1
Изобретение относится к обрабо.тке деталей свободными абразивами в виб- рируюпщх контейнерах .и может быть использовано при отделочно-зачистной обработке изделий.
Целью изобретения является расши- рение технологических возможностей путем увеличения номенклатуры обрабатываемых материалов„
Сущностью изобретения является применение в качестве защитного слоя наносимого на поверхность резиновой облицовки, композиции на, основе олиг диена, включающей 5-25 вес.1 абразив кого, порошка, при толщине слоя в пределах 15-30% толпщны резийовой оболочки.
Положительный эффект обеспечивает
ся за счет того, что абразивосодержа
щее покрытие выполняет функции футеровки и одновременно является режуп1;им инструментом и по мере износа компо- :зиции абразивные частицы обнажаются и воздействуют на обрабатываемое изделие .
В качестве олигодиена (основы ком-« позиции) используется олигобутадиен с концевыми гидроксильными группами, синтезированный путем радиальной полимеризации с применением инициатора - перекиси водорода.
Структурная формула олигобутадие- на следующая:
НО-(СНч.-СН СН-СН,),-ОН мол.масс 1000-5000.
В качестве олигодиена может быть использован и другой олигомер, например сополимер динивила с пипериленом, Его структурная формула следующая:
НО-(СН 5-СН СН-СН2)-(СН СН СН-СН„Х-ОН
а Vi
сн
мол. масса 10000.
В качестве абразивного порошка используется, например, карбид кремния зеленый, электрокорунд бельш: и т.п.
Технология приготовления и нанесения композиции осуществляется следующим образом.
Вначале олигодиен смешивают в указанном с оотнощении с абразивным порошком, В композицию добавляется от- вердитель, например макродиизоцианат
OCH-CgH jCCH)-NHCOO-(СН -CH CH-Ciy
-OCONH-C H(CH -NCO
и она наносится на оверхность изношенной резиновой облицовкой при помощи кисточки или путем залнвки с использованием специальных вкладышей, выполненных по форме контейнера, но имеющих меньшие размеры,
Нериодичность восстановления изнашиваемого цокрытия определяется его толщиной и производительностью (величиной снимаемого металла при вибрационной обработке изделий)«
В таблице показаны сравнительные характеристики облицовок контейнера.
20
25
30
0
35
5
0
5
Вибрационной обработке подвергались изделия из стали и латуни.Обрабатывающей средой служили трехгранные призмы, изготовленные из абразивного материала.
Указанные призмы загружались совместно с изделиями в контейнер. Величина загрузки составляла 80% от объема контейнера.
Из полученных в таблице данных видно, что предложенная облицовка позволяет обрабатывать в контейнере изделия из стали и цветного сплава (латуни), что расширяет его технологические возможности.
Кроме того, в предложенном контейнере производительность процесса вибрационной обработки изделий из стали повьшается на. 15-24%, а из латуни - на 25-38%, Это обеспечивается за счет того, что слой композиции содержит абразивный порошок и воздействует (по мере изнашивания композиции) на обрабатьшаемые изделия, интенсифицирует съем металла.
Таким образом, само Покрытие является дополнительной обрабатывающей средой. Наличие в покрытии абразивного материала повьшает его долговечность при эксплуатации на 20-30%.
- Композиции 6 и .7 подтверждают- правильность выбора предельных значений содержания абразивного порошка в композиции и толщины наносимого слоя композиции.
Формула изобретения
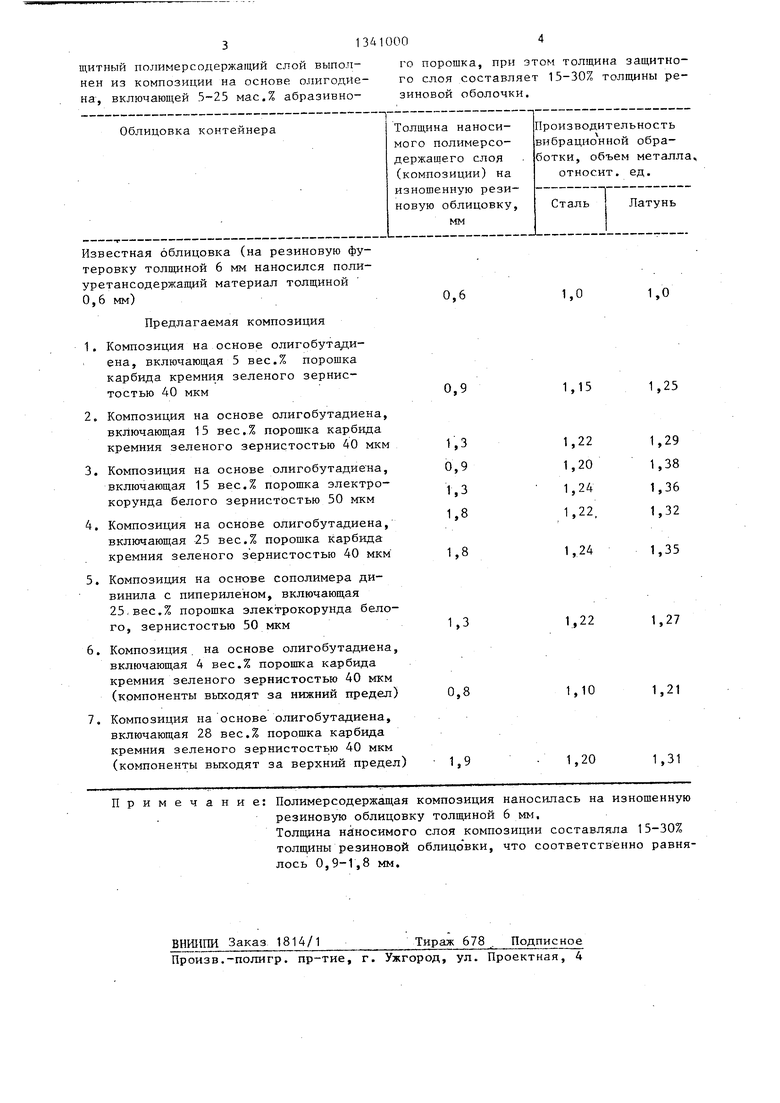
Контейнер устройства для вибрационной обработки, выполненный в виде полого корпуса, облицованного резиной с запщтным полимерсодержащим слоем, отличающийся тем, что, с целью расширения технологических возможностей путем увеличения номенклатуры обрабатываемых материалов, защитный полимерсодержащий слой выполнен из композиции на основе олигодие- на, включающей 5-25 мас,% абразивноОблицовка контейнера
