того пара, с щелевыми пазами со сто роны тканой ленты.
5. Линия по .п. 1, о т л и ч а rant а я с я тем, что устройство для формования в тканой ленте отверстий выполнено ввцце закрепленных на траверсе формователей с осевыми каналами.
6. Линия по пп. 1-4, отличающаяся тем, что валки механизма отвода тканой.лентЫ, зажимные подакхцие и поджимающие валки выполнены с кольцевыми канав ками на их цилиндрической .поверхности.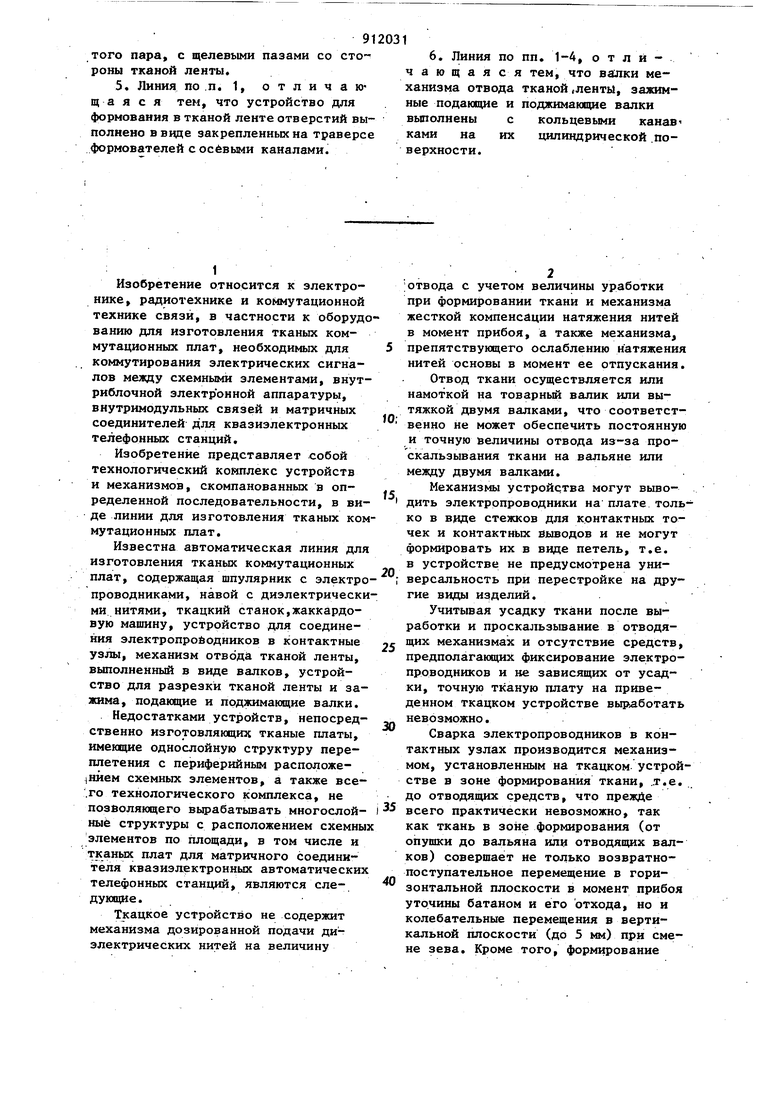
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тканей коммутационной платы | 1979 |
|
SU944487A1 |
| Установка для изготовления технической ткани | 1977 |
|
SU705017A1 |
| Тканый ленточный кабель | 1980 |
|
SU1069005A1 |
| ТОВАРНЫЙ РЕГУЛЯТОР БЕСЧЕЛНОЧНОГО ТКАЦКОГО СТАНКА | 1994 |
|
RU2083738C1 |
| Тканая коммутационная плата и способ ее изготовления | 1981 |
|
SU1048976A1 |
| Установка для изготовления изделий из ленты | 1981 |
|
SU1178556A1 |
| Круглый ткацкий станок | 1926 |
|
SU8400A1 |
| ТКАЦКИЙ СТАНОК | 1930 |
|
SU23889A1 |
| Батаннай механизм ткацкого станка для выработки махровых тканей | 1980 |
|
SU1025334A3 |
| Машина для выработки вязано-тканого полотна | 1980 |
|
SU981483A1 |
1. АВТОМАТИЧЕСКАЯ ЖНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТКАНЫХ КОММУТАЦИОННЫХ 1ШАТ, содержащая шпулярник с электропроводниками и термопластическими мононитями, навой с диэлектрическими нитями, ткацкий станок, жаккардовую машину, устройство для соединения электропроводников в контактные узлы, механизм отвода тканой ленты, вьшолненный в виде валков, устройство для разрезки тканой ленты, зажимные подающие и поджимающие валки, соединенные с приводом, о тличающаяся тем, что, с целью повышения точности изготовления тканых коммутационных плат и расширения функциональных возможностей, линия снабжена камерой промывки и термофиксации геометрических размеров тканых коммутационных штат, установленной между устройством для соединения электропроводников в контактные узлы и устройством для разрезки тканой ленты, и устройством для формования в плате сквозных отверстий, причем ткацкий станок снабжен механизмом дозированной поддачи и натяжения термопластических мононитей и механизмом петлеобразования, размещенным в жестко закрепленном на берде батане, а механизм отвода тканой ленты выполнен в.виде неподвижного зубчатого зажима и под. вижного стола, снабженного зубчатыми плашками, установленными с.возможностью их отвода от тканой ленты, при этом устройство соединения ..электропроводников в контактные узлы расположено за механизмом отвода тканой ленты и снабжено механизмом подвода тканой ленты. 2.Линия по п. 1, отличающаяся тем, что механизм дозированной подачи и.натяжения термоплас-. 9 тических мононитей выполнен в виде четьфех валков, три из которых поджаты один к другому, и рычага, установленного на оси среднего из трех поджатых один к другому валков с § возможностью качательного движения, причем на свободном конце рычага ус- ;о тановлен четвертый из валков, а крайние иэ трех валков установлены N9 свободно около среднего валка и один о из них поджат наклонной планкой. 00 3.Линия rto п. 1, отличающаяся тем, что механизм петлеобразования ткацкого станка выполнен в виде размещенных между зубьями берда ползунов, установленных с возможностью возвратно-поступательного перемещения, и подвижной рамки, установленной на батане. 4.Линия по п. 1, отличающаяся тем, ч1о камера промьшки и термофиксации геометрических размеров плат вьшолнена в виде герметичного термоизолированного корпуса для теплоносителя, например перегре
1
Изобретение относится к электронике, радиотехнике и коммутационной технике связи, в частности к оборудованию для изготовления тканых коммутационных плат, необходимых для коммутирования электрических сигналов мелиу схемными элементами, внутриблочной электронной аппаратуры, внутримодульных связей и матричных соединителей для квазиэлектронных телефонных станций.
Изобретение представляет собой технологический комплекс устройств и механизмов, скомпанованнык в определенной последовательности, в виде линии для изготовления тканых коммутационных плат.
Известна автоматическая линия для изготовления тканых коммутационных плат, содержащая шпулярник с электропроводниками, навой с диэлектрическими нитями, ткацкий станок,жаккардовую машину, устройство для соединения электропройодников в контактные узлы, механизм отвода тканой ленты, выполненный в виде валков, устройство для разрезки тканой ленты и зажима, подающие и поджимающие валки.
Недостатками устройств, непосредственно изготовляющих тканые платы, имеющие однослойную структуру переплетения с периферийным расположе1нием схемных элементов, а также всего технологического комплекса, не позволяющего вырабатьшать многослойныё структуры с расположением схемны элементов по площади, в том числе и тканых плат для матричного соединителя квазиэлектронных автоматических телефонных станций, являются следующие.
Ткацкое устройство не содержит механизма дозированной подачи диэлектрических нитей на величину
; отвода с учетом величины уработки при формировании ткани и механизма жесткой компенсации натяжения нитей в момент прибоя, а также механизма, препятствующего ослаблению натяжения нитей основы в момент ее отпускания.
Отвод ткани осуществляется или намоткой на товарный валик или вытяжкой двумя валками, что соответственно не может обеспечить постоянную и точную величины отвода из-за проскальзывания ткани на вальяне или между двумя валками.
Механизмы устройства могут выводить электропроводники на плате, только в виде стежков для контактных точек и контактньпс выводов и не могут формировать их в виде петель, т.е. в устройстве не предусмотрена универсальность при перестройке на другие виды изделий.
Учитывая усадку ткани после выработки и проскальзывание в отводящих механизмах и отсутствие средств, предполагающих фиксирование электропроводников и не зависящих от усадки, точную тканую плату на приведенном ткацком устройстве выработать невозможно.
