Изобретение относится к электротехнике, преимущественно кабельной технике, а именно к тканш ленточным кабелям.
Известен тканый ленточный кабель с контактными петлевыми выводами,, отличительными особенностями которого упзляется использование в качестве утка эластичных нитей 17.
Недостатком зтого каб.еля являются неравномерность стягивания электропроволниКов эластичными нитями, неустойчивость структуры кабеля в продольном и поперечном направлениях, нарушение структуры переплет ний в местах сгиба или вывода контактных петель.
Наиболее близким к изобретению является тканый ленточный кабель с контактными выводами, который в своей структуре по основе содер-жит меизолированные электропроводники и изоляционные перевязочные НИТИ; переплетаюадиесй но отдельности с уточньмк диэлектрическими нитяк-ш, обргг уюнщми застилы, предохраняющие электропроводники от воздействия внешней среды и взаи много закорачивания С2.
Недостатком является невозможность выработки кабеля с определенными интервалами между петлевыми зы водами по длине кабеля.
Недостатками также являются неконструктивность кабеля г выражающаяся в его перегибе по длаго-. и складывании с целью вывода конТс1кткых петель на перисЬерню, к-оркстость наружных Зс1сткяо1;,. пысокея материалоемкость и дефииитность и сходного сырь я,
Целью изобретения является повы ление надежности и технологичное-ги тканого ленточного кабеля,
