Изобретение относится к области электроники, радиотехники и коммутационной техники связи, предназначено для коммутирования электрических сигналов между схемными элементами внутриблочной электронной аппаратуры и внутримодульных связей и может быть использовано при производстве тканых коммутационных плат, для матричных соединителей квазиэлектронных телефонных станций, страничных плат вычислительных машин, при конструировании и изготовлении модулей с многократно повторяемостью идентичных схемных элементов, установленных на одну панель а также тканых плат, выполняющих функции печатных плат с односторонним и двусторонним монтажом.
Известны способы изготовления тканых коммутационных плат, заключающиеся в переплетении диэлектрических нитей и токопроводников на ткацком оборудовании, соединении токопроводников в местах контактных узлов термопластических нитей.
Тканые коммутационные платы, полученные таким способом, не обеспечивают точных геометрических размеров между токопроводниками и контактными узлами вследствие усадки ткани особенно по координате Y в направлении наработки и отвода ткани, который связан с плотностью слоев,
Известен способ изготовления тканой коммутационной платы, заключающийся в переплетении расположенных по двум координатам токопроводников, диэлектрических и термопластических нитей, образующих структуру типа ткани, соединении токопроводников в местах их контакта, термообработке (расплавлении термопластических нитей) и выполнении сквозных отверстий.
Однако и этот способ не обеспечивает точных геометрических размеров между токопроводниками и контактными узлами платы вследствие укладки ткани после выработки, которая зависит от многих параметров и не может быть учтена при расчете точности получаемых размеров.
Цель изобретения - повышение точности и упругости платы - достигается тем, что в способе изготовления тканой коммутационной платы, заключающемся в переплетении расположенных по двум координатам токопроводников, диэлектрических и термопластических нитей, образующих структуру типа тканей, соединений токопроводников в местах их контакта, термообработке и выполнении сквозных отверстий, термопластические нити в слое размещают по обеим координатам на расстояниях, равных общим делителям всех интервалов между токопроводниками по каждой координате в отдельности, токопроводники зацепляют за отдельные термопластические -нити и выводят на поверхность платы, а отвод сформированной ткани осуществляют на величину, равную расстоянию
между термопластическими нитями, расположенными по утку, после чего ткань термофиксируют и промьшают продувкой разогретого в пределах 100-250 влагоносителя, а сквозные отверстия в.ыполняют оплавлением ткани после соединения токопроводников.