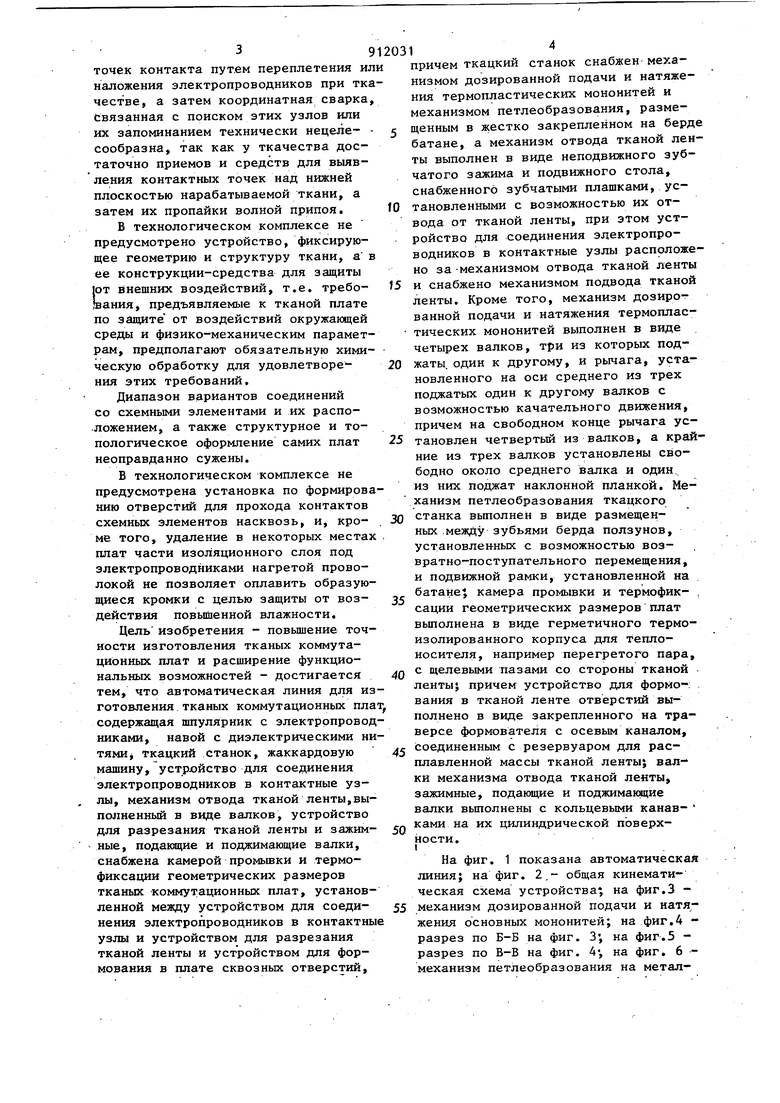
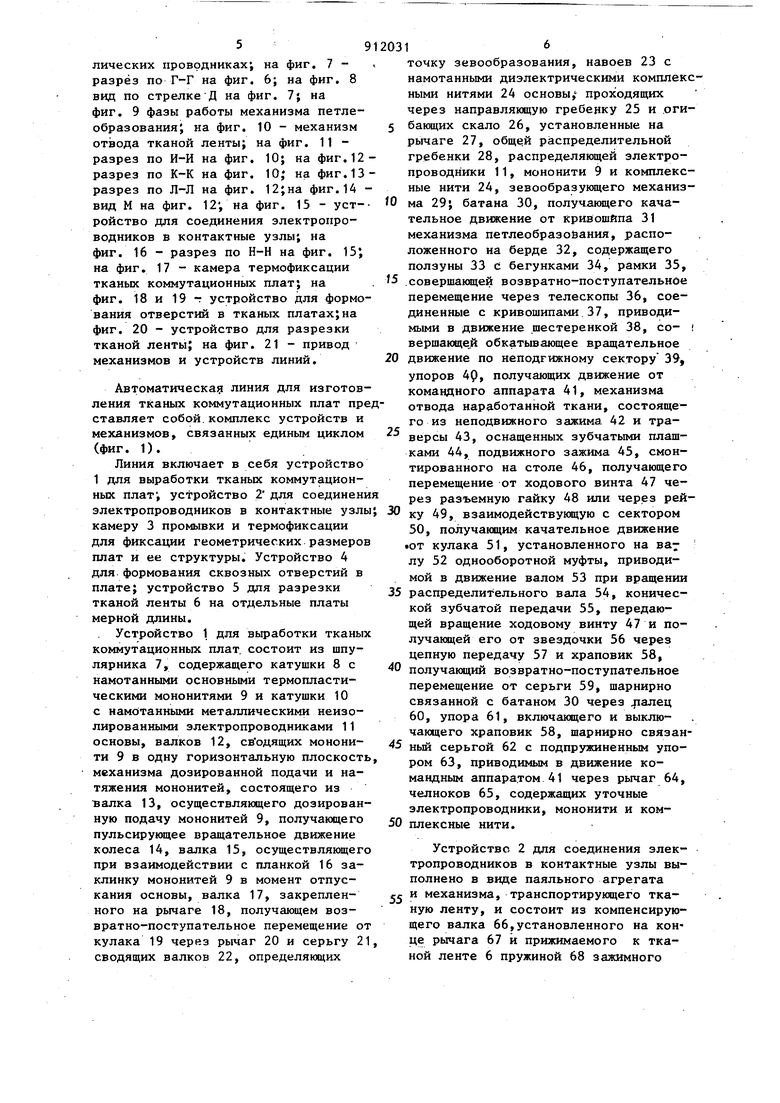
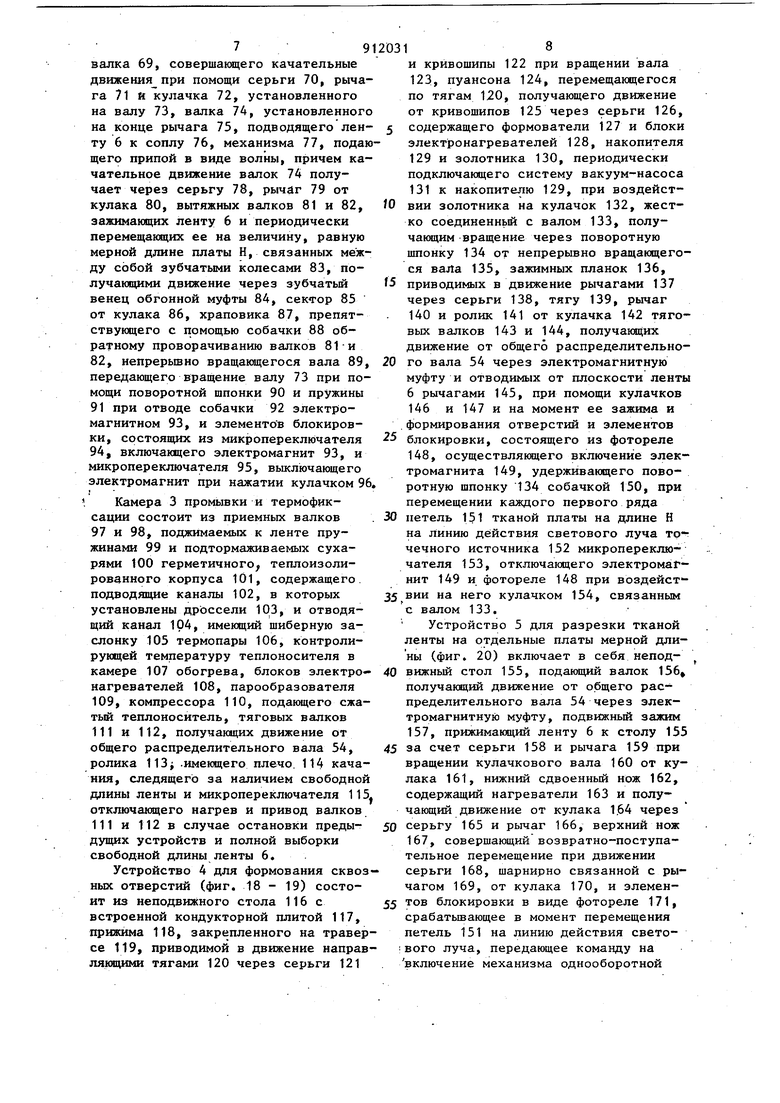
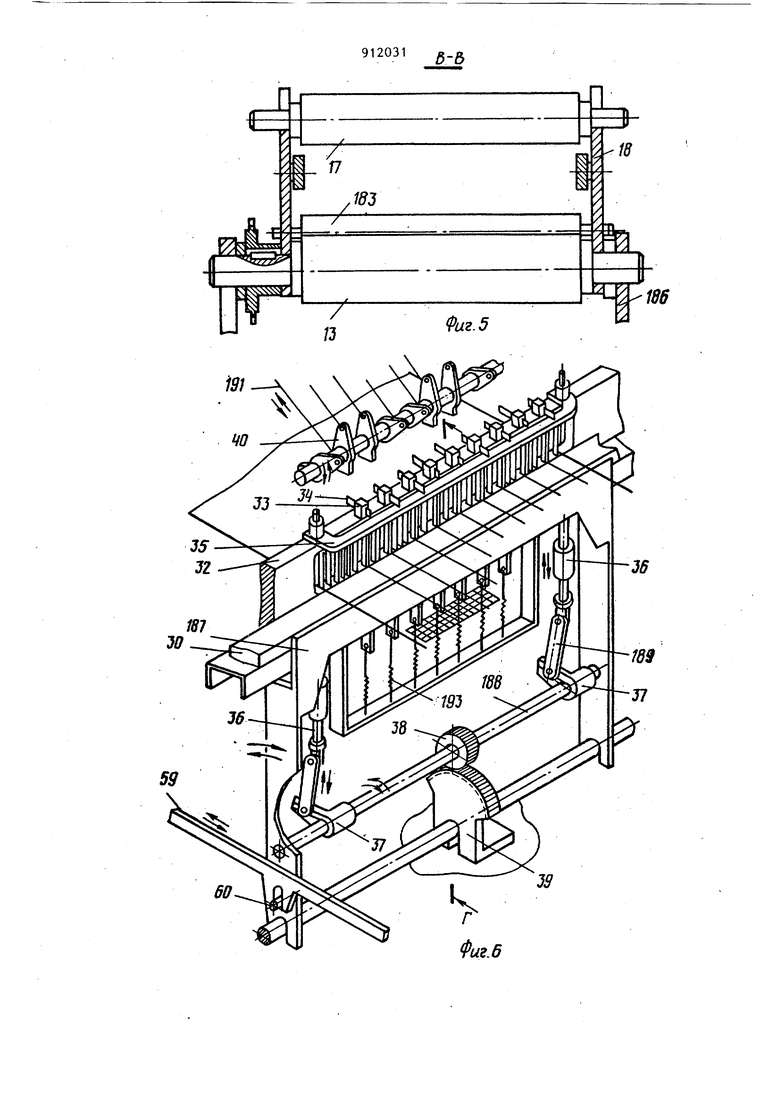
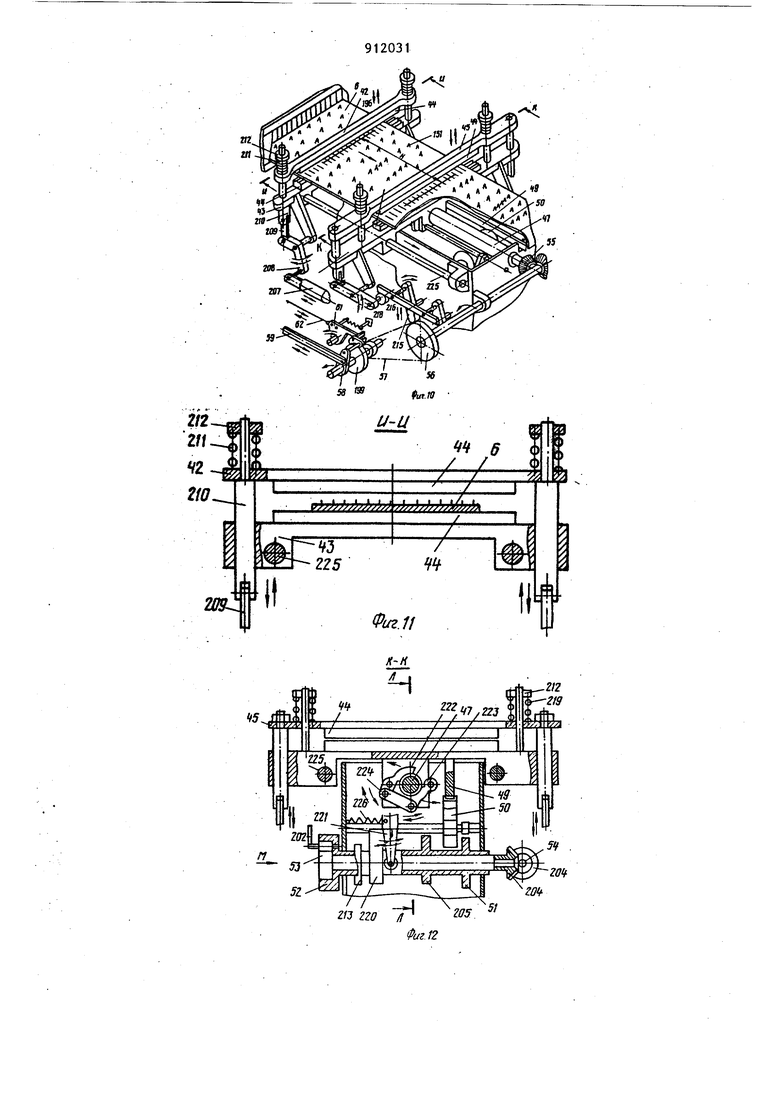
Сварка электропроводников в контактных узлах производится механизмом, установленным на ткацком устройстве в зоне формирования ткани, .т.е. до отводящих средств, что прежДе всего практически невозможно, так как ткань в зоне формирования (от опушки до вальяна или отводящих валков) совершает не только возвратнопоступательное перемещение в горизонтальной плоскости в момент прибоя уточины батаном и его отхода, но и колебательные перемещения в вертикальной плоскости (до 5 мм) при смене зева. Кроме того, формирование 3 точек контакта пут.ем переплетения и наложения электропроводников при тк честве, а затем координатная сварка связанная с поиском этих узлов или их запоминанием технически нецеле сообразна, так как у ткачества достаточно приемов и средств для выявления контактных точек над нижней плоскостью нарабатываемой ткани, а затем их пропайки волной припоя. В технологическом комплексе не предусмотрено устройство, фиксирующее геометрию и структуру ткани, а ее конструкции-средства для защиты JOT внешних воздействий, т.е. требо вания, предъявляемые к тканой плате по защите от воздействий окружающей среды и физико-механическим парамет рам, предполагают обязательную хими ческую обработку для удовлетворения этих требований. Диапазон вариантов соединений со схемными элементами и их расположением, а также структурное и топологическое оформление самих плат неоправданно сужены. В технологическом комплексе не предусмотрена установка по формиров нию отверстий для прохода контактов схемных элементов насквозь, и, кроме того, удаление в некоторых места плат части изоляционного слоя под электропроводниками нагретой проволокой не позволяет оплавить образую щиеся кромки с целью защиты от воздействия повышенной влажности. Цель изобретения - повьшение точ ности изготовления тканых коммутационных плат и расширение функциональных возможностей - достигается тем, что автоматическая линия для из готовления тканых коммутационных пла содержащая шпулярник с электррпровод никами, навой с диэлектрическими ни тями j ткацкий станок, жаккардовую машину, устройство для соединения электропроводников в контактные узлы, механизм отвода тканой ленты,выполненный в виде валков, устройство для разрезания тканой ленты и зажимные, подающие и поджимающие валки, снабжена камерой промывки и .термофиксации геометрических размеров Тканых коммутационных плат, установленной между устройством для соединения электропроводников в контактны узлы и устройством для разрезания тканой ленты и устройством для формования в плате сквозных отверстий. 1 причем ткацкий станок снабжен механизмом дозированной подачи и натяжения термопластических мононитей и механизмом петлеобразования, размещенным в жестко закрепленном на берде батане, а механизм отвода тканой ленты выполнен в виде неподвижного зубчатого зажима и подвижного стола, снабженного зубчатыми плашками, установленными с возможностью их отвода от тканой ленты, при этом устройство для соединения эдектропроводников в контактные узлы расположено за-механизмом отвода тканой ленты и снабжено механизмом подвода тканой ленты. Кроме того, механизм дозированной подачи и натяжения термопластических мононитей выполнен в виде . четырех валков, три из которых поджаты, один к другому, и рычага, установленного на оси среднего из трех поджатых один к другому валков с возможностью качательного движения, причем на свободном конце рычага установлен четвертый из валков, а крайние из трех валков установлены овободно около среднего валка и один, из них поджат наклонной планкой. Механизм петлеобразования ткацкого станка выполнен в виде размещенных .