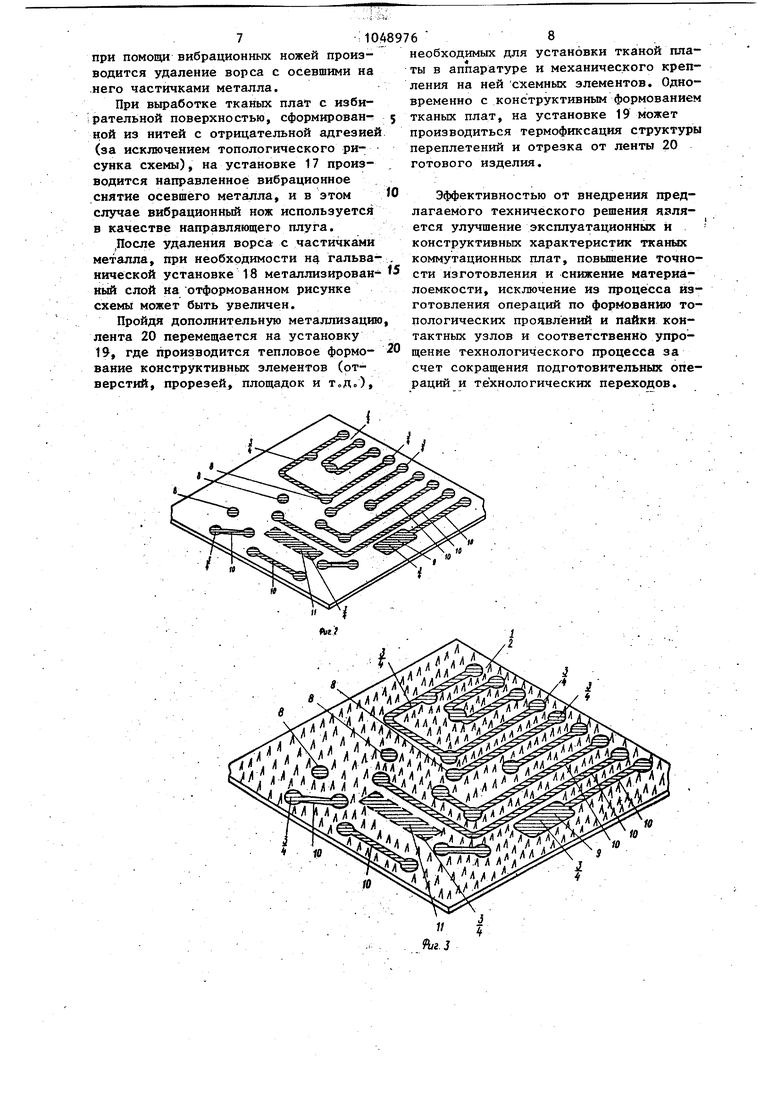
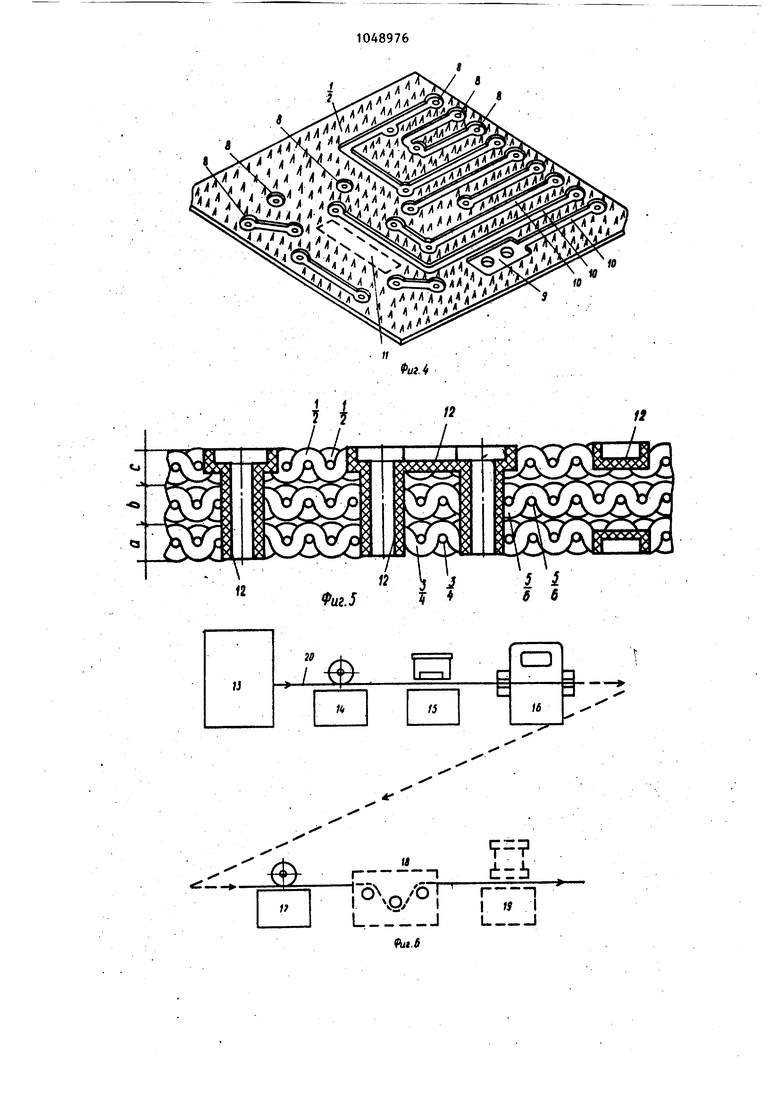
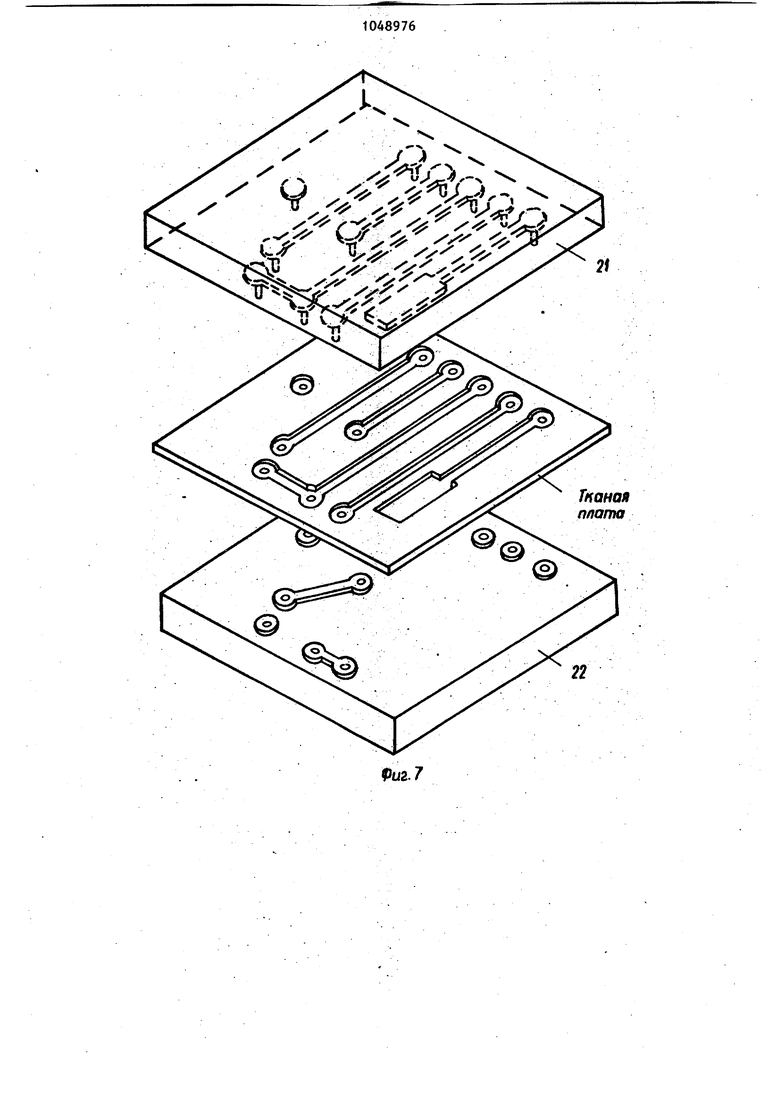
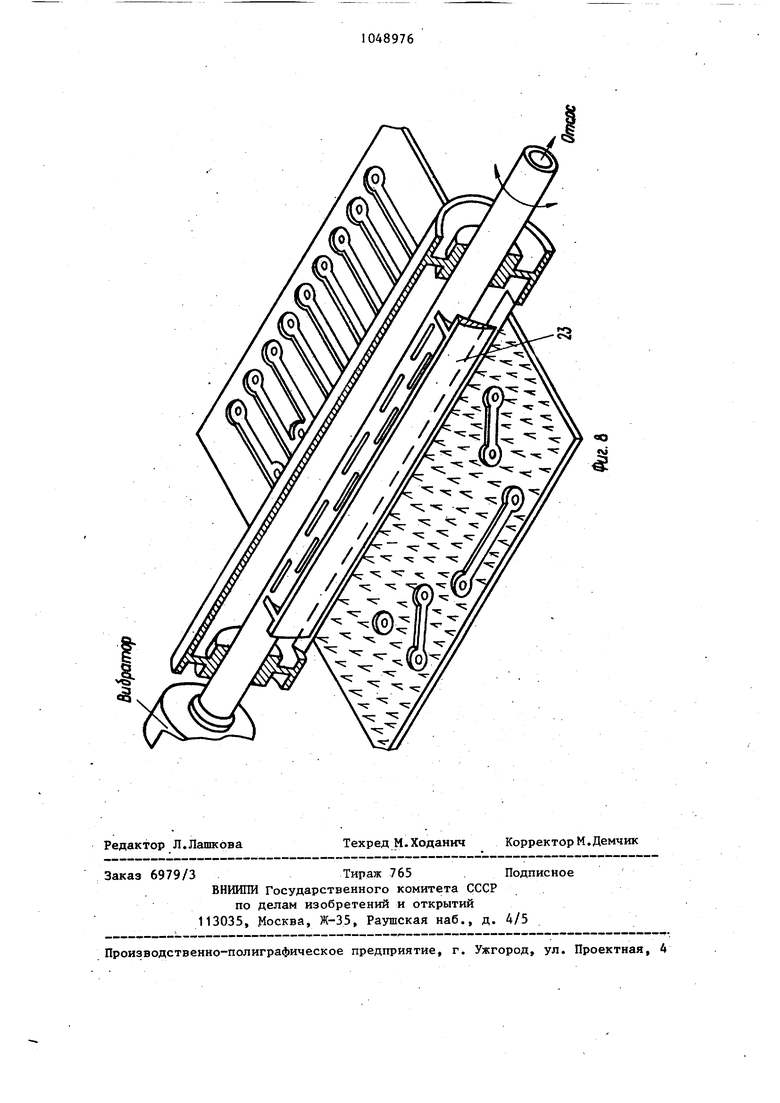
Изобретение относится к области электроники, радиотехники и коммутационной техники связи, предназначено для коммутирования электрических сиг налов между схемными элементами и штепсельными разъемами и может быть использовано при производстве тканых коммутационных плат взамен плат пе-. чатного монтажа, реализующих внутримодульные и внутрйблочные электриче-г ские соединения. Известны тканые коммутационные платы (матрицы), содержащие многосло ное переплетение диэлектрических нитей и неизолированных токопроводников, образующих электрические соединения. Эти тканые коммутационные платы имеют недостатки: навесные элементы схемы и их соединения размещены вне структуры платы (матрицы), наличие н наружной поверхности платы петель из токопроводников, наличие паразитных параметров схемы из-за частичного не использования токопроводников, введенных в ткань платы, необходимость фиксаций токопроводников от смещения и защиты от воздействия внешней среды, невысокая точность из-за усадки и коробления ткани и др. Известен способ изготовления тканой коммутационной платы (матрицы), заключающийся в переплетении диэлектрических нитей и токопроводников, пропайку контактных точек и узлов, выплавление сопроводительных нитей, термофиксацию и химико-технологическую обработку платы. Недостатками указанного способа являются сложность технологии за сче формирования контактных точек узлов из неизолированных токопроводников, повышенная металлоемкость из-за наличия токопроводников, не участвующих по всей длине в электрических со единениях, необходимость вспомогательных операций и применения различ рых средств и способов защиты токопроводников от внешних воздействий. Применение в указанной матрице не иэрлированных токопроводников влечет за собой те же недостатки, что и у аналога, усложняющие конструкцию, не обеспечивающие ее надежность и техно логичность. Известна тканая коммутационная ма трица, содержащая многослойное переплетение диэлектрических термостойких и термопластичных нитей и токопроводников, монолитные участки в виде слоев и отдельных площадок из оплавленных термопластичных нитей. Известен способ изготовления тканой коммутационной платы, заключающийся в переплетении в двух взаимноперпендикулярньгх направлениях токопроводников и изоляционных нитей, образующих структуру типа ткани, причем при выработке в нее вводят .