На фиг. 1 приведен общий вид тканой коммутационной платы по изобретению с токопроводниками, проходящими по утку и основе и образующими на ее наружной поверхности петли, контактные узлы, удлиненные контактные выводы и другие топологические проявления, предназначенные для подсоединения к схемным элементам и соединения между собой; на фиг. 2 - структура переплетений диэлектрических нитей и токопроводников ткацой платы; на фиг.Зструктура переплетений диэлектрических нитей и токопроводников тканой платы, вариант закрепления металлических электропроводников основы при выходе на петли за уточненные комплексные нити наружного слоя; на фиг. 4 - структура переплетений диэлектрических нитей и токопроводни-. ков в зоне контактного узла;на фиг. 5 - общий вид среднего слоя тканой платы по изобретению, формируемо1ГО в виде координатной сетки переплетением термопластических мононитей, определяющего координатное и геометрическое (размерное) расположение
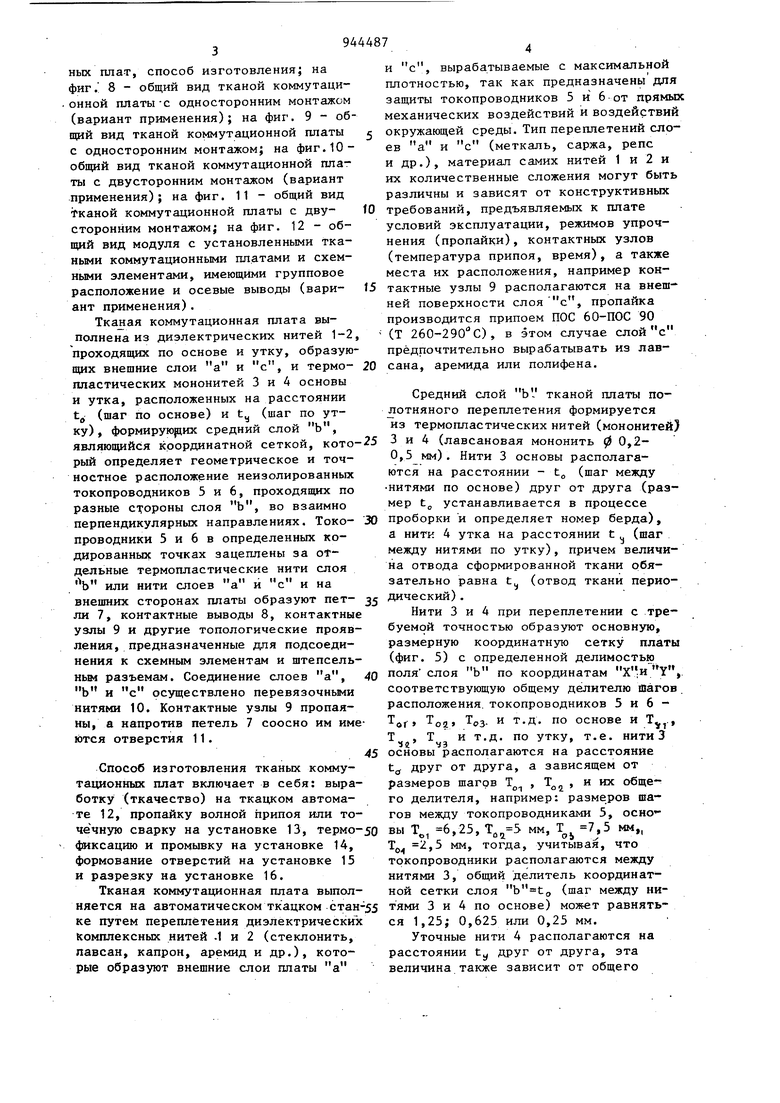
0 токопроводников, образующих в определенных кодированных точках закрепленные за отдельные мононити для образования петель, контактируемых узлов, контактных выводов и других технологических проявлений; на фиг. 6 общий вид тканой коммутационной платы после ее изготовления; на фиг.7 схема операционной последовательности изготовления тканых коммутационных плат, способ изготовления; на фиг. 8 - общий вид тканой коммутаци.онной платы-с односторонним монтажом (вариант применения); на фиг. 9 - об щий вид тканой коммутационной платы с односторонним монтажом; на фиг.10общий вид тканой коммутационной платы с двусторонним монтажом (вариант применения); на фиг. 11 - общий вид тканой коммутационной платы с двусторонним монтажом; на фиг. 12 - общий вид модуля с установленными ткаными коммутационными платами и схемными элементами, имеющими групповое расположение и осевые выводы (вариант применения). Тканая коммутационная плата выполнена из диэлектрических нитей 1-2 проходящих по основе и утку, образую щих внешние слои а и с, и термопластических мононитей 3 и 4 основы и утка, расположенных на расстоянии ty (шаг по утt (шаг по основе) ку) , формирующих средний слой Ь, являющийся координатной сеткой, кото рый определяет геометрическое и точностное расположение неизолированных токопроводников 5 и 6, проходящих по разные стороны слоя Ь, во взаимно перпендикулярных направлениях. Токопроводники 5 и 6 в определенных кодированных точках зацеплены за отдельные термопластические нити слоя или нити слоев внешних сторонах платы образуют петли 7, контактные выводы 8, контактны узлы 9 и другие топологические прояв ления, предназначенные для подсоединения к схемным элементам и штепсель ньм разъемам. Соединение слоев а, 40 и с осуществлено перевязочньми нитями 10. Контактные узлы 9 пропаяны, а напротив петель 7 соосно им име ются отверстия 11. Способ изготовления тканых коммутационных плат включает в себя: выработку (ткачество) на ткацком автомате 12, пропайку волной припоя или точечную сварку на установке 13, термофиксацию и промывку на установке 14, формование отверстий на установке 15 и разрезку на установке 16. Тканая коммутационная плата выполняется на автоматическом ткацком станке путем переплетения диэлектрических комплексных нитей .1 и 2 (стеклонить, павсан, капрон, аремид и др.), которые образуют внешние слои платы а и с, вырабатываемые с максимальной плотностью, так как предназначены дпя защиты токопроводников 5 и 6 от прямых механических воздействий и воздействий