Цель достигается тем,- что з ткаяом ленточном кабеле., содерлсещсм переплетенные изоляционные нити утка и нкти основы, эле :тропроБО дн::хи к группы контактных аыводов из электропроводников, сформкрова-нкых 3 виде ворсовых петель, в качестве утка использованы нити из термопластичного материала, а в качестве основы - монолиты из того же материала, при этом мононити имекп ныемки в местах соприкосновения с яитями утка, а элeктpoпpoвoдн ;ки ра положены параллельно моконктям,имеют диаметр меньше,, чем диамотр моконити, и размещекк в ромбонидных каналах в местах геометрического скрещивания пар уточных нитей соединягоии-тх противоположные nojroжения выемок на смежн лх монокитях, причем ворсовке петли подоп-у: к rDiocKOCTH кабеля и выхс;дят за :;р долы кромки на одинаковую величин;, ,
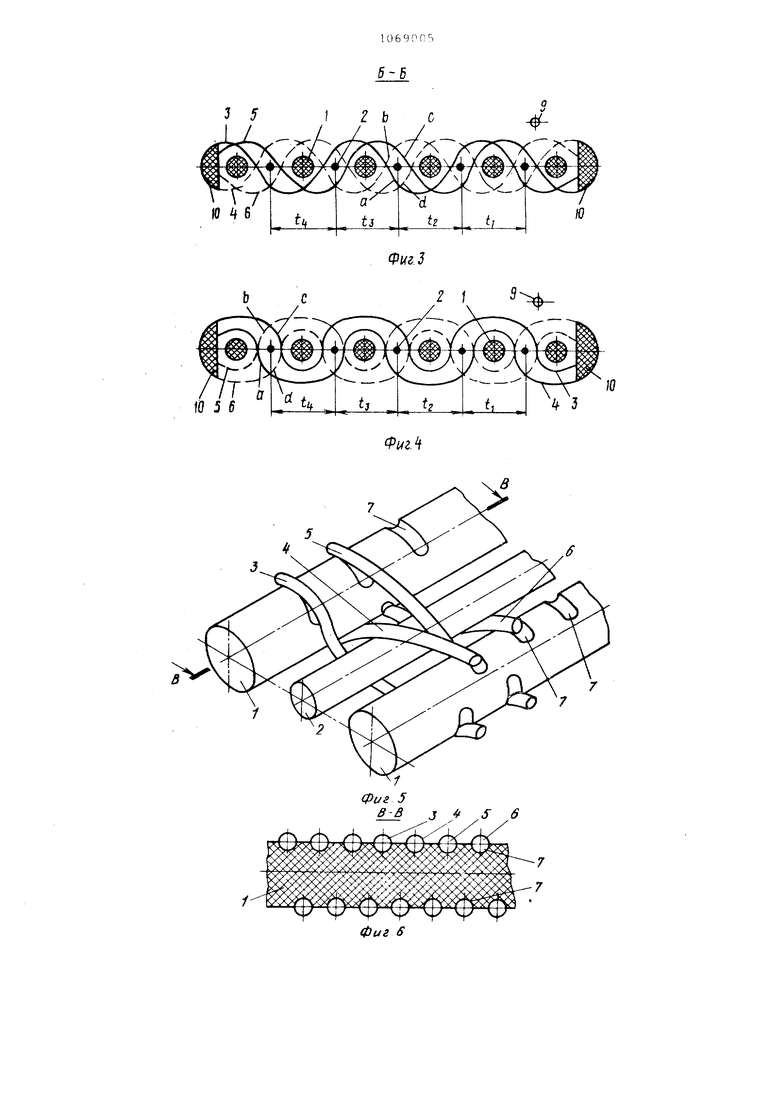
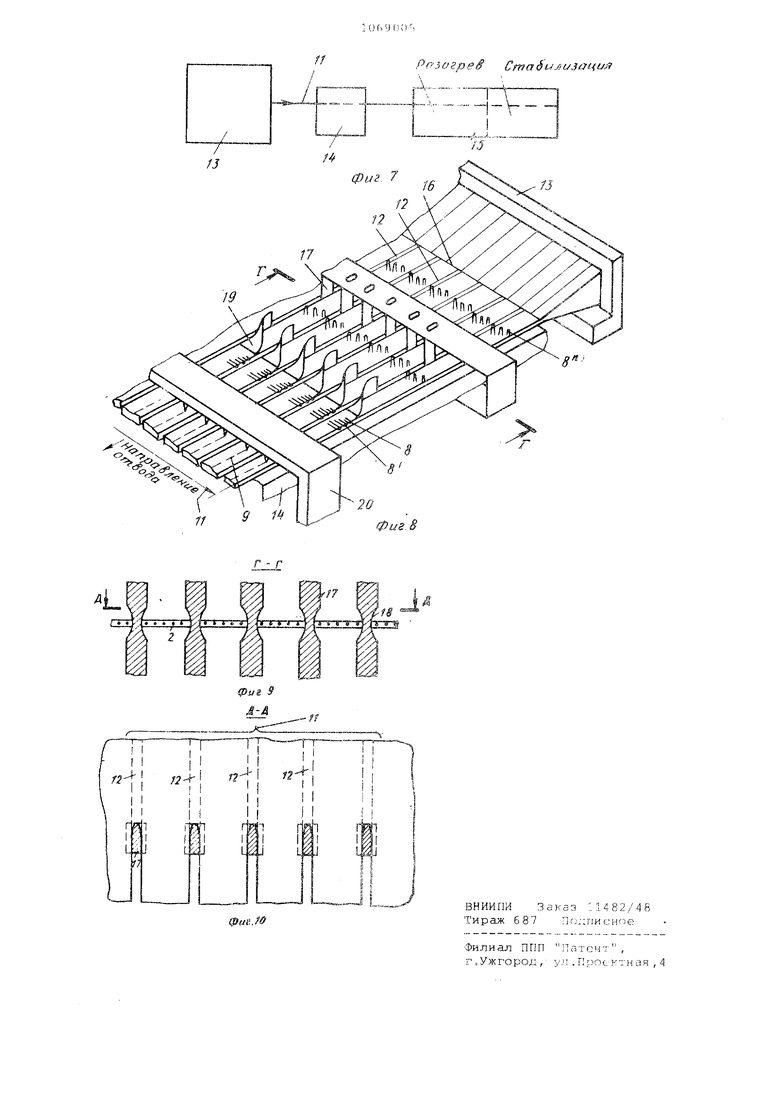
;-U; фи-1 . 1 изображен тканый ленгочи к кабель, общий вид; на фиг. 2 passv; .-Л на фиг. 1 ; на фиг. 3 о- F на фиг. 1/ на .фиг. 4 вас. а;-:т структуры переплетений TKai-iotO :--;Рс-Л..1; на фиг. 5 - структура гте релле I е ник тканого лслточногс кабеля, аксономет-рия,- на фиг. 6 разрез В-В на фиг. 5; на фиг. 7 схема 1ехнологическ.ого процесса изготовления тканого ленточного кабеля/ на фиг, 8 - устансвка для выработки ткани, установка разделения ткани на отделы-п-ле, кабели и установка гголгкбки петпль; на фиг. 9 разрез Г-Г на фиг. 8; на фиг. 10 на фиг.