термопластические нити (моно и комплексные), которые образуют на отдельных площадках, участках и слоях собственные переплетения и переплетения с термостойкими изоляционными нитями, а после формирования ткань подвергаюттепловой обработке при температуре, равной температуре плавления термопластических нитей, после чего ткань охлаждают. . Тепловую обработку ткани по приведенному способу производят в термических камерах с помощью подаваемого разогретого теплоносителя. Недостатками этого способа являются те же, что и в способе-аналоге, обусловлены наличием неизолированных токопроводников, а также при свободном расплавлении термопластичных нитей происходит растекание массы по структуре, что ухудщает ее качество, а разогрев всего объема ткани требует большего расхода энергии. Цель изобретения - упрощение конструкции, повышение надежности и технологичности - достигается тем, что в тканой коммутационной плате, содержащей многослойное переплетение диэлектрических термостойких, термопластичных комплексных .нитей и мононитей и токопроводников, наружные слои платы выполнены из оплавленных термоплас- тичных нитей с нанесенньм на них токопроводящим слоем, образующих топологический рисунок схемы, участки между которыми вьтолнены из ворсовых нитей.. В способе изготовления тканой коммутационной платы, заключающемся в переплетении диэлектрических термостойких и термопластических нитей и токопроводников, оплавлений термопластичных нитей и формовании отверстий., при переплетении вводят ворсовые нити, из термопластичных нитей формируют топологический рисунок схемы, за тем ворсуют ткань платы, оплавлениемтермопластичных нитей формуют отверстия и контактные площадки, после чего поверхность металлизируют с последующим удалением ворса. На фиг.1 приведен общий вид Тканой коммутационной платы;, на фиг.2 - то же, с избирательной поверхностью поСле выработки (рисунок электросхем заштрихован); на фиг.З - то же, после выработки и ворсования; на фиг.4 то же, после выработки, ворсования, теплового формования (тиснения); на фиг.З - разрез тканой коммутационнойплаты после формования и метаплизации; на фиг.6 - схема пооперационной технологии изготовления тканых коммутационных плат (способ изготовления)j на фиг.7 - схема установки теплового формования пазов, отверстий, площадок и токовых трасс рисунка электросхемы под металлизацию; на фиг.8 - схема установки снятия ворса с поверхности штаты после металлизации. Тканая коммутационная плата выполнена многослойной из диэлектрических термостойких нитей 1, 2 и термопластичных нитей 3, 4, проходящих по утк и