окружающей среды. Тип переплетений (меткаль, саржа, репс ев а и и др.), материал самих нитей 1 и 2 и их количественные сложения могут быть различны и зависят от конструктивных требований, предъявляемых к штате условий эксплуатации, режимов упрочнения (пропайки), контактных узлов (температура припоя, время), а также места их расположения, например контактные узлы 9 располагаются на внеш- ней поверхности слоя с, пропайка производится припоем ПОС 60-ПОС 90 (Т 260-290С), в этом случае слой с предпочтительно вырабатывать из лавсана, аремида или полифена. Средний слой bV тканой платы полотняного переплетения формируется из термопластических нитей (мононитей 3 и 4 (лавсановая мононить 0 0,20,). Нити 3 основы располагаются на расстоянии - t (шаг между нитями по основе) друг от друга (размер t устанавливается в процессе проборки и определяет номер берда), а нити 4 утка на расстоянии t (шаг между нитями по утку), причем величина отвода сформированной ткани обязательно равна t (отвод ткани периоД ческий) Нити 3 и 4 при переплетении с требуемой точностью образуют основную, размерную координатную сетку платы (фиг. 5) с определенной делимостью поля слоя Ь по координатам Y соответствующую общему делителю шагов расположения, токопроводников 5 и 6 -02 03- Т.Д. по основе и Т., Т, , Т и т.д. по утку, т.е. нити 3 И Т.Д. ПО утку, т.е. основы располагаются на расстояние t друг от друга, а зависящем от размеров шагов Т , Т , и кх общего делителя, например: размеров шагов между токопроводниками 5, 7 S вы Т, 6,25, Т,5 оь т.. 2,5 мм, тогда, учитывая, что тркопроводники располагаются между нитями 3, общий делитель координатной сетки слоя (шаг между нитями 3 и 4 по основе) может равняться 1,25; 0,625 или 0,25 мм. Уточные нити 4 располагаются на расстоянии t друг от друга, эта величина также зависит от общего делителя размеров шагов между токопроводниками 6, по утку Т , 1, , Т и т.д. Например, размер шагов между токопроводниками 6 утка Ту 5 мм, T,,, мм, Т 4 мм, Т, 7 мм, тогда общий делитель координатйой сетки слоя Ь по утку t, (шаг межд нитями по утку) может равняться 1 мм, 0,5 мм или 0,25 мм. В зависимости от величины . , и требуемой жесткости платы выбирается диаметр нити утка и основы. Не изолированные токопроводники 5 и 6 проходят по разные стороны координатной сетки слоя Ь и при выходе на наружную поверхность тканой платы цепляются за отдельные мононити 3 и 4 утка или основы слоя Ь (см. фиг. 2) или за отдельные комплексны нити 1 и 2 (см. фиг. 3) слоев а и с, соединеннее переплетениями только с нитями слоя Ь. Поэтому точность расположения самих токопро водников и их топологических проявлений - петель, контактных узлов, контактных выводов и др. зависит от величины t , и t, тем более, что токопроводники удерживаются от смещения слоями а и с за счет соединения последних перевязочными нитями 10 и в переплетение с диэлектрическими нитями 1 и 2 слоев а ;и с не входят, а только изолируют ся ими от воздействия внешней среды и фиксируются прижатием к слою Ь выполняющему роль координатной (ра меточной) сетки, определяющей размерные точностные расположения ток проводников, одновременно