между зубьями берда ползунов, установленных с возможностью возвратно-поступательного перемещения, и подвижной рамки, установленной на батане камера промывки и термофик- . сации геометрических размеров плат выполнена в виде герметичного термо- изолированного корпуса для теплоносителя, например перегретого пара, с щелевыми пазами со стороны тканой ленты; причем устройство для формо-: вания в тканой ленте отверстий выполнено в виде закрепленного на траверсе формователя с осевым каналом, соединенным с резервуаром для расплавленной массы тканой ленты; валки механизма отвода тканой ле«ты, зажимные, подающие и поджимающие валки вьтолнены с кольцевыми канав- ками на их цилиндрической поверхности. На фиг. 1 показана автоматическая линия; на фиг. 2,- общая кинематическая схема устройства; на фиг.З механизм дозированной подачи и натяжения основных мононитей; на фиг.4 разрез по Б-Б на фиг. 3; на фиг.5 разрез по В-Б на фиг. 4-, на фиг. 6 механизм петлеобразования на метал- 5 лических проводниках; на фиг. 7 разрез по Г-Г на фиг. 6; на фиг. 8 вид по стрелке Д на фиг. 7; на фиг. 9 фазы работы механизма петлеобразования; на фиг. 10 - механизм отвода тканой ленты; на фиг. 11 разрез по И-И на фиг. 10; на фиг. 12 разрез по К-К на фиг. lOj на фиг.13 разрез по Л-Л на фиг. 12;на фиг.14 вид М на фиг. 12; на фиг. 15 - устройство для соединения электропроводников в контактные узлы; на фиг. 16 - разрез по Н-Н на фиг. 15; на фиг. 17 - камера термофиксации тканых коммутационных плат; на фиг. 18 и 19 т устройство для формо вания отверстий в тканых платах;на фиг. 20 - устройство для разрезки тканой ленты; на фиг. 21 - привод механизмов и устройств линий. Автоматическая линия для изготов ления тканых коммутационных плат пр ставляет собой, комплекс устройств и механизмов, связанных единым циклом (фиг. 1). Линия включает в себя устройство 1 для выработки тканых коммутационных плат; устройство 2 для соединен электропроводников в контактные узл камеру 3 промывки и термофиксации для фиксации геометрических размеро плат и ее структуры. Устройство 4 для формования сквозных отверстий в плате; устройство 5 дпя разрезки тканой ленты 6 на отдельные платы мерной длины. Устройство 1 для вьфаботки тканы коммутационных плат, состоит из шпулярника 7, содержащего катушки 8 с намотанными основными термопластическими мононитями 9 и катушки 10 с намотанными металлическими неизолированными электропроводниками 11 основы, валков 12, сводящих мононити 9 в одну горизонтальную плоскост механизма дозированной подачи и натяжения мононитей, состоящего из валка 13, осуществляющего дозирован ную подачу мононитей 9, получающего пульсирующее вращательное движение колеса 14, валка 15, осуществлякнцег при взаимодействии с планкой 16 заклинку мононитей 9 в момент отпускания основы, валка 17, закрепленного на рычаге 18, получающем возвратно-поступательное перемещение о кулака 19 через рычаг 20 и серьгу 2 сводящих валков 22, определяющих 6 точку зевообразования, навоев 23 с намотанными диэлектрическими комплексными нитями 24 основы, проходящих через направляющую гребенку 25 и огибающих скало 26, установленные на рычаге 27, общей распределительной гребенки 28, распределяющей злектропроводники 11, мононити 9 и комплексные нити 24, зевообразуницего механизма 29; батана 30, получающего качательное движение от кривошипа 31 механизма петлеобразования, расположенного на берде 32, содержащего ползуны 33 с бегунками 34, рамки 35, .совершаклцей возвратно-поступательное перемещение через телескопы 36, соединенные с кривошипами.37, приводимыми в движение шестеренкой 38, со- i вершающе й обкатьшающее вращательное движение по неподгижному сектору 39, упоров 49, получающих движение от командного аппарата 41, механизма отвода наработанной ткани, состоящего из неподвижного зажима 42 и траверсы 43, оснащенных зубчатыми плашками 44, подвижного зажима 45, смонтированного на столе 46, получающего перемещение от ходового винта 47 через разъемную гайку 48 или через рейку 49, взаимодействукядую с сектором 50, получающим качательное движение от кулака 51, установленного на ва7 лу 52 однооборотной муфты, приводимой в движение валом 53 при вращении распределительного вала 54, конической зубчатой передачи 55, передающей вращение ходовому винту 47 и получающей его от звездочки 56 через цепную передачу 57 и храповик 58, получающий возвратно-поступательное перемещение от серьги 59, шарнирно связанной с батаном 30 через элец 60, упора 61, включающего и выключающего храповик 58, шарнирно связанный серьгой 62 с подпружиненным упором 63, приводимым в движение командным аппара.