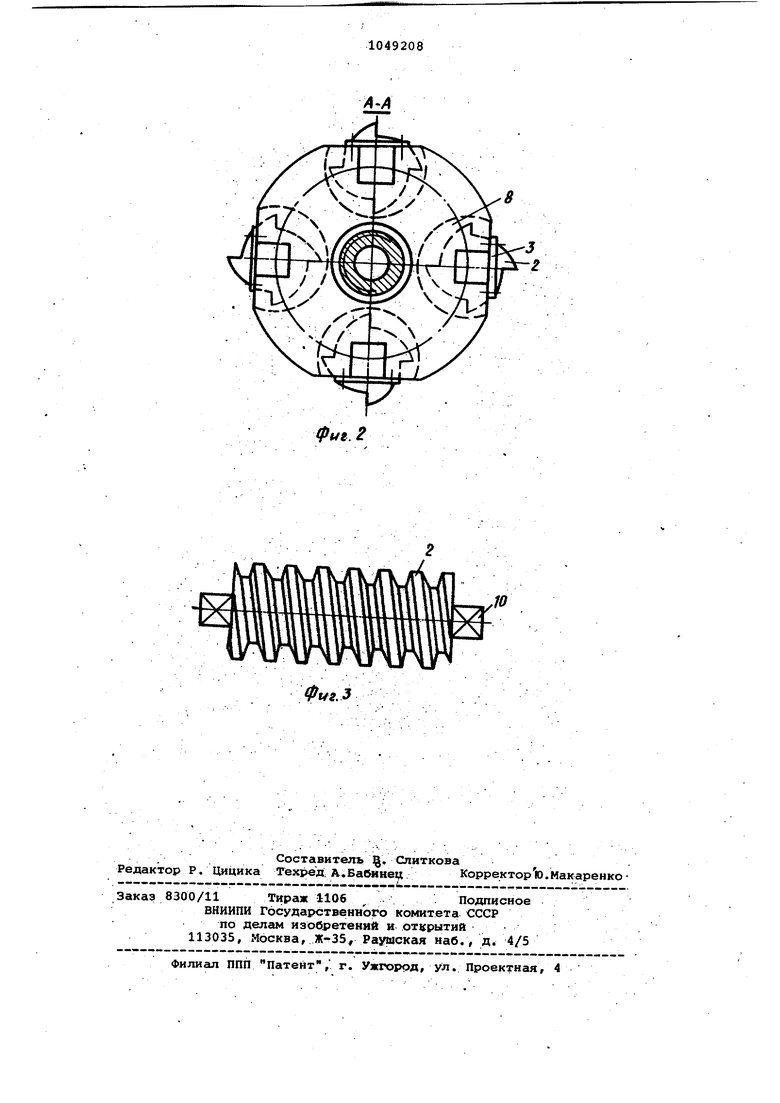
- Изобретение- относится к металлообработке и найдет применение в инст рументальной- промышланирсти. Известна сборная червячная фреза для обработки зубчатых деталей,, р пазах корпуса которой установлены неперетачиваемывпластины ij . Недостаток известного -устройства состоит в том,что поворот каждой ,пластины осуществляют раздельно- и н.е фиксируют. Вследствие .этого созда isTCH погрешность по шагу изготовляемой детали. Цель изобретения - повышение точности обработки деталей. Цель достигается тем, что а сборной червячной фрезе для обработки преимущественно резьбовых поверхностей, в пазах корпуса которой установлены неперетачиваег вле режущие элементы, последние представляют собой валики с проф{ лем обра.батываемой детали с выполн.енными. на них несколькими передними поверхностями, причем соос.но с профилем валика по его торцам расположены граненые хвостовики, число граней которых соответствует числу передних поверхностей, а в корпус.е выполнены ответные хвостовикам граненые отверстия, при этом длина пазов в корпусе равна длине режущих элементов без хвостовиков. Торцовая поверхность каждого вали ка имеет одинаковый размер относител но захода профиля. На фиг. 1 показана сборная червячная фреза, общий вид; на фиг. 2 - разрез А-А на.фиг.1; на фи.г. 3 - режущий элемент, с винтовым профилем. Фреэа состоит из корпуса 1, неперетачиваемых режущих элементов 2 и крепежных планок 3. Корпус 1 состоит из центрируняцего хвостовика 4, крепе ного хвостовика 5, систелвл отверстий осевого б и радиальных 7 для вакуумотсоса стружки из зоны резания. Для режущих элементов 2 в корпусе 1 выполнены пазы 8 и 9. Режущие элементы 2 представляют собой валик с профилем, имеющим профиль нарезаемой детали и гранеными хвостовиками 10, расположенными по обе стороны торцов вашиков и соосние с ним. Вдоль оси валиков нарезаны па зы, образующие передние поверхности режущих элементов. Число этих пазов (и образуемыхими перьев на валиках)., равно числу граней хвостовиков 10. По .задней поверхности режущих элементов может.быть выполнена затыловка с образованием необходимых задних углов. Длина паза 8 в корпусе равна длине режущего элемента 2 без граненых хвостовиковЮ.Пдзы 9 выполнены квадратной формы,;соответствуюи ей: фррме хвостовиков10. Торцовая noBepixHocTb В каждого валика имеет одинаковый размер относительно з.а..хода профиля. Данная фреза предназначенаf преимущественно . для/нарезания резьбы. Сборка фрезы осуществляется следующим образ ом. Еежущие элементы 2 вставляются пазы 9 хвостовиками 10. В завихрцмости от способа нарезания -деталей канавки всех режущих элементов 2 могут совпадать между собой или- смещаться на определенный угол, кратный углу между гранями хвострвик-аЮ, Крепление элементов 2 в корпусе 1 ocyiyeствля тся планками 3 прн помощи винтов, при этом поверхность В торда упирается в корпус, а в поверхность С торца упирается планка 3. Такое крепление режущих элементов 2 обеспечивает сборку фрезы на определенный размер автоматически без подналадки. . В процессе работы замена затупившегося участка режущих элементов. ;2 , осуществляется их переустаной ой на смежную грань, поворот всех элементов 2 при этом осуществляется в одном направлении. ; Радиальное смещение фрезы может осуществляться изменением .эксценТр иситета ее . вращения.или с использованием прокладок при креплении режуupix элементов 2 в корпусе 1. В зависимости от длины режущих элементов 2 возможно применение дополнительных упоров для повышения жесткости крепления режущих элементов, размещаемых. Например, в пазах 8. Положительиый эффект от применения предлагаемой фрезы заключается в упрощении конструкции фрезы, процесса ее сборки, и повьшании ее точности. Это повышает эксплуа тационные ха ктеристики фрезы и точность н резаемых резьбы или зубчатых деталей.