разрез
1каный ленточный вы1;олнен из термопластичных мснсяитай 1 и электропроводников 2 , ;душ.г;х пп основе, Моноьити 1 огибаются с протинопсложных сторон четырьмя попарно параллельными ког-лплексныки нитями З-б , иду11;И1Л 1 по утку и фик ::ируе - ыми от смещения в углублениях 7 мононитой
Электропроводники 2 выведены на
S наружную поверхность кабеля в виде ворсовых пегчель 8,8 ,,,-,., 8 и т.д. раз л и ч i о и в ы с о т ы , р а с п о л о ж е- и и ь; х на определенных расстояниях по длине кабеля. Указанные петли гГодогнуты к гтлоскости кабеля и прикреплены к нему строчными cTeK.aN-tK 9 в зоне моно.литной кромки 10,
Спосое) изготсвлеяия Ticafioro ленТОЧН.ОГО кабеля с петлевыми вынодами включает в себя выработку ленты 1л соде:эжащек по ширине h -е кс.1:ичсство кабелей, отделенных друг от друга разделительными по;кзсками 12, Бытягквание п -го кслнчества петель , разделение лекты на стдельнъ:е кабелг расплавлением разделительных полосок с одновременньгм оплaвдe;шe;v; и формованием их кромок, подг1:бку ггетель к плоскос ти кабеля и их закреплоние с;.ро-кь ми стеж-ками . термоп.:Та.стическ.Ю ( бот ку и стабилизацию
OiiepauiiH ПС вырабомкг ленты 11 , вытяжке петель 3„ 8;...., ь и CG разделению ка отдельп1.е кабели производятся на установке 15, подгиб ка пе:;ель и ку. закрепощение на плсскостк кабезтя но устгновке 14, а тер..
:кгя (Збработка iМОПлс с ги
vcTaHCBKe :5. :;ациБ :С НТО ч Mb и к а бел
IB
Ти аны
;е;-ия термс :е переп.п-;;е;ч. гллается
n.iiacT и чных монснитей
и элсктропрс. аодников 2, идущих гч с термо. ми нитями i- 5 пластичн лми комплекс;
1 ССНПВЬ F yiKa, причем мононит:момент фсрмирсвания и сляии :)н HOIK: полотна з;-акопеременпс: не из гибпю1ч;я за счет их бслыиото н;- ; яжени;; и упру гости к ссХраняюг своь нсйную форму до конца и - ii fР; чп.я , т.е. переплетение осуществляется за счет относительного удлинения попарно параллельных 3, 4 и 5, 6 ни тей утка, которые, огибая с двух сторон мононити основы и сдвигаясь относительно друг друга в паре на величину, равную диаметру электропр водника, образуют каналы в виде ромбов в которых располагаются про ,водники 2. Прокладывание уточных нитей про изводится в следующей последовательности (фиг, 3). Вначале прокладываются уточные нити 3 и 4, которые осуществляют застил электропроводников 2 с двух сторон о( и Ъ , а затем со сдвигом параллельно каждой из проложенных прокладываются уточные нити 5 и 6, застилаюпще электропроводники 2 с оставшихся .сторон с и d , после каждого прибоя уточных нитей последние занимают свободное место образуя вокруг электропроводников объемные ромбы со сторонами а , Ь С и d . Порядок прокладывания уточных нитей может быть изменен (фиг. 4) вначале прокладываются уточные нити 3 и 4,, параллельные между собой, со сдвигом на величину диаметра электропроводника, осуществляющие застил электропроводников 2 со сторон сх и с , а затем прокладываются параллельные уточные нити 5 и 6, застилающие электропроводники 2 с оставшихся сторон Ъ и d . Учитывая, что электропроводники 2 притягиваются парными уточными нитями к противоположным мононитям основы равными, но противоположно направленными силгми, электропроводники 2 в структуре кабеля остаются прямолинейными, т.