том 41 через рычаг 64, челноков 65, содержащих уточные электропроводники, мононити и комплексные нити. Устройство 2 для соединения электропроводников в контактные узлы выполнено в виде паяльного агрегата и механизма, транспортирующего тканую ленту, и состоит из компенсирующего валка 66,установленного на конце рычага 67 и прижимаемого к тканой ленте 6 пружиной 68 зажимного
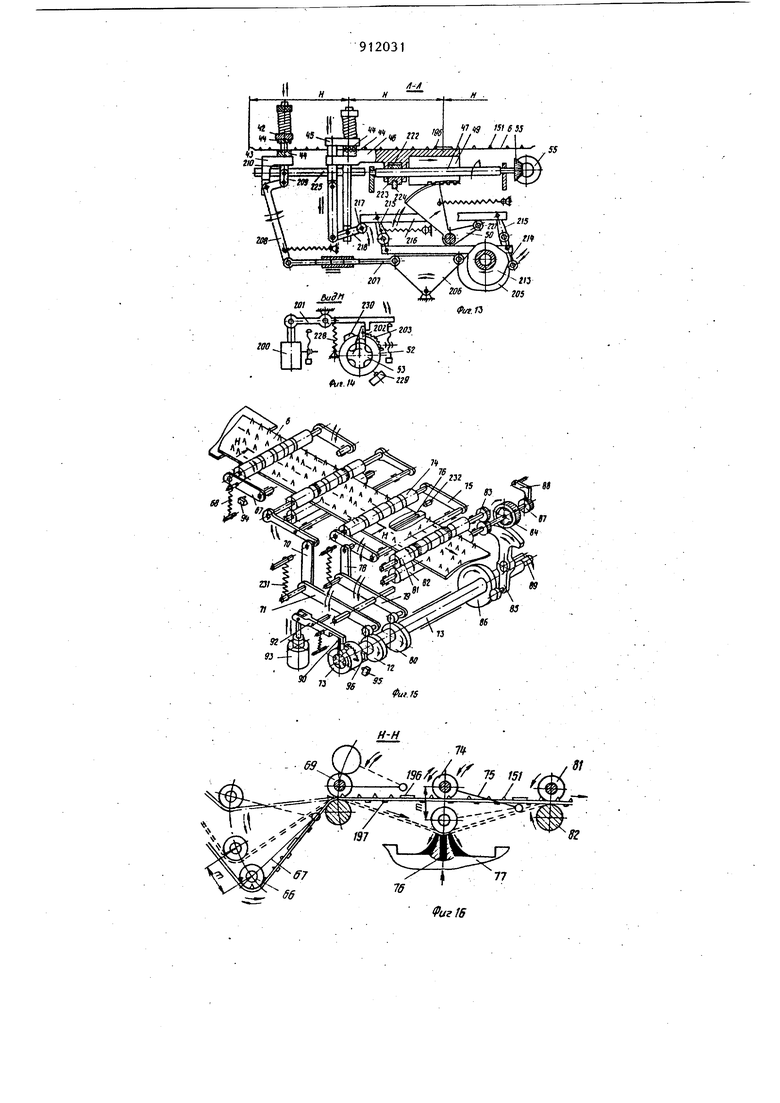
валка 69, совершакяцего качательные движения при помощи серьги 70, рычага 71 и кулачка 72, установленного на валу 73, валка 74, установленного на конце рычага 75, подводящего ленту 6 к соплу 76, механизма 77, подающего припой в виде волны, причем качательное движение валок 74 получает через серьгу 78, рычаг 79 от кулака 80, вытяжных валков 81 и 82, зажимающих ленту 6 и периодически перемещающих ее на величину, равную мерной длине платы Н, связанных между собой зубчатыми колесами 83, поучающими движение через зубчатый венец обгонной муфты 84, сектор 85 от кулака 86, храповика 87, препятствующего с помощью собачки 88 обратному проворачиванию валков 81-и 82, непрерьшно вращающегося вала 89, передающего вращение валу 73 при помощи поворотной шпонки 90 и пружины 91 при отводе собачки 92 электромагнитном 93, и злементов блокировки, состоящих из микропереключателя 94, включающего электромагнит 93, и икропереключателя 95, выключающего лектромагнит при нажатии кулачком 96,
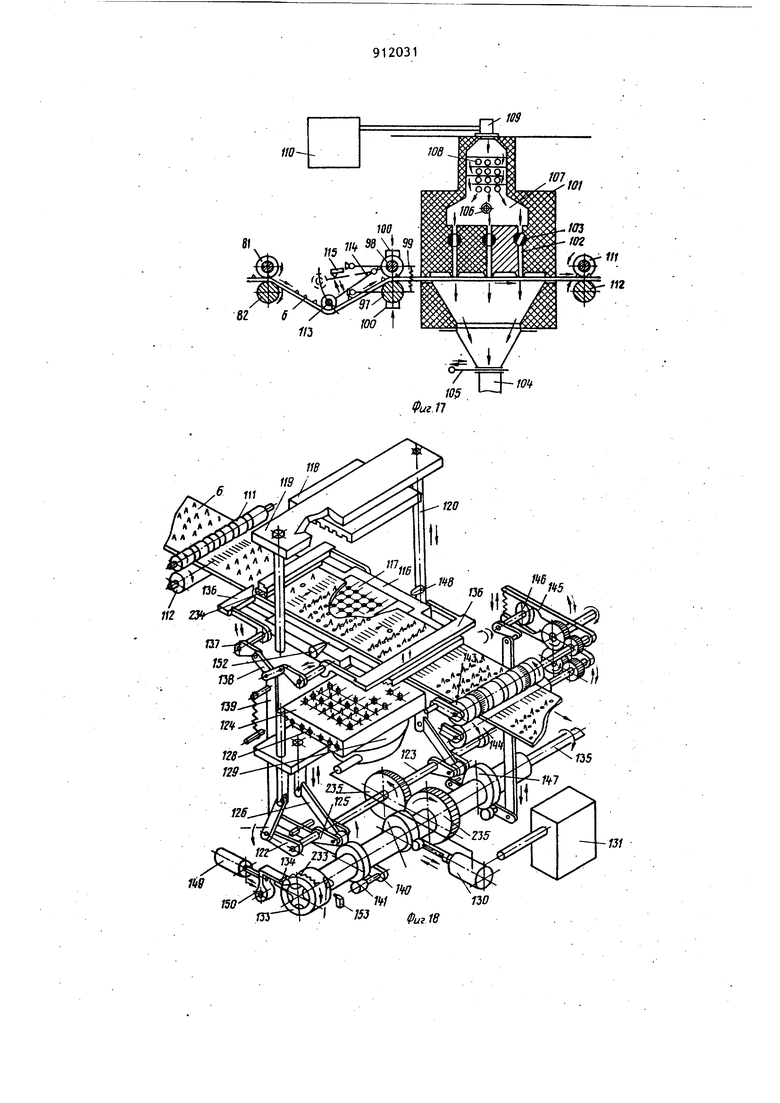
Камера 3 промывки и термофиксации состоит из приемных валков 97 и 98, поджимаемых к ленте пружинами 99 и подтормаживаемых сухарями 100 герметичного теплоизолированного корпуса I0l, содержащего. подводящие каналы 102, в которых установлены дроссели 103, и отводящий канал 104, имеющий щиберную заслонку 105 термопары 106, контролирующей температуру теплоносителя в камере 107 обогрева, блоков электронагревателей 108, парообразователя 109, компрессора 110, подающего сжатьй теплоноситель, тяговых валков 111 и 112, получающих движение от общего распределительного вала 54, ролика 113 .имеющего плечо. 114 качания, следящего за наличием свободной длины ленты и микропереключателя 115. отключаклцего нагрев и привод валков 111 и 112 в случае остановки предыдущих устройств и полной выборки свободной длины ленты 6.
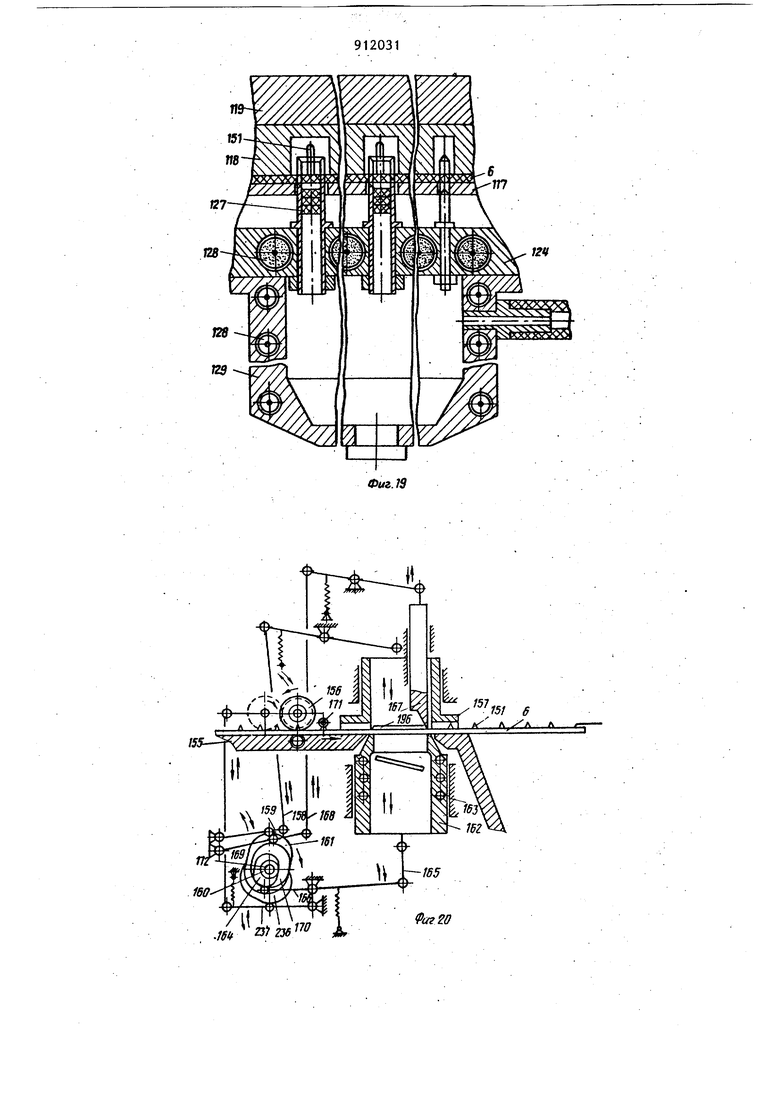
Устройство 4 для формования сквозных отверстий (фиг. 18 - 19) состоит из неподвижного стола 116 с встроенной кондукторной плитой 117, прижима 118, закрепленного на траверсе 119, приводимой в движение направлякицими тягами 120 через серьги 121
и кривощипы 122 при вращении вала 123, пуансона 124, перемещающегося по тягам 120, получающего движение от кривошипов 125 через серьги 126,
содержащего формователи 127 и блоки электронагревателей 128, накопителя 129 и золотника 130, периодически подключающего систему вакуум-насоса 131 к накопителю 129, при воздейстВИИ золотника на кулачок 132, жестко соединенньй с валом 133, получающим вращение через поворотную шпонку 134 от непрерывно вращающегося вала 135, зажимных планок 136,
приводимых в движение рычагами 137 через серьги 138, тягу 139, рычаг 140 и ролик 141 от кулачка 142 тяговых валков 143 и 144, получающих движение от общего распределительного вала 54 через электромагнитную муфту и отводимых от плоскости ленты 6 рычагами 145, при помощи кулачков 146 и 147 и на момент ее зажима и .формирования отверстий и элементов
блокировки, состоящего из фотореле 148, осуществляющего включение электромагнита 149, удерживающего поворотную шпонку 134 собачкой 150, при перемещении каждого первого ряда
петель 151 тканой платы на длине Н на линию действия светового луча точечного источника 152 микропереключателя 153, отключающего электромагнит 149 и фотореле 148 при воздейст.ВИИ на него кулачком 154, связанным с валом 133.