являясь и изолирующим разделительным слоем В определенных кодированных мес тах в процессе формирования тканой платы основные токопроводники 5 за цепляются за отдельные уточные нити 4 и выходят на наружную поверхность слоя а в виде петель 7 или . удлиненных контактных выводов 8 дл подсоединения к контактным выводам схемных элементов и штепсельных раз емов (фиг. 8-12). Уточные токопроводники 6, предназначенные для соединения электрических цепей и токопроводников 5 в контактных узлах 9 в цепи определенной электросхемь или для подсоединения к схемным элементам, выводятся на наружную поверхность слоя а или причем соединение токопроводников 5 и 6 в контактном узле (фиг.4) роизводится вне наружных слоев путем вывода токопроводников петлями расположения друг над другом без ереплетения. В конечном виде тканая оммутационная плата для односторонего монтажа после выработки (ткаества) с внешних сторон представлят собой (фиг. 6) сплошное изоляционое поле с петлями на одной стороне, онтактными узлами на другой и конактными выводами токопроводников а периферии для подсоединения к тепсельным разъемам, а для двустооннего монтажа соответственно имеет топологические проявления для подсодинения с обеих сторон. В процессе формирования ткань периодически отводится с ткацкого автомата 12 (фиг. 6) на величину t и после выработки в виде непрерывной ленты 17, проходит на установку 13, где производится соединение токопроводников утка и основы 5 и 6 в узловых точках в монолитные контактные узлы 9, причем при изготовлении тканых плат для одностороннего монтажа производится пропайка контактных узлов Волной припоя (узлы располагаются с одной стороны платы фиг. 8,9), а при изготовлении плат для двустороннего монтажа производится контактная или конденсаторная сварка (узлы располагаются с двух сторон платы J см. фиг. 10и11). После пропайки или сварки лента 17 термофиксируется и промывается разогретым до температуры 100-260с теплоносителем на установке 14. Температурные пределы разогрева теплоносителя, его химический состав и количественное содержание конденсата определяется в каждом конкретном случае исходными материалами тканых плат, степенью их загрязненности, содержанием замасливателей в нитях, видом покрытия токопроводников (полуДа или флюсующий лак) и др. Например, для тканых плат, выполненных из лавсановых комплексных нитей (внешние слои а и с), лавсановых мононитей (средний слой Ь)и неизолированных луженых (медных) токо55 ПРОВОДНИКОВ, теплоносителем является водяной пар, разогретый до температуры 220+10 С (при давлении 3 атм). В процессе разогрева структуры платы продувкой подаваемого под давлением теплоносителя производится снятие упругих деформаций, возникших в нитях, образующих каркасный (координатный) слой в процессе его формирования за счет их термопластичности Одновременно с этим, учитывая наличи конденсата в теплоносителе, производится удаление замасливателя из комплексных нитей, частичек пыли и металла, возникших от натира в процессе выработки. Формование отверстий производится разогретыми пуансонами на установке 15 за счет выплавления участков тканых плат с геометрией, соответствующей форме поперечного сечения пуансонов (круг, эллипс, квадрат и др. Температура разогрева пуансона подбирается, исходя из конкретных условий, определяемых в основном материалом .