основе, образующих собственные слои, площадки или целью по сечениюструктуры. Термостойкие нити 1, 2 и термопластичные нити 3, 4 на внешних поверхностях переплетениями формирую рисунок топологии электрических соединений реализуемой электросхемы или образуют внешние однородные слои а и с, выработанные из одного вида: нитей. Средний слой Ь с целью увеличения жесткости платы выполняется из термопластичных мононитей 5, 6 ,утка и основы. На участках, образованных переплетениями термопластичных нитей, имеются отформованные пазы 7, отверстия 8, площадки 9, каналы 10 и цифробуквенные обозначения 11, которые содержат токопроводящий слой в виде пленки 12, толщина которого определяется коммутируемыми токами и напряжением и зависит от процесса металлизации. Наружные участки из термопластичных комплексных нитей вырабатываются на 2 мм больше по ширине (диаметру) и длине, чем пазы 7, отверстия 8, площадки 9, каналы 10 и зона маркировки под цифробуквенные обозначения 1К Кроме наружных переплетений, те термопластичные комплексные нити 3, 4 на требуемых участках (отверстия, зенковки, прорези и т.д.) образуют целые структуры по всей толщине целые структуры по всей толщине платы. При повьшенной коммутационной плотности наружные поверхности платы вырабатываются полностью из термопластичных комплексных ворсовых нитей 7 (штапелированные нити). Тканая плата также может иметь неметаллизированные отверстия, площакки, прорези и т.д., полученные тепловым формованием, предназначенные для крепления съемных элементов к ее поверхности и для устгГновки платы в аппаратуре. Подсоединение {сонтактных выводов схемных элементов и штeпceлiныx разъемов к тканой йлате производится аналогично, как и на платах печатного . монтажа. Изготовление тканой коммутационной платы производится в следующей Технологической последовательности (см. фиг.6): выработка непрерьганой ленты на ткацком автомате 13, ворсование на ворсовальной уста- . новке 14, тепловое формование (тиснение) пазов, отверстий, каналов, площадок под металлизацию на установке 15, металлизация ионным или газоплазменным способом в вакуумной камере установки 16, снятие ворса на стригальной установке 17, наращивание металлизированного слоя на установке 16, тепловое формование конструктивных элементов (крепежных отверстий, площадок, прорезей и т.