Изобретение относится к области обработки металлов резанием, в частности к конструкции сборных фрез со сменными неперетачиваемыми режущими пластинами для резания внутренней резьбы больших (до 300 мм) диаметров преимущественно в крупногабаритных деталях, например в корпусах турбин, насосов и т.п. Изобретение направлено на снижение расхода дорогостоящего твердого сплава для изготовления сменных режущих пластин при одновременном упрощении самих режущих пластин, заготовок для их изготовления, упрощения обработки (доводки) заготовок, увеличения рабочего ресурса режущих пластин. Это повышает эффективность фрез и их эксплуатационные качества, уменьшает их стоимость и затраты на выполнение внутренней резьбы в обрабатываемых узлах и деталях.
Конструкции сборных фрез со сменными неперетачиваемыми режущими пластинами из твердого сплава для нарезания внутренних резьб в крупногабаритных деталях фрезерованием на специальных установках в технике известны. В частности, известна сборная резьбовая фреза - вихревая головка модели VB 135 производства фирмы "Лейстриц" (Leistritz GWT), ФРГ. Она позволяет нарезать точную резьбу высокого качества с минимальными трудозатратами любого профиля диаметром от 30 до 135 мм с шагом от 1,5 до 6 (8) мм. Для этого достаточно несколько типоразмеров вихревых головок модели VB 135 и три поворотные плиты различного размера. Конструктивно вихревая головка модели VB 135 представляет собой корпус преимущественно ступенчатой цилиндрической формы с головной и хвостовой частями. В торце головной части корпуса установлены и закреплены сменные режущие пластины, расположенные перпендикулярно оси корпуса равномерно по его периметру и выполненные из заготовок, имеющих прямоугольную форму (1). При относительной простоте конструкции корпуса этой вихревой головки сменные режущие пластины имеют очень сложную форму, изготавливаются из твердосплавных пластин по особой уникальной технологии, составляющей "ноу-хау" фирмы, требуют значительного расхода твердосплавного материала и очень высокой точности их изготовления. Это и определяет высокую стоимость сменных режущих пластин и вихревых головок модели VB 135, существенно повышает затраты на выполнение внутренней резьбы в ответственных крупногабаритных узлах и деталях, хотя эти затраты остаются ниже затрат на выполнение таких резьб на известном традиционном оборудовании (горизонтально-расточных или тяжелых токарно-карусельных станках) в силу значительно меньшей трудоемкости работ и большей их производительности при высоком качестве и точности выполняемой резьбы.
Более близкой к заявляемой сборной резьбовой фрезе по техническому существу (прототипом) является сборная резьбовая фреза, содержащая корпус с цилиндрической головной и хвостовой частями, и комплект сменных неперетачиваемых режущих пластин из твердого сплава, установленных в гнездах, расположенных вдоль образующей головной части корпуса равномерно по его периметру и зафиксированных с помощью деталей крепления, при этом упомянутые пластины выполнены из заготовок в форме правильных треугольников одинакового размера, толщина которых обеспечивает необходимую прочность их нагружаемых рабочих частей, прилегающих к вершинам образующего пластины треугольника и выполненных в форме профиля нарезаемой резьбы по всей толщине пластины, упомянутые гнезда выполнены, по меньшей мере, с двумя стенками, расположенными взаимно перпендикулярно и служащими опорами для установки и закрепления режущих пластин, причем одна из указанных опорных стенок параллельна радиальной плоскости корпуса на заданном расстоянии от нее, и на этой опорной стенке в каждом гнезде закреплена одна режущая пластина, а часть второй стенки служит опорной для боковой грани режущей пластины, расположенной против ее нагружаемой рабочей части (см. SU 1750860, В 23 С 5/08, 1992 г.).