нитей отдельных слоев и тол щиной платы. Например, для тканых плат, вырабаты ваемых из лавсановых нитей, температура разогрева пуансонов ЗОО-ЗЗО С. После формоват1я отверстий непрерывная лента 17 разрезается на отдельные тканые коммутационные платы на установке 16, которые затем идут на монтаж. Учитывая неприемлемость линейной усадки тканых плат, лента 17 от момента формирования на ткацком автомате до операции формования отверстий находится в натянутом положении, т.е. только после термофиксации лента 17 освобождается от специальной продольной нагрузки. Так как формова ние отверстий несет только точечный разогрев, данная операция на усадочные и точностные характеристики тканых плат не влияет. -выполнение тканых коммутационных плат по предлагаемому способу изготов ления с учетом возможности их выработки с высокой точностью позволяет их применение взамен печатных плат в различных вариантах монтажа (одностороннего, двустороннего) и типах модулей и блоков, например, на фиг. 8 и 9 представлена тканая плата для одностороннего монтажа схемных элементов 18 с осевыми или формованными выводами (диодов сопротивлений, интегральных схем), причем все элементы располагаются с одной стороны платы, а их контактные выводы через имеющиеся в плате отверстия 11 проходят в петли 7 (токопроводников основы 5) на другую сторону платы, где они соединяются между собой волной припоя. Периферийные контактные выводы 8 тканой платы подсоединяются к штепсельному разъему 19 накруткой или подпайкой. -. . На фиг. 10 и 11 представлена тканая коммутационная плата для двустороннего монтажа схемных элементов с различными вариантами их подсоединения, контактные выводы элемента 20 распаяны на контактных узлах (площадках) 9, элемент 21, имеющий осевые вывода, приклеивается к плоскости платы, а его подсоединение осуществляется с помощью петель 7, контактные выводы элемента 22 проходят через отверстия платы 11 и подсоединяются к петлям, подсоединение элемента 23 производится формовани ° выводов и расцайкой на контактных узлах (площадках) 9, контактные выводы элемента 24, перед монтажом формуются и их подсоединение производится на противоположной стороне платы; элемент 25 приклеивается к плоскости платы, а его выводы формуются на другой ее стороне и подпаиваются к контактным площадкам 9. На фиг. 12 представлена конструкция модуля на тканых платах одностороннего монтажа. Тканые коммутационные платы 26 и 27 устанавливаются на жестком основании 28 с помощью колонок 29, к которым они крепятся винт.