е. знакопеременно не перегибаются и в тоже время они закреплены отрезками а, Ъ , с и d соответственных ут ков, причем,, чем больше усилие затяжки уточных нитей, тем лучше застил электропроводников и их защище ность от воздействия окружающей среды,. Усилие затяжки уточных нитей прямо пропорционально их относительному удлинению, возникающему в момент формирования структуры, т огибания мононитей 1 основы, поэтому, подбираяо диаметры мононитей 1 несколько больше диаметров электропроводников 2, последние могут быть зафиксированными со значительными усилиями. По мере выработки непрерывной ленты кабеля в определенных его местах из электропроводников 2 вытягиваются контактные элементы в ви де ворсовых петель 8, расположенных в плоскости, перпендикулярной плоскости кабеля, причем каждая последу щая петля 8, В,..., 8П вытягивается выше, чем предыдущая на соседнем электропроводнике на величину интервала между электропроводниками. Изложенное можно записать в виде формулы .,п высота вытяжки определяемой петли , высота петли на предыдущем электропроводнике; порядковый номер электропроводника ; i - интервал между электропроводниками предыдуашм и определяемым. В случае, когда интервалы между электропроводниками по всей ширине кабеля рйвны между собой, высота вытяжки петель определяется по формуле:Hf, -Ht i (hH) высота вытягиваемой петли ; h - порядковый номер электропроводника;Ь - высота петли на первом электропроводнике; t - интервал между злектропроводниками. Выработка ленточных кабелей g петлевыми выводами может производиться на одночелночном ткацком автомате 13 с большой заправочной шириной. Расчет заправки станка производится исходи из количества термопластичных мононитей 1 и неизолированных луженых электропроводников 2 основы, приходящихся на П-е количество кабелей, укладываемых на всю заправочную ширину станка с учетом разделительных полосок 12, величина которых колеблется от 1 до 1,5 мм и зависит от требуемой жесткости кромок кабеля, так как разделительные полоски являются материалом для их форлжрова кя.; .9 определенной кодированной точке ленты 11 из всех первый электропроБОДников каждого кабеля вытягивается и-е количество петель одной высоты, а затем на некоторо 5 расстоз-гнии 2 по длине кабелей от первых петель вытягивается п петель из вторых электропроводников, но по высоте отличающихся от петель на электропроводниках на величину t - интервала между первыми и вто-. рыми электропр®водниками, затем h - петель из третьих и т.д., причем по мере нарастания расстояния от разделительных полосок 12 высота петель из злектропроводников упеличивается до тех пор, пока не будет
вытянуто Р петель из последних по счету электропроводников по ширине кабеля.
На некотором расстоянии от опушк .б нарабатываемой ленты 11 установлен набор иихромовых ножей 17, к которым с двух сторон подведено напряженке. Ножи 17 расположены по всей ширине вырабатываемой ленты 11Е разделительных полосках 12 на расстояниях, определяемых шириной отдельных кабелей с учетом кромок 10. Температура разогрева ножей 17 определяется материалом уточных нитей 3-6, учитывая, что все уточные нити выполнены из полиэфирных волокон, например лавсана, температура разогрева ножей колеблется в пределах 280-300с. Ножи 17 (фиг. 9 и 10 J в зоне контакта с оплавляемой тканью имеют по сечению радиусные выемки переменного сечения 18, которые действуют как клин, разделяют и уплотняют оплавляемый материал не только уточных нитей, но и по одной основной термопластической мононити 1, расположенной по обе стороны ножа из разделительной полоски 12, За ножами 17 расплавленный материал застывая, образует с обеих сторон кабелей монолитные радиусные кром- ки 10.