Устройство 5 для разрезки тканой ленты на отдельные платы мерной длины (фиг, 20) включает в себя непод-
вижный стол 155, подающий валок 156 получающий движение от общего распределительного вала 54 через электромагнитную муфту, подвижный зажим 157, прижимающий ленту 6 к столу 155
за счет серьги 158 и рычага 159 при вращении кулачкового вала 160 от кулака 161, нижний сдвоенный нож 162, содержащий нагреватели 163 и получающий движение от кулака 164 через
серьгу 165 и рычаг 166, верхний нож 167, совершающий возвратно-поступательное перемещение при движении серьги 168, шарнирно связанной с рычагом 169, от кулака 170, и элементов блокировки в виде фотореле 171, срабатьшающее в момент перемещения петель 151 на линию действия светового луча, передающее команду на включение механизма однооборотной
муфты, соединякщей и разъединяющей неподвижный кулачковый вал 160 с валом 172, непрерьшно получающим движение от общего распределительного вала 54 через коническую передачу.
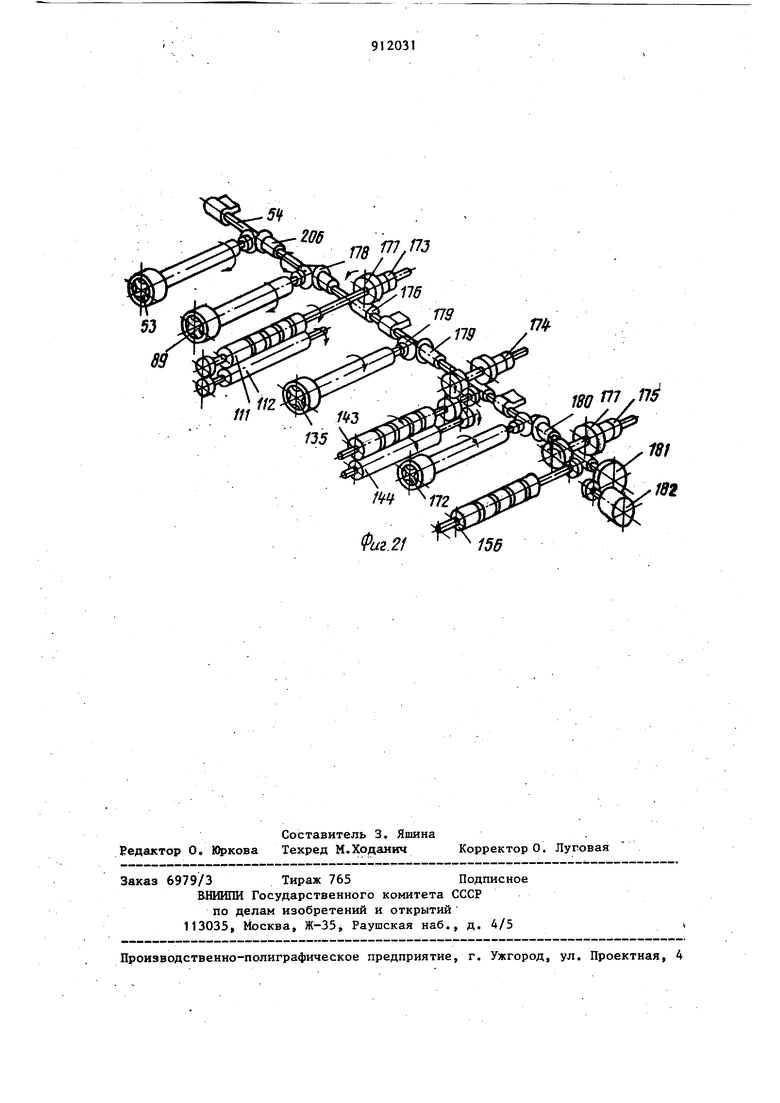
Привод (фиг. 21) состоит из общего распределительного вала 54, электромагнитных муфт 173 - 175, передающих движение от вала к тяговым валкам механизмов через червячные пары. 176 и 177, конических зубчатых передач 178, 179 и 180, передающих вращение валам 53, 89, 135 и 172, обеспечивающим функционирование отдельных органов и звеньев механизмов за счет выполнения ими приводных функций однооборотных муфт, редуктора 181 и электродвигателя. 182.
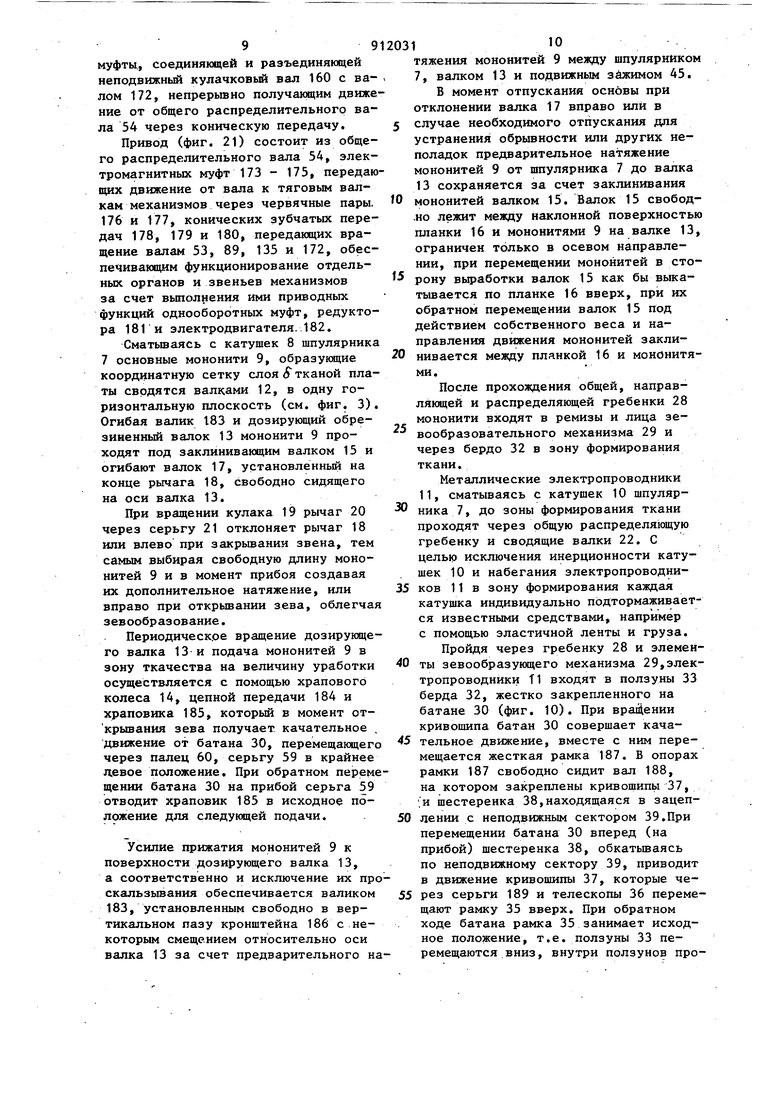
Сматьшаясь с катушек 8 шпулярника 7 основные мононити 9, обраэукяцие координатную сетку слоя тканой платы сводятся валками 12, в одну горизонтальную плоскость (см. фиг. 3). Огибая валик 183 и дозирующий обрезиненный валок 13 мононити 9 проходят под заклинивающим валком 15 и огибают валок 17, установленный на конце рычага 18, свободно сидящего на оси валка 13.
При вращении кулака 19 рычаг 20 через серьгу 21 отклоняет рычаг 18 или влево при закрьшании звена, тем самым выбирая свободную длину мононитей 9 и в момент прибоя создавая их дополнительное натяжение, или вправо при открывании зева, облегчая зевообразование.
Периодическое вращение дозирующего валка 13 и подача мононитей 9 в зону ткачества на величину уработки осуществляется с помощью храпового колеса 14, цепной передачи 184 и храповика 185, который в момент открьшания зева получает качательное движение от батана 30, перемещакщего через палец 60, серьгу 59 в крайнее левое положение. При обратном перемещении батана 30 на прибой серьга 59 отводит храповик 185 в исходное положение для следунщей подачи.
Усилие прижатия мононитей 9 к поверхности дозирующего валка 13, а соответственно и исключение их проскальзывания обеспечивается валиком 183, установленным свободно в вертикальном пазу кронштейна 186 с некоторым смещением относительно оси валка 13 за счет предварительного натяжения мононитей 9 между шпулярником 7, валком 13 и подвижным зажимом 45.
В момент отпускания основы при отклонении валка 17 вправо или в
случае необходимого отпускания для устранения обрывности или других неполадок предварительное натяжение мононитей 9 от шпулярника 7 до валка 13 сохраняется за счет заклинивания
мононитей валком 15. Валок 15 свободно лежит между наклонной поверхностью планки 16 и мононитями 9 на валке 13, ограничен только в осевом направлении, при перемещении мононитей в сторону выработки валок 15 как бы выкатьшается по планке 16 вверх, при их обратном перемещении валок 15 под действием собственного веса и направления движения мононитей заклинивается между планкой 16 и мононитями.