фиг. 2
В
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНАЯ ИГЛОФРЕЗА-ЛЕТУЧКА | 2007 |
|
RU2332283C1 |
| Червячная фреза | 1987 |
|
SU1634405A1 |
| СПОСОБ ЗУБОИГЛОФРЕЗЕРОВАНИЯ ЧЕРВЯЧНОЙ ИГЛОФРЕЗОЙ-ЛЕТУЧКОЙ | 2007 |
|
RU2332282C1 |
| СБОРНАЯ РЕЗЬБОВАЯ ФРЕЗА | 2002 |
|
RU2224625C2 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1993 |
|
RU2079397C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1998 |
|
RU2147496C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1992 |
|
RU2080218C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ЗУБЬЕВ СБОРНЫХ ЧЕРВЯЧНЫХ ФРЕЗ | 1993 |
|
RU2087277C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2410208C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2412027C1 |
1. СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА для обработки преимущественно резьбовых поверхностей, в пазах корпуса которой установлены неперетачиваемые режущие элементы, о т л и ч а ю щ а я с я тем, что, с целью повышения точности, режущие элементы предФиг.1 ставляют собой валики с, профилем обрабатываемой и выполненными на них несколькими передними поверхностями, причем соосно с.профилем валика по его торцам расположены граненые хвостовики, кисло граней которых соответствует числу передних поверхностей, а в корпусе выполнены ответные хвостовикам граненые отверстия, при этом длина пазов в корпусе равна длине режущих элементов без хвостовиков. 2. Фреза по П.1, отличающаяся тем, что торцовая поверхность каждого валика имеет одинаковый размер относительно захода профиля .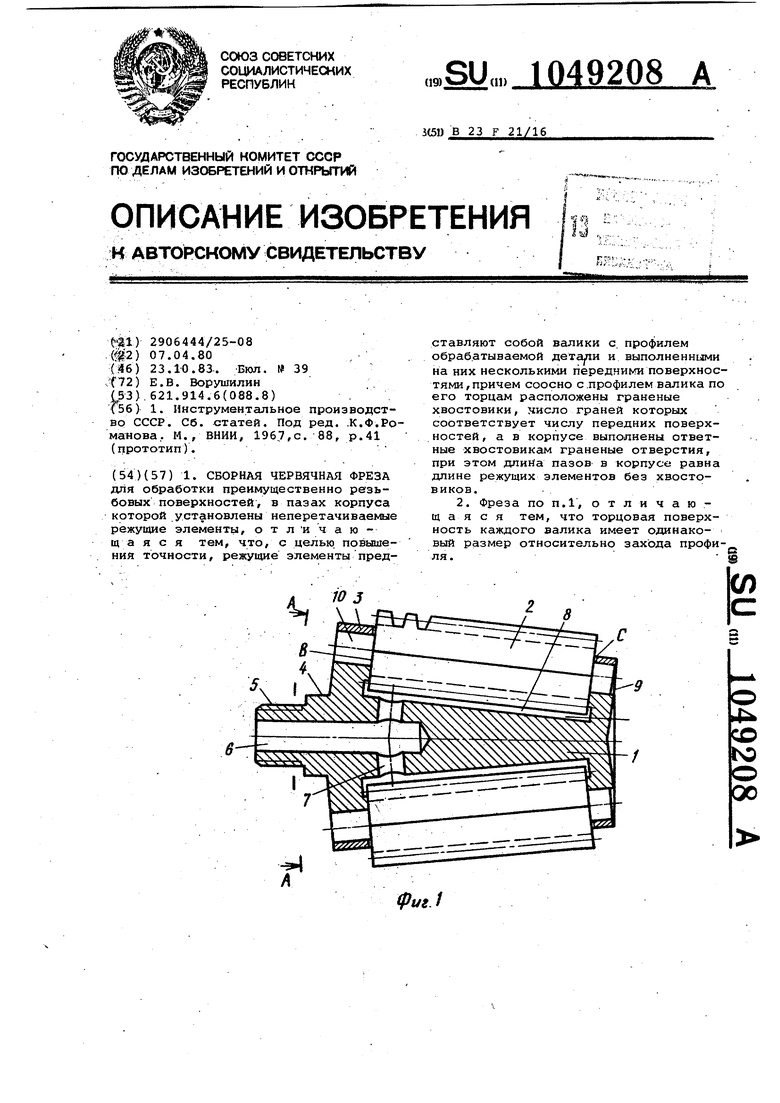
Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Инструментальное производство СССР | |||
| Сб | |||
| статей | |||
| Под ред | |||
| .К.Ф.Ро манова, М., ВНИИ, 1967,с | |||
| Шланговое соединение | 0 |
|
SU88A1 |