К недостаткам этой известной сборной резьбовой фрезы следует отнести сложность конструкции корпуса сборной резьбовой фрезы и крепления режущих пластин, что усложняет изготовление корпуса и деталей крепления режущих пластин и повышает стоимость самой фрезы. Кроме того, смещение опорной стенки каждого гнезда для режущих пластин от радиальной плоскости корпуса в сторону, противоположную направлению вращения фрезы, усложняет изготовление режущих пластин за счет необходимости выполнения их с задними углами режущих кромок, что повышает стоимость изготовления пластин и уменьшает рабочий ресурс каждой режущей пластины, поскольку допускает возможность использования в качестве опорной только одну ее торцевую поверхность.
Задача, на решение которой направлено данное изобретение, упростить конструкцию сборной резьбовой фрезы и крепления сменных режущих пластин без снижения точности и качества выполняемой внутренней резьбы, упростить обслуживание и снизить стоимость изготовления сборной резьбовой фрезы в целом, а значит и стоимость выполнения такой фрезой внутренней резьбы в ответственных крупногабаритных узлах и деталях.
Технический результат, который может быть получен при осуществлении данного изобретения и решении указанной выше задачи, создание более простой и компактной сборной резьбовой фрезы с уменьшением минимального диаметра выполняемой резьбы без снижения качества и точности всего диапазона выполняемых резьб по диаметру при одновременном повышении удобства и эффективности в эксплуатации и обслуживании, увеличении рабочего ресурса режущих пластин.
Указанный технический результат при осуществлении данного изобретения достигается тем, что в известной сборной резьбовой фрезе, содержащей корпус с цилиндрической головной и хвостовой частями и комплект сменных неперетачиваемых режущих пластин из твердого сплава, установленных в гнездах, расположенных вдоль образующей головной части корпуса равномерно по его периметру и зафиксированных с помощью деталей крепления, при этом упомянутые пластины выполнены из заготовок в форме правильных (равносторонних) треугольников одинакового размера, толщина которых обеспечивает необходимую прочность их нагружаемых рабочих частей, прилегающих к вершинам образующего пластины треугольника и выполненных в форме профиля нарезаемой резьбы по всей толщине пластины, упомянутые гнезда выполнены, по меньшей мере, с двумя стенками, расположенными взаимно перпендикулярно и служащими опорами для установки и закрепления режущих пластин, причем одна из указанных опорных стенок параллельна радиальной плоскости корпуса на заданном расстоянии от нее и на этой опорной стенке в каждом гнезде закреплена одна режущая пластина, а часть второй стенки служит опорой для боковой грани режущей пластины, расположенной против ее нагружаемой рабочей части.
В соответствии с данным изобретением опорная стенка каждого гнезда смещена от радиальной плоскости корпуса по направлению вращения фрезы, каждая режущая пластина закреплена по центру образующего ее треугольника, при этом оси деталей крепления всех режущих пластин расположены в одной плоскости, перпендикулярной продольной оси корпуса. При этом корпус фрезы выполнен ступенчатым, а глубина гнезд по опорной стенке крепления режущих пластин не превышает 2/3 высоты треугольника режущих пластин.
Указанный технический результат при осуществлении данного изобретения достигается также тем, что в опорных стенках гнезд для закрепления режущих пластин дополнительно установлено по одному эксцентриковому регулировочному (установочному) штифту, взаимодействующему с боковой гранью режущей пластины, а в торце головной части корпуса по его оси закреплена фасонная шайба с обращенными к режущим пластинам выступам одинаковой формы и размеров, количество и расположение которых соответствует количеству и расположению режущих пластин фрезы и которые своими торцами взаимодействуют с частью поверхности боковой грани соответствующей пластины вблизи второй опорной стенки гнезда.
Указанный технический результат при осуществлении данного изобретения достигается еще и тем, что на боковой поверхности цилиндрического участка головной части корпуса фрезы у ее конца выполнен выступ, форма которого в осевом сечении корпуса подобна форме профиля нарезаемой резьбы, но не превышает его номинальные размеры и полностью перекрывается рабочей частью режущей пластины. При этом упомянутый выступ на боковой поверхности цилиндрического участка головной части корпуса в перпендикулярных продольной оси корпуса сечениях повторяет форму обращенной к нему передней грани режущих кромок всех пластин фрезы и плотно прилегает к ней всей сопрягаемой поверхностью при установке и закреплении пластин. Это позволяет уменьшить толщину режущих пластин без потери прочности их нагружаемой рабочей части, уменьшить расход твердого сплава на изготовление пластин и уменьшить их стоимость и стоимость фрезы в целом.