ами. Схемные элементы 30 и 31 своими осевыми выводами проходят через отверстия 11 в петли 7, соединение выводов и петель производится пропайкой волной припоя. Контактные выводы 8 тканых плат распаиваются на штепсельных разъемах 32. В тканой коммутационной плате, изг;отовленной по описанному способу, точность расположения токопроводников, точность и жесткость самой платы достигается за счет введения термопластических нитей (мононитей) расположенных их на расстояниях, равных общим делителям всех интервалов между электропроводниками периодического отвода сформированной ткани на величину расстояния между монони- . гями по утку и термофиксации структуры после выработки; расширение диапазона вариантов ко тактирования реализуется формованием отверстий по площади платы соосно по одной из координат топологическим проявлением токопроводников (петля, вывод, контактный узел и др.); повышение стойкости тканой платы от внешних воздействий достигается возможностью выработки наружных слоев максимальной плотности из нитей любого исходного материала для каждого слоя в отдельности, не зависимо от усадочных характеристик этих слоев, и расположения токопроводников. так как последние проходят под внешними сл(зями, не взаимодействуя с ними, т.е. наружные слои могут смещаться относительно термофиксированного среднего слоя в мойент усадки, так как соединяются между собой перевязочными нитями; применение увлажненного теплоносителя позволяет не только термофиксировать структуру платы, но и в значительной степени повысить ее диэлектрические характеристики, так как при этом производится вымывание и удаление замасливателей и инородных частичек из структуры ткани.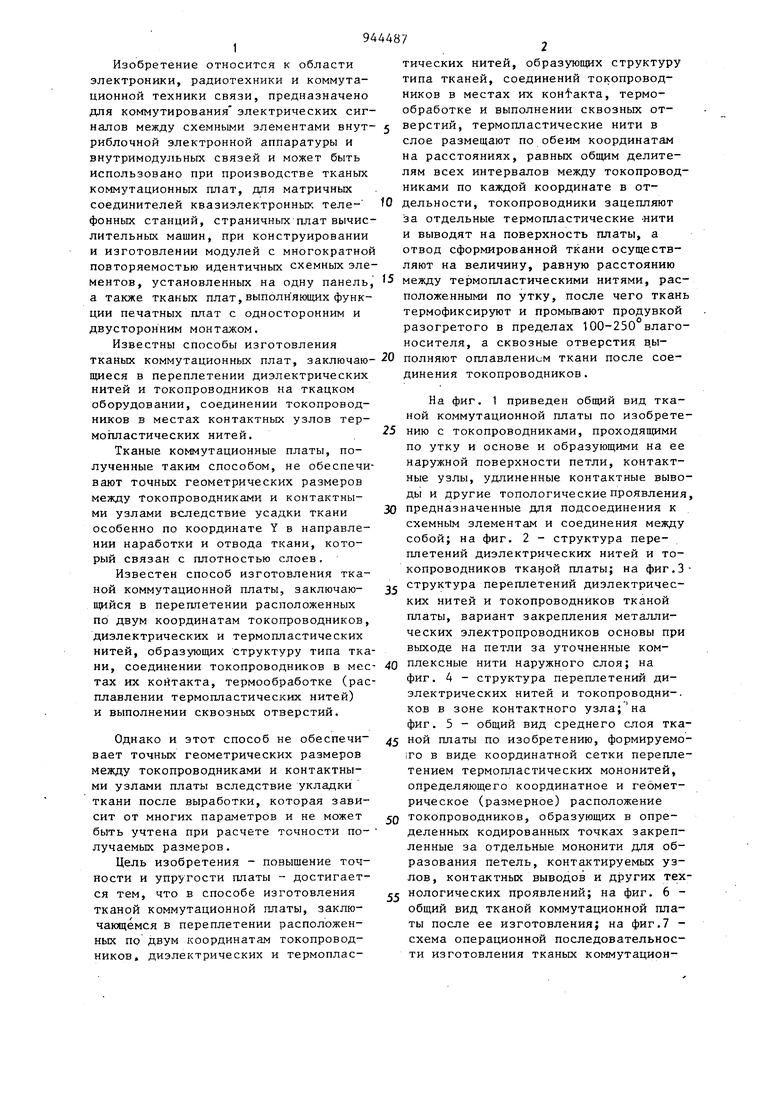



| название | год | авторы | номер документа |
|---|---|---|---|
| Тканая коммутационная плата и способ ее изготовления | 1981 |
|
SU1048976A1 |
| Автоматическая линия для изготовления тканых коммутационных плат | 1979 |
|
SU912031A1 |
| Тканая электрическая коммутационная матрица и способ ее изготовления | 1977 |
|
SU947975A1 |
| Тканый ленточный кабель | 1980 |
|
SU1069005A1 |
| Контактный узел | 1988 |
|
SU1621103A1 |
| Способ изготовления тканой электрической матрицы | 1974 |
|
SU594867A1 |
| Тканая коммутационная плата | 1988 |
|
SU1564741A1 |
| Коаксиальный кабель | 1987 |
|
SU1753494A1 |
| Способ изготовления коммутационных шлейфов и матриц | 1968 |
|
SU486469A1 |
| Электрический соединитель для тканых плат | 1987 |
|
SU1474872A1 |



1. СПОСОБ ИЗГОТОВЛЕНИЯ ТКАНОЙ КОММУТАЦИОННОЙ ПЛАТЫ, заключающийся в переплетении расположенных по двум координатам токопроводников диэлектрическшс и термопластических нитей, образующих структуру типа тка ни, соединении проводников в местах их контакта, термообработке и выполнении сквозных отверстий, отличающийся тем, что, с целью повышения точности и упругости платы, термопластические нити в слое размещают по обеим координатам на расстояниях, равных общим делителям всех интервалов между токопроводниками цо каждой координате в отдельности гокопроводники зацепляют за отдельнь1е гермопластические нити и выводят на поверхность платы, а отвод сформированной ткани осуществляют на величину, равную расстоянию между термрпласти1 ескигш нитями, расположенными по утку, после чего ткань термофиксируют и промывают продувкой разогретого, в. пределах 100-250° влагоносителя. 2. Способ по п. 1, отличающийся тем, что сквозные отверстия выполняют оплавлением ткани после соединения токопроводников;
и
21
2J
iPuZ-10
2
JS
29
К
29
27
2S
Put 12