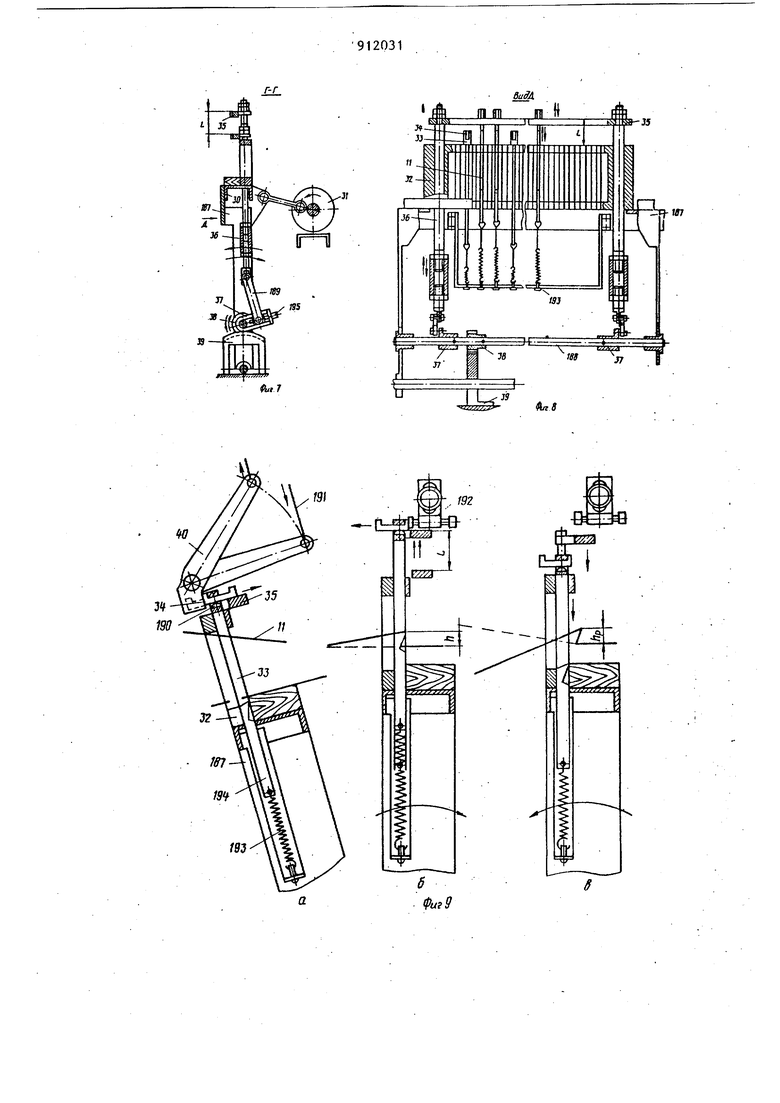
После прохождения общей, направляющей и распределяющей гребенки 28 мононити входят в ремизы и лица зевообразовательного механизма 29 и
через бердо 32 в зону формирования ткани.
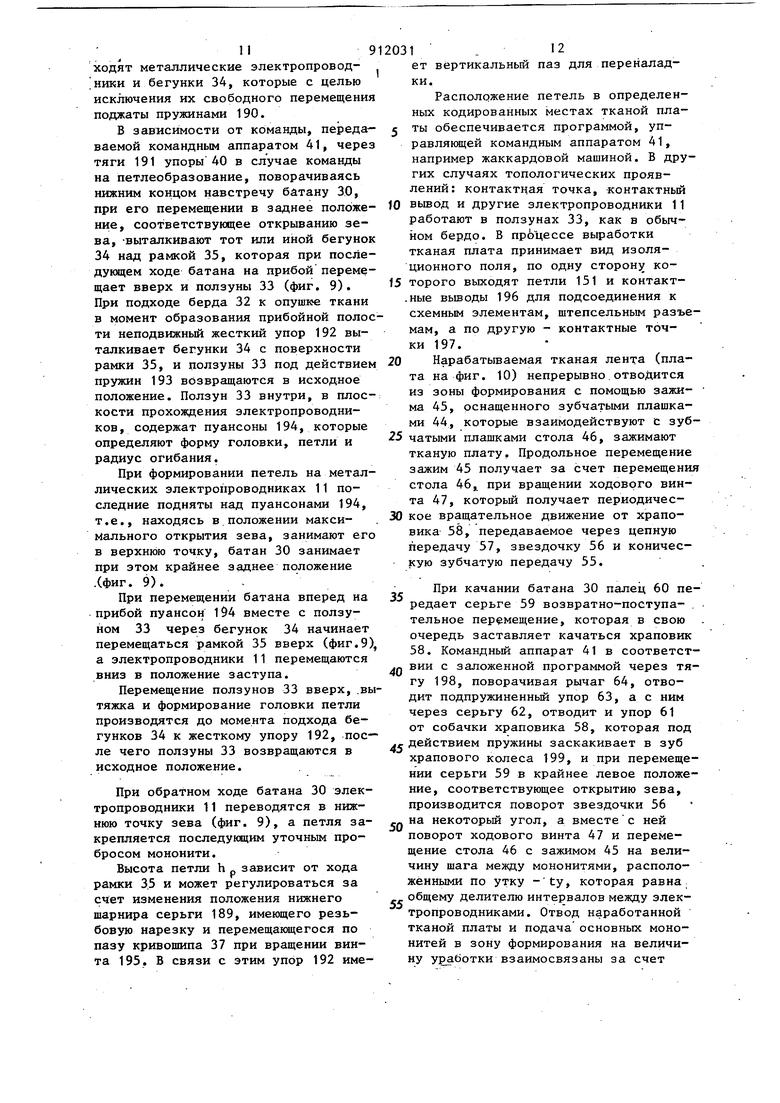
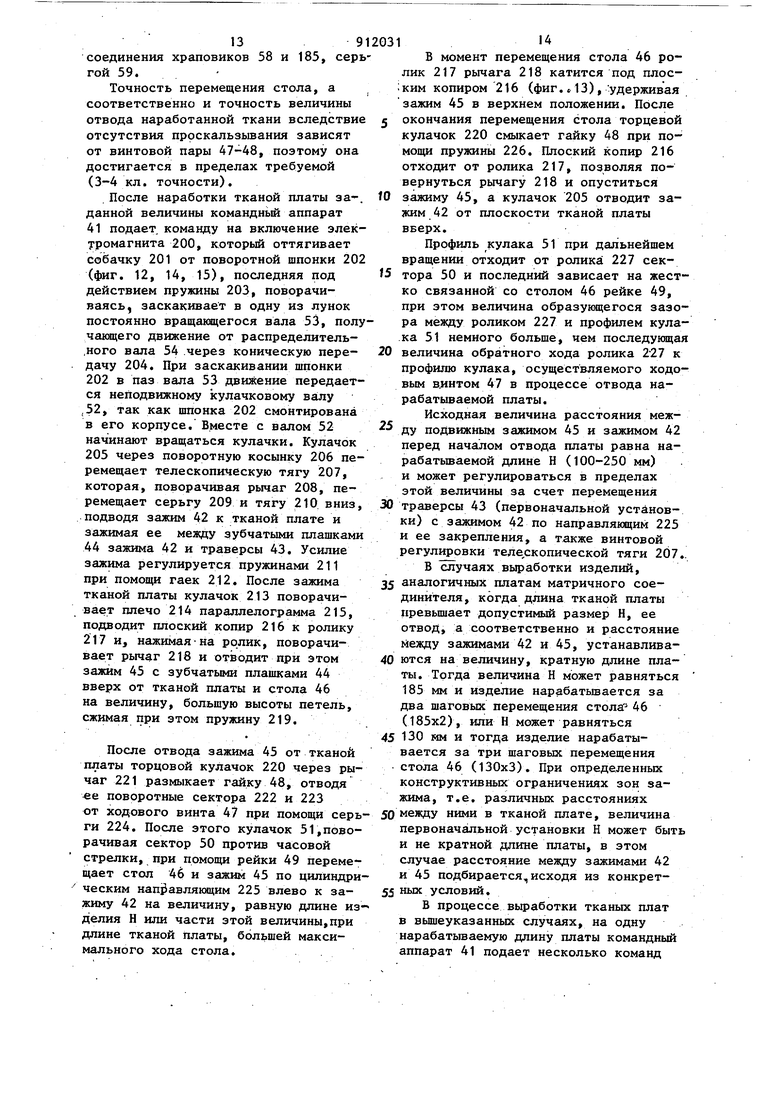
Металлические электропроводники 11, сматываясь с катушек 10 шпулярника 7, до зоны формирования ткани проходят через общую распределяющую гребенку и сводящие валки 22. С целыр исключения инерционности катушек 10 и набегания электропроводников 11 в зону формирования каждая катушка индивидуально подтормаживается известными средствами, например с помощью эластичной ленты и груза. Пройдя через гребенку 28 и элементы зевообразующего механизма 29,электропроводники Т1 входят в ползуны 33 берда 32, жестко закрепленного на батане 30 (фиг. 10). При врап1ении кривошипа батан 30 совершает качательное движение, вместе с ним перемещается жесткая рамка 187. В опорах рамки 187 свободно сидит вал 188, на котором закреплены кривошипы 37, .и шестеренка 38,находящаяся в зацеплении с неподвижным сектором 39.При перемещении батана 30 вперед (на прибой) шестеренка 38, обкатьтаясь по неподвижному сектору 39, приводит в движение кривошипы 37, которые через серьги 189 и телескопы 36 перемещают рамку 35 вверх. При обратном ходе батана рамка 35 занимает исходное положение, т.е. ползуны 33 перемещаются вниз, внутри ползунов проходят металлические электропроводники и бегунки 34, которые с целью исключения их свободного перемещени поджаты пружинами 190. В зависимости от команды, передаваемой командным аппаратом 41, чере тяги 191 упоры 40 в случае команды на петлеобразование, поворачиваясь нижним концом навстречу бйтану 30, при его перемещении в заднее положе ние, соответствующее открыванию зева, -выталкивают тот или иной бегуно 34 над рамкой 35, которая при после дующем ходе батана на прибой переме щает вверх и ползуны 33 (фиг, 9). При подходе берда 32 к опушке ткани в момент образования прибойной поло ти неподвижный жесткий упор 192 выталкивает бегунки 34 с поверхности рамки 35, и ползуны 33 под действием пружин 193 возвращаются в исходное положение. Ползун 33 внутри, в плос кости прохождения электропроводников, содержат пуансоны 194, которые определяют форму головки, петли и радиус огибания. При формировании петель на металлических электропроводниках 11 последние подняты над пуансонами 194, т.е., находясь в.положении максимального открытия зева, занимают его в верхнюю точку, батан 30 занимает при этом крайнее заднее положение .(фиг. 9). При перемещении батана вперед на прибой пуансон 194 вместе с ползуном 33 через бегунок 34 начинает перемещаться рамкой 35 вверх (фиг.9) а электропроводники 11 перемещаются вниз в положение заступа. Перемещение ползунов 33 вверх, .вы тяжка и формирование головки петли производятся до момента подхода бегунков 34 к жесткому упору 192, после чего ползуны 33 возвращаются в исходное положение. При обратном ходе батана 30 электропроводники 11 переводятся в нижнюю точку зева (фиг. 9), а петля закрепляется последующим уточным пробросом мононити. Высота петли h „ зависит от хода рамки 3.5 и может регулироваться за счет изменения положения нижнего шарнира серьги 189, имеющего резьбовую нарезку и перемещакицегося по пазу кривошипа 37 при вращении винта 195. В связи с этим упор 192 имеет вертикальный паз для переналадки. Расположение петель в определенных кодированных местах тканой платы обеспечивается программой, управлякщей командным аппаратом 41, например жаккардовой машиной. В других случаях топологических проявлений: контактная точка, контактный вьшод и другие электропроводники 11 работают в ползунах 33, как в обычном бердо. В прсЬцессе вьфаботки тканая плата принимает вид изоляционного поля, по одну сторону которого выходят петли 151 и контакт.ные вьшоды 196 для подсоединения к схемным элементам, штепсельным разъемам, а по другую - контактные точки 197. Нарабатываемая тканая лента (плата на фиг. 10) непрерывно.отводится из зоны формирования с помощью зажи- ма 45, оснащенного зубчатыми плашками 44, которые взаимодействуют с зубчатыми плашками стола 46, зажимают тканую плату. Продольное перемещение зажим 45 получает за счет перемещения стола 46, при вращении ходового винта 47, который получает периодическое вращательное движение от храповика 58, передаваемое через цепную передачу 57, звездочку 56 и коническую зубчатую передачу 55. При качании батана 30 палец 60 передает серьге 59 возвратно-поступа- . тельное перемещение, которая в свою очередь заставляет качаться храповик 58. Командный аппарат 41 в соответст- ВИИ с заложенной программой через тягу 198, поворачивая рычаг 64, отводит подпружиненньй упор 63, ас ним через серьгу 62, отводит и упор 61 от собачки храповика 58, которая под действием пружины заскакивает в зуб храпового колеса 199, и при перемещении серьги 59 в крайнее левое положение, соответствующее открытию зева, производится поворот звездочки 56 на некоторый угол, а вместе с ней поворот ходового винта 47 и перемещение стола 46 с зажимом 45 на величину шага между мононитями, расположенными по утку -ty, которая равна, общему делителю интервалов между электропроводниками. Отвод наработанной тканой платы и подача основных мононитей в зону формирования на величину уработки взаимосвязаны за счет 139 соединения храповиков 58 и 185, серь гой 59. Точность перемещения стола, а соответственно и точность величины отвода наработанной ткани вследствие отсутствия проскальзьшания зависят от винтовой пары 47-48, поэтому она достигается в пределах требуемой (3-4 кл. точности). После наработки тканой платы заданной величины командный аппарат 41 подает, команду на включение электромагнита 200, который оттягивает собачку 201 от поворотной шпонки 202 (фиг. 12, 14, 15), последняя под действием пружины 203, поворачиваясь, заскакивает в одну из лунок постоянно вращающегося вала 53, полу чакщего движение от распределитель,ного вала 54 через коническую передачу 204. При заскакивании шпонки 202 в паз вала 53 движение передается неподвижному кулачковому валу .52, так как шпонка 202 смонтирована в его корпусе. Вместе с валом 52 начинают вращаться кулачки. Кулачок 205 через поворотную косынку 206 перемещает телескопическую тягу 207, которая, поворачивая рычаг 208, перемещает серьгу 209 и тягу 210; вниз подводя зажим 42 к тканой плате и зажимая ее между зубчатыми плашками 44 зажима 42 и траверсы 43. Усилие зажима регулируется пружинами 211 при помощи гаек 212. После зажима тканой платы кулачок 213 поворачивает плечо 214 параллелограмма 215, подводит плоский копир 216 к ролику 217 и, нажимая-на ролик, поворачивает рычаг 218 и отводит при этом зажим 45 с зубчатыми плашками 44 вверх от тканой платы и стола 46 на величину, большую высоты петель, сжимая при этом пружину 219. После отвода зажима 45 от тканой платы торцовой кулачок 220 через рычаг 221 размыкает гайку 48, отводя ее поворотные сектора 222 и 223 от ходового винта 47 при помощи серь ги 224. После этого кулачок 51,поворачивая сектор 50 против часовой стрелки, при помощи рейки 49 перемещает стол 46 и зажим 45 по цилиндри ческим направляющим 225 влево к зажиму 42 на величину, равную длине из делия Н или части этой величины,при длине тканой платы, большей максимального хода стола. В момент перемещения стола 46 ролик 217 рычага 218 катится под плоским копиром 216 (фиг..13), удерживая зажим 45 в верхнем положении. После окончания перемещения стола торцевой кулачок 220 смыкает гайку 48 при помощи пружины 226. Плоский копир 216 отходит от ролика 217, позволяя повернуться рычагу 218 и опуститься зажиму 45, а кулачок 205 отводит зажим 42 от плоскости тканой платы вверх. Профиль кулака 51 при дальнейшем вращении отходит от ролика 227 сектора 50 и последний зависает на жестко связанной со столом 46 рейке 49, при этом величина образующегося зазора между роликом 227 и профилем кулака 51 немного больше, чем последуннцая величина обратного хода ролика 227 к профилю кулака, осуществляемого ходовым В.