д.) и отрезка на . установке 19. Плата вырабатывается на многочелночном ткацком автомате в виде непре;рывной ленты 20. Ивтомат заправляется по утку и основе различными диэлектрическими нитями: термостойкими 1, 2 (стеклонить, аремид прлифен), термопластичными комплексными - 3, 4 (полиамид + полисти- рол, лавсан) и мононитями 5, 6 и ворсовыми нитями с малой круткой и коотким вoлoкнo f или нитями с избира- , тельной адгезией (положительной или трицательной) к осаждаемым при метал- лизации частичкам металла на поверхности платы. При выработке (см. фиг.2) на наружных слоях платы формируется топологический рисунок схемы из термопластичных комплексных нитей с максимальной плотностью, а остальные части внешних поверхностей могут вырабатываться из различных по физико-механическйм и химическим параметрам ворсовых нитей (нитей с минимальной круткой и коротким (до 40 мм) волокном) или отрицательной к металлу адгезией. Исходный материал нитей, их количественные сложения и крутка для формирования внутренних слоев зависят от конструктивных требований и условий эксплуатации тканых плат. Одновременно с формированием топологического рисунка из термопластичньк комплексных нитей на внешних поверхностях и по всему сечению в необ.ходимых местах формируются площадки для конструктивных элементов - крепежных отверстий, прорезей и т.д., не подлежащих металлизации. Управление нитями основы и порядком смены челноков производится жаккардовой машиной или ремизками в зависимости от сложности .топологического рисунка. В структуру платы могут быть введены и металлические токопроврдники, вьтолняющие роль шин питания или экранных сеток. ПоСле ткацкого автомата непрерывная лента 20 проходит на ворсовальную установку 1А, где с помощью специальных карчеточных валов или электростатического поля на ворсовых нитях выделяются филаментарные волокна, которые образуют над нитями, а соответственно, .и отдельными поверхностями платы ворс (см. фиг.З). Пройдя ворсованиеi лента 20 попадает на термическую установку 15, где в- пресс-форме производится тепловое Формование пазов, отверстий, каналов и др. элементов топологического рисунка под металлизацию (см. фиг. 4). Обе части пресс-формы - пуансон и матрица - имеют выпуклые рисунки, а аналогичные выработанному на ткани топологическому рисунку схемы, и при смыкании оплавляют термопластичные комплексные нити, формируя сквозные отверстия, пазы и каналы. Температура разогрева пресс-формы зависит от материала термопластичных йитей и может колебаться в широких пределах от 120 до . Глубина внедрения частей прессформы, производящих тиснение несквозных элементов (площадок, пазов, каналов и др.) схемы, колеблется в пределах 0,2-1 мм и зависит от конструктивных требований и последующей при необходимости герметизации (компаундирование, напыление, заливка и т.