После подгибки петель копиром 19 и прошивки на устройстве 20 кабель проходит в камеру 15 термопластической обработки, в которой под воздействием кратковременного подогрева основные мононити 1 по наружной поверхнйсти приводятся в пластическое состояние на глубине 0,05-0 ,08 м Учитывая, что переплетения в структуре кабелей осуществлены за счет изгиба нитей утка вокруг мононитей основы, а сами нити З-б при формовании ткани были предельно натянуты, на наружной поверхности монокитей образуются углубления 7 в виде сферических сегментов, в которые заходят нити утка, сним- я усилие ежлавсан,
температура ра-5Г)грева 180-200°С. Время разогрела -гакже определяется в зависимости от исходных материалов мснонитей 1 с:сяовы и их диаметра и гможет регулироватьс длиной зоныразогрева и скоростью перемещения в камере устанонкк 15. Из камеры разогрева устаиовки 15 кабели проходят в камеру стабилизации, в которой они охлаждаются. Имея в виду, что при термопластической обработке снимается только част усилия затяжки уточных нитей, т.е. компенсируется только 10% их упругого относительного удлинения, структ ра после стабилизации остается упругой г но уже с зафиксированными нитями утка в углублениях 7 мононитей 1, а в результате, подбирая чатяжение кабелей в зоне разогрева и стабилизации, легко добиваются сохранения выработанной точности размеров расположения петель по длине кабеля, так как при разогреве усилие натяжения кабелей ка пор51док ниже,- чем при отводе после в лработки .
Если при выработке кабеля используются изолированные электропроводники, то вместо термопластичных комплексных нитей утка могут применяться термопластичные . аналогичные мононитям основы.
Изобретение упрощает конс-.:рукцию кабеля и технологию кзготовления за счет вывода конзактны.х петел на его периферию без г;риг |енения операции сгибки и складывания, обеопе-гивает повьвиение точности и радежности,- а также снижение материалоемкости и повышение прои волительност и.
J 5
Ю

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тканей коммутационной платы | 1979 |
|
SU944487A1 |
| Автоматическая линия для изготовления тканых коммутационных плат | 1979 |
|
SU912031A1 |
| Тканая коммутационная плата и способ ее изготовления | 1981 |
|
SU1048976A1 |
| Коаксиальный кабель | 1987 |
|
SU1753494A1 |
| Тканый ленточный кабель | 1985 |
|
SU1504672A1 |
| Тканый ленточный кабель | 1986 |
|
SU1410107A1 |
| СПОСОБ ВЫРАБОТКИ БЕЗВОРСОВЫХ КОВРОВ | 2001 |
|
RU2197574C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТЫ РЕМНЯ БЕЗОПАСНОСТИ | 1995 |
|
RU2130519C1 |
| СПОСОБ ФОРМИРОВАНИЯ ТКАНИ НА ТКАЦКОМ СТАНКЕ | 2002 |
|
RU2213818C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРИКОТАЖНОГО ПОЛОТНА С ВОРСОМ | 2000 |
|
RU2160799C1 |
ТКАНЫЙ ЛЕНТОЧНЫЙ КАБЕЛЬ, содержащий переплетенные изоляционные комплексные нити утка и нити основы, электропроводники, размещенные между нитями основы и переплетенные нитями утка, и группы контактных выводов из электропроводников. « выполненных в виде ворсовых петель, отличающийся тем, что, с целью повышения надежности и технологичности, в качестве утка использованы нити из термопластичного материала, а в качестве основы - мононити из того же материала, при этом мононити, имеют выемки в местах соприкосновения с нитями утка, пары уточных нитей, соединяющих противоположные положения выемок на смежных мононитях, в местах геометрического скрещивания образуют ромбовидные каналы, в которых параллельно мононитям расположены электропроводники, при этом диаметр последних меньше, чем диаметр мононити, а ворсовые g петли подогнуты к плоскости кабеля (Л и выходят за пределы кромки на одинаковую величину. / 
2 I 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Тканый кабель | 1972 |
|
SU647747A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Сигнализатор включения передач ступенчатой коробки передач с зубчатыми муфтами транспортного средства | 1982 |
|
SU1082641A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