ИНТОМ 47 в процессе отвода нарабатываемой платы. Исходная величина расстояния между подвижным зажимом 45 и зажимом 42 перед началом отвода платы равна нарабатываемой длине Н (100-250 мм) и может регулироваться в пределах этой величины за счет перемещения траверсы 43 (первоначальной устйновки) с зажимом 42 по направляющим 225 и ее закрепления, а также винтовой регулировки теле,скопической тяги 207.. В случаях выработки изделий, аналогичных платам матричного соединителя, когда длина тканой платы пр&вьшает допустимый размер Н, ее отвод, а соответственно и расстояние между зажимами 42 и 45, устанавливаются на величину, кратную длине платы. Тогда величина Н может равняться 185 мм и изделие нарабатьшается за два шаговых перемещения стола 46 (185x2), или Н может равняться 130 мм и тогда изделие нарабатывается за три шаговых перемещения стола 46 (130x3). При определенных конструктивных ограничениях зон зажима, т.е. различных расстояниях между ними в тканой плате, величина первоначашьной установки Н может быть и не кратной длине платы, в этом случае расстояние между зажимами 42 и 45 подбирается,исходя из конкретных условий. В процессе выработки тканых плат в вышеуказанных случаях, на одну нарабатьгааемую длину платы командный аппарат 41 подает несколько команд .159 на включение электромагнита 200. Ку лачковый вал 52 на каждую команду делает только один оборот (фиг. 14) за счет выведения поворотной шпонки 202 из паза вращающегося вала 53 посредством возврата собачки 201 пру жиной 228 в исходное положение при выключении электромагнита 200. Выклю чение электромагнита осуществляется микропереключателем 229 при нажатии на него кулачком 230 в момент вращения вала 52. После выработки на устройстве V ; тканые коммутационные платы в виде ленты 6 проходят в устройство 2 для соединения электропроводников пайкой контактных узлов, оттягиваются компенсирующим валком 66 за рычаг 67 пружиной 68 вниз. При величине наработки ленты 6 большей длины тканой платы Н на величину, достаточную для подвода ее к соплу 76 валком 7А, соответствующую отклонению рычага 67 на определенный угол, последний нажимает на микропереклю; чатель 94, замыкая цепь питания элек тромагнита 93. Электромагнит 93, срабатывая, отводит собачку 92 от плеча поворотной шпонки 90, которая при этом под действием пружины 91 заскакивает в одну из лунок непрерывно вращающегося вала 89, заставляя вращаться кулачковьй вал. Кулачок 72, через рычаг 71 .и серьгу 70 растягивая пружину 231, отводит валок 69 от плоскости ленты 6, освобождая ее от зажима. После отвода зажимного валка 69 кулачок 80, через рычаг 79 и серьгу 78 воздействуя на рычаг 75, перемещает валок. 74,вместе с огибающей его лентой 6 к соплу 76 и удерживает его в этом положении. В момент подвода ленты срабатывает фотодиод 232, вклю чающий механизм 77, подающий припой через сопло 76 в виде волны при помощи шнекового, роторного или другого известных устройств. Одновременно при касании ленты 6 волны припоя кулак 86 через сектор 85 и зубчатьй венец обгонной муфты 84 передает дви жение вытяжным валкам 81 и 82, связанным.между собой зубчатыми колесами 83, валки 81 и 82, вращаясь протягивают ленту 6 между валком I74 и волной припоя на величину Н, производя при этом пропайку контактных уэлов. После этого движение валков 81 и 82 прекращается, кулак 80 отводит рычаг 75 с. валком 74 в верхнее положение, механизм 77 выключается, лента 6 оттягивается от сопла 76 валком 66 за счет пружины 68, и валок 69 зажимает ленту 6. На определенном угле поворота кулачкового вала 73 жестко связанный с ним кулачок 96, нажимая на микропереключатель 95, отключает цепь питания электромагнита 93, тем самым возвращая собачку 92 в исходное положение, поэтому вал 73 делает только один оборот,так как поворотная шпонка 90, зацеплйясь своим плечом за собачку 92, выходит из зацепления с валом 89 до следующей команды. . Вытяжка ленты Ъ на величину Н валками 81 и 82. в момент пропайки производится за счет выбирания ее свободной длины, т.е. подъема валка 66, а проскальзывание устранено зубчатой насечкой на пружиной поверхности валков. С целью устранения зажимания или срезания петель и контактных вьшодов электропроводников,выходящих на наружную поверхность слоя сх , валки 66, 69, 74, 81 имеет канавки. Величина хода валка 74 m к. соплу 76 и величина обратного стягивания ленты 6 (навстречу выработке) компенсируклцим валком 66 при ходе валка 74 вверх равны между собой, поэтому крайние участки тканой платы дважды по волне припоя не проходят (фиг.16), Непрерывное вращательное движение вал 89 получает от общего распределительного вала 54. После пропайки контактных узлов. лента 6 проходит в камеру 3 промывки и термофиксации (фиг. 17), где производится удаление замасливателей из нитей и инородних включений,а также термофиксирование структуры координатной сетки. При вращении тяговых валков 111 . и 112 лента 6 непрерывно проходит в зону тепловой обработки, производимой разогретым сжатым теплоносителем (перегретый пар), проходящим по каналам 102. Для регулировки поачи теплоносителя с целью исключения термического удара в каналах 102 установлены дроссели 103. Тепоноситель подается компрессором 110 через парообразователь 109 в кач
меру 107 обогрева, где проходя через блоки 108, доводится до определенной температуры (180-220 С) контролируемой термопарой 106, а затем через дроссели 103 и щелевые пазы каналов 102 продувается через структуру ленты 6. При изменении сечения в отводящем канале 104 шиберной заслонкой 105 создается определенньй температурный режим в тепловой зоне камеры
Для постоянного натяжения ленты 6 при термофиксацки приемные валки 97 и 98 прижимаются к ней пружинами 99 и подтормаживаются сухарями 100, взаимодействуклцими с наружными поверхностями валков.
В случае остановки подачи ленты 6 в камеру, т.е. при остановке предыдущих устройств 1 и 2, ролик 113, скользягций по ее поверхности своим плечом 114, в его крайнем верхнем положении нажимает на микропереключатель 115, отключая нагрев и электромагнитную .муфту, передающую движение валкам 111 и 112 от общего распределительного вала.
