилформамид75
2 СКУ-ПФЛ50
Аэросил0,1
В качестве. полимерного материала покрытия используется раствор полиуре тансемикарбазида в дикютилформамиде, композиции на основе жидкого каучука СКУ-ПФЛ и т. п. В зависимости от исходной вязкости составов применяется способ нанесения их на резиновую облицовку (например, пульверизатором, при помсяци кисточки и т. п.).
Периодичность восстановления покрытия определяется величиной потерь драгметалла при обработке ювелирных изделий..
В таблице показаны сравнительные характеристики облицовок.
Внедряюишеся в покрытие частицы
драгметаллов, по мере его износа в про цессе обработки, попадают в объем резервуара, а затем со всеми продуктами износа направляются на регенерацию.
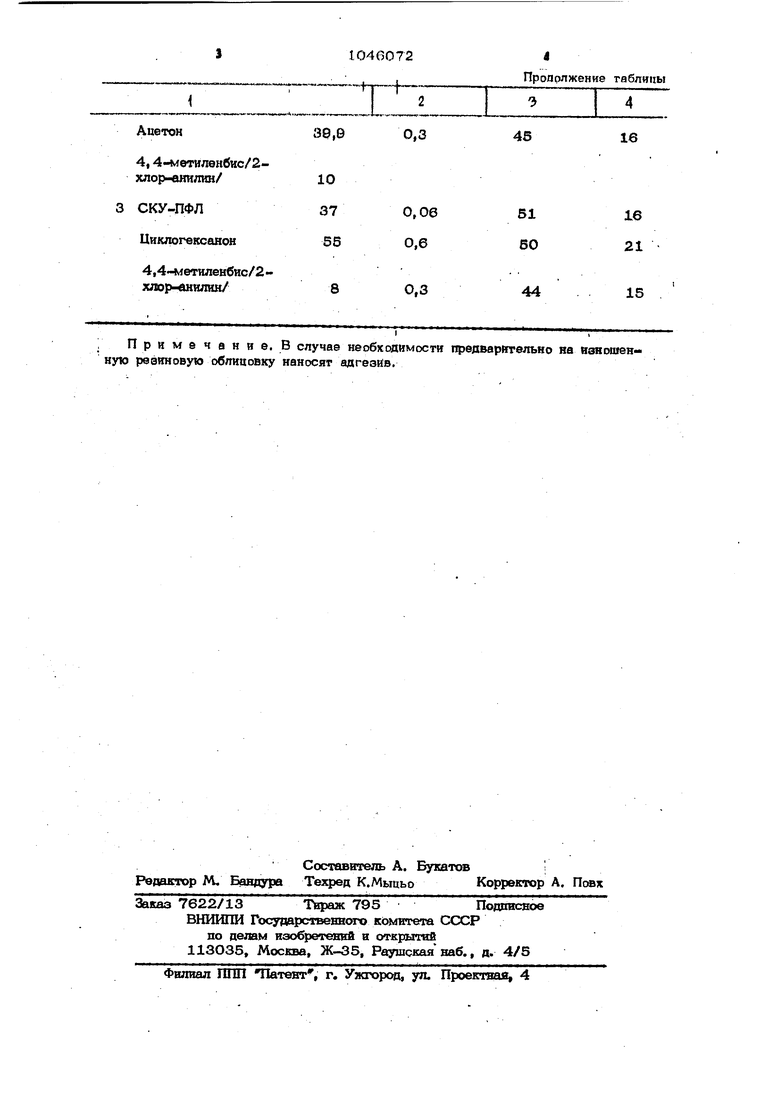
Как видно из таблицы, предлагаемый контейнер при вибрационной обработке изделий из драгоценных металлов позволяет снизить степень ша1жирова1П1я поверхности облицовки частицами драгметалла, обеспечить их регенерацию, а того, снизить уровень шума при обработке.
1ОО
9
50
15 17 16 14 20 40 46 49 42 П р и м в ч а н и е. В случае необходимости ную резиновую облицовку наносят адгезйв. предввр(ггельно на изношен
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Карташов И | |||
| Н | |||
| и др | |||
| Обработка деталей свободньши абразивами в вибрирующих резервуарах | |||
| Киев, Вшда школа, 1975, с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