Известная облицовка (на резиновую футеровку толщиной 6 мм наносился поли- уретансодержащий материал толщиной 0,6 мм)
Предлагаемая композиция
1.Композиция на основе олигобутади- ена, включающая 5 вес.% порошка карбида кремния зеленого зернистостью 40 мкм
2.Композиция на основе олигобутадиена, включающая 15 вес.% порошка карбида кремния зеленого зернистостью 40 мкм
3.Композиция на основе олигобутадиена, включающая 15 вес.% порошка электрокорунда белого зернистостью 50 мкм
4.Композиция на основе олигобутадиена, включающая 25 вес.% порошка карбида кремния зеленого зернистостью 40 мкм
5.Композиция на основе сополимера дивинила с пипериленом, включающая
25.вес,% порошка электрокорунда белого, зернистостью 50 мкм
6.Композиция, на основе олигобутадиена включающая 4 вес.% порошка карбида кремния зеленого зернистостью 40 мкм (компоненты выходят за нижний предел
7.Композиция на основе олигобутадиена, включающая 28 вес.% порошка карбида кремния зеленого зернистостью 40 мкм (компоненты выходят за верхний преде
Примечание: Полимерсодержащая композиция наносилась на изношенную
резиновую облицовку толщиной 6 мм.
Толщина наносимого слоя композиции составляла 15-30% толщины резиновой облицовки, что соответственно равнялось 0,9-1,8 мм.
ВНЮ1ПИ Заказ 1814/1
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
го порошка, при этом толщина защитного слоя составляет 15-30% толщины резиновой оболочки.
Т
Толщина наносимого полимерсо- держащего слоя (композиции) на изношенную резиновую облицовку, мм
Производительность вибрационной обработки, объем металла, относит, ед.
Сталь
Латунь
0,6
1,0
1,0
1,15
1,22 1,20 1,24 1,22,
1,24
1,25
1,29 1,38 1,36 1,32
1,35
1,3
1,22
1,27
0,8
1,10
1,21
1,9
1,20
1,31
Тираж 678 . Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНО-ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ПОЛИРОВАЛЬНО-ШЛИФОВАЛЬНОГО ИНСТРУМЕНТА | 1998 |
|
RU2131347C1 |
| Абразивная паста | 1980 |
|
SU1038354A1 |
| Способ вибрационной обработки деталей типа игл | 1982 |
|
SU1104001A1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТИЧНОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 1993 |
|
RU2064941C1 |
| Чулочно-носочное трикотажное изделие и способ его изготовления | 2019 |
|
RU2692746C1 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 2002 |
|
RU2270217C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ СМЕСИ ДЛЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ | 2000 |
|
RU2180018C1 |
| Абразивный материал | 1983 |
|
SU1255416A1 |
| Способ изготовления высокопористого абразивного инструмента | 1982 |
|
SU1390008A1 |
| Способ изготовления абразивных инструментов | 1982 |
|
SU1024253A1 |
Изобретение относится к обработке деталей свободными абразивами ,в вибрирующих контейнерах и может быть использовано при отделочно-зачистной обработке изделий. Цель изобретения - расширение технологических возможностей путем увеличения номенклатуры обрабатываемых материалов. Для этого облицовочную резину покрывают слоем композиции на основе олигодиена, которая включает 5-25 мас,% абразивного порошка, при этом толщина покрытия находится в пределах 15-25% толщины резиновой оболочки. Абразивосодержа- щее покрытие выполняет функции футеровки и одновременно является режущим инструментом и по мере износа композиции абразивные частицы обна- жаются и воздействуют на обрабатываемое изделие. 1 табл. ё со 
| Контейнер устройства для вибрационной обработки | 1981 |
|
SU1046072A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