Для исключения заминания петель и контактных выводов валки 98,и 111 имеют канавки.
После термофиксации лента 6 проходит в устройство 4 для формования в плате сквозных отверстий (фиг.18, 19), где в тканых платах производится выплавление отверстий.
При вращении валков 143 и 144 лента 6 непрерывно перемещается по неподвижному столу 116 над кондукторной плитой 117 в момент Попадания первого ряда петель тканой платы (на длите Н) на линию действия светового луча от точечного источника 152, срабатывает фотореле 148, коTogpe включает электромагнит 149.
Сердечник электромагнита 149, втягиваясь, поворачивает собачку 150 и. освобождает поворотную шпонку 134, которая под действием пружины 233 заскакивает в одну из лунок вращающегося вала 135, передавая вращение кулачковому валу 133 и кривошипному валу. При вращении вала 133 кулачок 147 через систему рычагов поворачивает кулачок 146, через рычаги 145 отводит тяговые валки 143 и 144 от плоскости ленты 6, а затем кулачок 142, поворачивая рычаги 145 через тягу 139, серьги 138 и рычаги 137, зажимают ленту 6 между зубчатыми плашками 234 планок 136 и плос костью стола 116.
Одновременно с зтим вал 133 через зубчатые колеса 235 приводит в движение кривошипный вал 123, который, вращая кривошипы 122, при помощи серьги 121 заставляет перемеЩаться тяги 120 и закрепленную на них траверсу 119 с прижимом 118 к ленте 6, а вращая кривошипы 125 через серьги 126, перемещает пуансон 124 с нагретыми формователями 127 вверх. В момент соприкосновения торцов формователей 127 с плоскостью ленть 6 кулачок 132 нажимает на золотник 130, включает систему, вакуумнасоса 131, подведенную к накопителю 129, в который по внутренним каналам , формирователей оттягиваются оплавленные кусочки ленты 6, по форме, соответствующей их поперечному сечению. Нагрев формователей 127 до температуры, необходимой для оплавления, производится блоком электронагревателей 128. По окончании прохождения формователями всей тоЛ- щины ленты 6 кулачком 132 отключается вакуумная система, траверса 11 с прижимом поднимается вверх, пуан-
0 сон 124 опускается вниз, зажимные планки 136 освобождают ленту для ее дальнейшей вытяжки валками 143 и 144, которые занимают исходное положение . Отключение электромагнита 149 и возврат собачки 150 для выведения поворотной шпонки 134 из зацепления с валом 135 и остановки вала 133 осуществляются микропереключателем 153. при нажатии на него кулаком 161, одновременно производится и отключение фотореле 148.
Учитьшая, что скорость вращения валка 143 значительно выше, чем скорость вытяжки ленты 6 валками 143
5 и 144, смещение (несоосность) петли 151 относительно отверстия незначительно, в пределах 0,004 мм, так как фотореле 148 установлено с опережением.
Скорости вращения валков 143 и 144 равны скорости вращения валков 111 и 112 и синхронизированы со скоростью отвода нарабатываемой ленты 6. Включение фотореле 148 производится микропереключателем 94 устройства 2 соединения электропроводников при протяжке ленты 6 на следующий шаг Н.
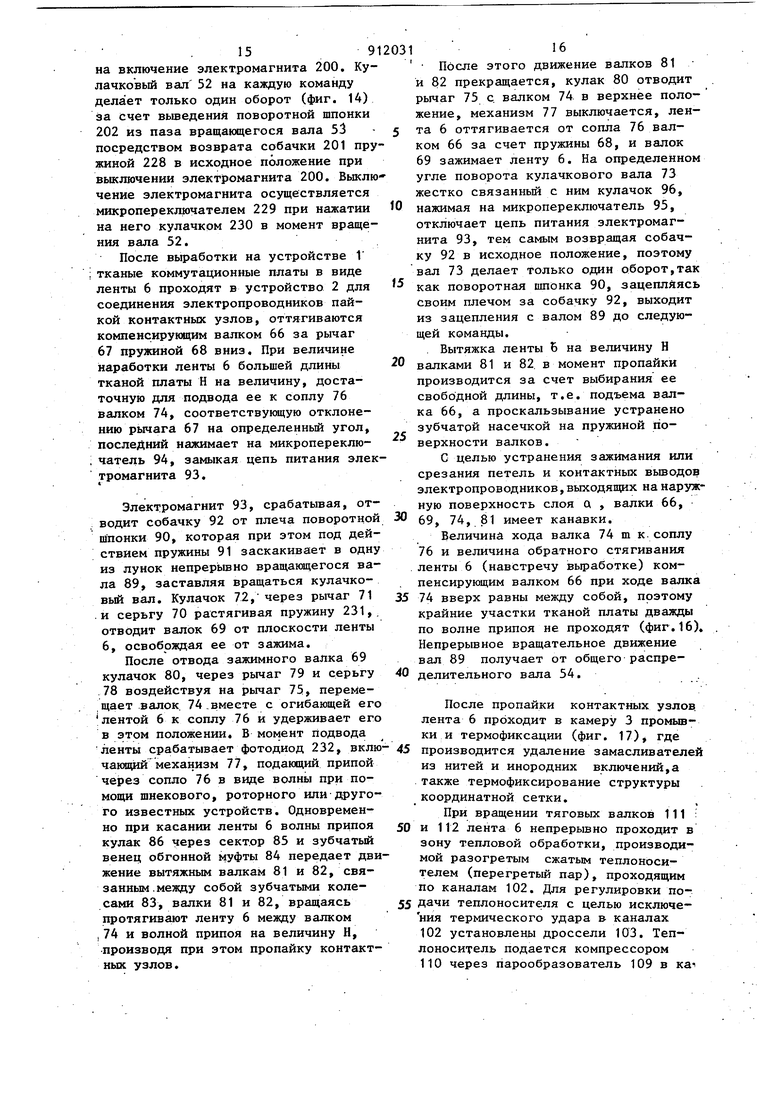
В случае остановки подачи ленты из камеры 3 промывки и термофиксации 199 микропереключатель 115, отключая её нагрев и привод, одновременно отключает и электромагнитную муфту, передающую движение валкам 143 и 144 от общего распределительного вала 54. Непрерьшное вращение валу 135 передается от общего распределительного вала через коническую зубчатую передачу. После формования отверстий лен та 6 проходит в устройство 5 разрезки тканой ленты на отдельные платы мерной длины (фиг. 20). . При вращении общего распределительного вала 54 подающий валок 156, прижимая ленту 6 к неподвижному столу 155, перемещает ее до момента попадания первого ряда петель 151 на длине Н на линию действия светового луча от точечного источника света, т.е. до момента срабатывания фотореле 171. Фотореле 171, срабатывая, подает команду на механизм однооборотной муфты, включакнцей в себя электромагнит, собачку и поворотную шпонку и соединяющей неподвижный кулачковый вал 160 с непрерывно вращающимся валом 172. При вращении вала 160 кулачок 236 через рычаг 237 и серьгу отводит подающий валок 156 от плоскости лент 6, кулак 161 через рычаг 159 и серьгу 165 подводит зажим 157 к ленте 6 и прижимает ее к столу 155, а затем кулачок через рычаг 166 и серьгу 165 перемещает сдвоенный нож 162, нагретый до необходимой температуры нагре вателями 163, к плоскости ленты 6 и, постепенно подавая его, заставляет, оплавляя, отделить участок под удлиненными контактными выводами по всей ширине ленты, после этого кулак 170 через рычаг 169 и серьгу 168, перемещая верхний нож 167 навстречу ножу 162, производит отрубку контактных вьшодов 196. После разделения отрезо ленты 6 принимает конечный вид ткано коммутационной платы, в частности матричного соединителя, и идет на упаковку или монтаж. Исполнительные органы механизмаприжим. подающий валок и ножи, возвращаются в исходное положение, а вал 160, сделав полный один оборот, останавливается до следующей команды Так как при отключении механизма однооборотной муфты отключается и , фотореле 171, то его последующее включение производится совместно с фотореле 148 устройства 4 для фор- мованияС сквозных отверстий. При отсутствии подачи ленты с предыдущих механизмов отключается и.электромагнитная муфта, соединякщая подающий валок 156 с общим распределительным валом 54. Все перечисленные устройства I 5 связаны единым циклом изготовления тканых плат, зависимым от величины шагового перемещения Н, равной, мерной длине платы, т.е. их операционные или выработочные характеристики По скорости и времени либо равны времени наработки этой величины на устройство или кратны ему, т.е. ритм работы автоматической линии равен времени вьфаботки тканой платы длиной Н. Учитывая это, устройства 1-5 линии имеют общий привод, уравнивающий их скоростные характеристики, а также содержащий промежуточные предохранительны звенья, отключающие определенные механизмы при -вынужденной остановке предьщущих. Поэтому включение электродвигателя 182 производится при достижении определенных температур в исполнительных органах и функционировании всех элементов сопутствукяцих техпроцессу (вакуум-насос, компрессор и т.д.) изготовления, а также при наличии свободных длин ленты 6, Эффективностью от внедрения изобретения являются автоматизация производственного цикла изготовления тканых коммутационных плат, в частности для матричного соединителя и их мойтажа на него;повьш1ение жесткости и точности, тканых коммутационных плат, а также расширение ассортимента, позволякщего их монтаж на устг ройстве с фиксированными схемными элементами в пределах 3-4 кл. точности линейных размеров их координатного расположения; отсутствие в сравнении с печатным монтажом или аналогичным тканым каких-либо химических операций, предназначенных для защиты коммутирующих элементов от прямых механических воздействий и. воздействия окружающей среды резкое снижение трудоемкости и стоимости изготовления, связанное с применением не только недефицитных, и недорогих материалов, но и с исключением многих операций и технологических переходов .существующего технологического процесса, дорогостоящего инструмента и различных вспомогательных материалов, кроме того,возможность введения в на912031 . 22 ружные слои различных диэлектрических нитей, позволяет получить тканую плату с различными физико-механическими свойствами ее внешних сторон.
ч
Wtlx
// /у
Фиг2
т
21 Й/г. Tfijj Г
г7
6uffA
И Ш1 ni Н
S-J5
JJ
58 «
Art.
гго т
т
ZQif
5}
Фиг 12
.
/f-v/
Н
93
83
S6
К
ut.rS
т
wit
т
)y//A
.т пч Ь 7
Фаг 20 /77./7J т м
| Патент США № 3414666, кл | |||
| Способ прикрепления барашков к рогулькам мокрых ватеров | 1922 |
|
SU174A1 |