д.). После теплового формования лента 20 проходит через шлюзы в вакуумную камеру установки 16, где ионным или газоплазменным напылением производится металлизация поверхности тканых плат, односторонняя или двусторонняя в зависимости от наличия топологического рисунка схемы на обеих ее сторонах. Учитывая, что частицы металла обладают повьш1енной адгезией к гладким поверхностям, на отформованных участках рисунка схемы осаждается слой токопроводящего металла (алюминий, медь, серебро и т.д.) толщиной до 5 мк. Напыление плат может быть ступенчатым или многослойным, т.е. токопроводящие трассы платы могут иметь 1ногослойное покрытие из однородного металла или иметь подслойные покрытия, например, вначале медь, а потомсеребро. Толщина металлизируемого слоя и его элементный состав зависят от ком- мутируемых токов и напряжения, способов подсоединения контактных выводов схемных элементов к токопроводящим трассам, степени надежности и ответственности изготавливаемой платы и др. требований. Технологически толщина металлизированного слоя зависит от времени металлизации. При металлизации вз-вешенные час- тички металла осаждаются не только на отформованные элементы рисунка схемы, но и на остальные поверхности платы, однако учитывая, что последние имеют ворсовую поверхность или выработаны из избирательных нитей с отрицательной к металлу адгезией, возможность сплошной (монолитной) метеШ- лизации исключена. При металлизации могут использо- ваться защитные маски, накладываемые на участки ткани, не подлежащие нанесению токопроводящих пленок. По окончании процесса металлизации лента 20 на установку, где при помощи вибрационных ножей производится удаление ворса с осевшими на .него частичками металла. При вьфаботке тканых плат с изби-рательной поверхностью, сформированной из нитей с отрицательной адгезией (за исключением топологического рисунка схемы), на установке 17 производится направленное вибрационное снятие осевшего металла, и в этом случае вибрационнь1й нож используется в качестве направляющего плуга. .После удаления ворса с частичка ми металла, при необходимости нд гальванической установке 18 металлизированный слой на отформованном рисунке схемь может быть увеличен. Пройдя дополнительную металлизацию лента 20 перемещается на установку 19, где производится тепловое формование конструктивных элементов (отверстий, прорезей, площадок и ТоД.), необходимых для установки тканой платы в аппаратуре и механического крепления на ней схемных элементов. Одновременно с конструктивным формованием тканых плат, на установке 19 может производиться термофиксация структзфы переплетений и отрезка от ленты 20 готового изделия. Эффективностью от внедрения предлагаемого технического решения язляется улучшение эксплуатационных и конструктивных характеристик тканых коммутационных плат, повышение точности изготовления и снижение материалоемкости, исключение из процесса изготовления операций по формованию топологических проявлений и пайки контактньк узлов и соответственно упрощение технологического процесса за счет сокращения подготовительных операций и технологических переходов.
«О
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тканей коммутационной платы | 1979 |
|
SU944487A1 |
| Автоматическая линия для изготовления тканых коммутационных плат | 1979 |
|
SU912031A1 |
| Тканая электрическая коммутационная матрица и способ ее изготовления | 1977 |
|
SU947975A1 |
| МНОГОСЛОЙНАЯ ГИБРИДНАЯ ИНТЕГРАЛЬНАЯ СХЕМА СВЧ И КВЧ ДИАПАЗОНОВ | 1992 |
|
RU2088057C1 |
| Тканый ленточный кабель | 1980 |
|
SU1069005A1 |
| ГИБРИДНОЕ ИНТЕГРАЛЬНОЕ ВАКУУМНОЕ МИКРОПОЛОСКОВОЕ УСТРОЙСТВО | 1994 |
|
RU2073936C1 |
| МНОГОСЛОЙНАЯ ГИБРИДНАЯ ИНТЕГРАЛЬНАЯ СХЕМА СВЧ | 1992 |
|
RU2071646C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНОЙ ПЛАТЫ | 2006 |
|
RU2323555C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБРИДНОЙ ИНТЕГРАЛЬНОЙ СХЕМЫ СВЧ-ДИАПАЗОНА | 2022 |
|
RU2787551C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБРИДНОЙ ИНТЕГРАЛЬНОЙ СХЕМЫ СВЧ-ДИАПАЗОНА | 2022 |
|
RU2800495C1 |
1. Тканая коммутационная платд, содержащая многослойное переплетение диэлектрических термостойких, термопластичных комплексных нитей и мононитей и токопроводников, отличающаяся тем,, что, с целью упрощения конструкции, повьшшния надежности и технологичности, наружные слои платы вьтолнены из оплавленных термопластичных нитей с нанесенным на них ,токопроводящим слоем, образующих топологический рисунок схемы, участки между которыми выполнены из ворсовых нитей. 2. Способ изготовления тканой коммутационной платы, заключающийся в переплетении диэлектрических термостойких и термопластичных нитей и токопроводников, оплавлении термопластичных нитей и формовании отверстий, отличающийся тем, что, с целью повышения надежности и технологичности j при переплетении вводят ворсовые нити, из термопластичных нитей формируют топологический рисунок схемы, затем ворсуют ткань платы, оплавлением термопластичных нитей (Л формуют отверстия и контактные площадки, после чего поверхность металлизируют с последующим удалением ворса.