Действительно, осуществление данного изобретения с использованием предлагаемой совокупности существенных отличительных признаков обеспечит последовательное достижение указанного технического результата в полном объеме.
Так, предлагаемая установка режущих пластин в гнездах, выполненных вдоль образующей головную часть корпуса фрезы при указанном конструктивном выполнении гнезд, позволит:
- уменьшить общие габариты фрез и минимальный диаметр нарезаемых с их помощью резьб (с ⊘ 30 мм до ⊘ 16 мм);
- повысить надежность установки и закрепления режущих пластин, уменьшить вероятность разрушения ненагруженных режущих кромок, а значит повысить в целом долговечность сменных режущих пластин (радиальная составляющая усилия резания воспринимается не точкой на режущей кромке, опирающейся на цилиндрический штифт, а всей опорной поверхностью одной грани пластины);
- исключить необходимость шлифования заднего угла режущих граней пластин (как у пластин фрезы-прототипа).
Дополнительная установка эксцентрикового регулировочного штифта, взаимодействующего с одной из граней сменной пластины, в сочетании с фасонной прижимной шайбой позволяет устанавливать рабочие поверхности всех пластин в одной плоскости и жестко фиксировать такую их установку, обеспечивая дополнительную регулировку фрезы и повышая точность и качество нарезаемых резьб.
Выполнение на боковой поверхности цилиндрического участка головной части корпуса фрезы у его конца выступа предлагаемой формы обеспечивает дополнительную опору нагружаемым рабочим частям режущих пластин, улучшает условия их работы и позволяет дополнительно уменьшить их толщину (а значит уменьшить расход твердого сплава на изготовление пластин и их стоимость) или во всяком случае существенно повысить надежность их в эксплуатации. При этом опорная часть указанного выступа может повторять форму передних режущих граней (при выполнении их с положительным передним углом), сохраняя указанные выше функции, и способствовать повышению точности и качества нарезаемой резьбы без изменения размеров режущих пластин, в т.ч. без увеличения их толщины за счет сохранения дополнительной опоры рабочей частью пластин.
При исследовании отличительных признаков заявляемой сборной резьбовой фрезы не выявлено каких-либо аналогичных известных решений, обеспечивающих достижение указанного ранее технического результата.
Проведенный заявителем анализ достигнутого уровня техники в данной области по доступным источникам информации, содержащим сведения об аналогах данного изобретения, не выявил известность аналога, характеризующегося всей совокупностью существенных признаков заявляемого объекта или тождественных им. Выявленный прототип является одним из наиболее близких аналогов по техническому существу и совокупности существенных признаков, что позволило установить существенные отличительные признаки заявляемого объекта по их отношению к создаваемому техническому результату, изложенные в формуле изобретения.
Следовательно, заявляемый объект отвечает условию охраноспособности "новизна".
Дополнительный поиск известных решений в этой же и смежных областях техники не выявил известность использования отличительных признаков заявляемого объекта для решения аналогичных задач с получением таких же результатов. Это позволяет сделать вывод, что заявляемый объект не вытекает для специалиста явным образом из достигнутого уровня техники.
Следовательно, заявляемый объект отвечает условию охраноспособности "изобретательский уровень".
Поскольку для промышленной реализации заявляемого объекта отсутствуют, как это будет показано ниже, препятствия технического, технологического или иного характера - он вполне соответствует условию охраноспособности "промышленная применимость".
Сущность изобретения поясняют приводимые ниже примеры конкретного осуществления заявляемого объекта, которые, однако, не исчерпывают все возможные варианты его осуществления в пределах заявляемой формулы изобретения, и чертежи, на которых представлены:
- на фиг.1 - заявляемая сборная фреза (увеличено) со сменными режущими пластинами для нарезания метрической или трубной резьбы, вид сбоку с частичным разрезом, поясняющим конструкцию ее отдельных элементов;
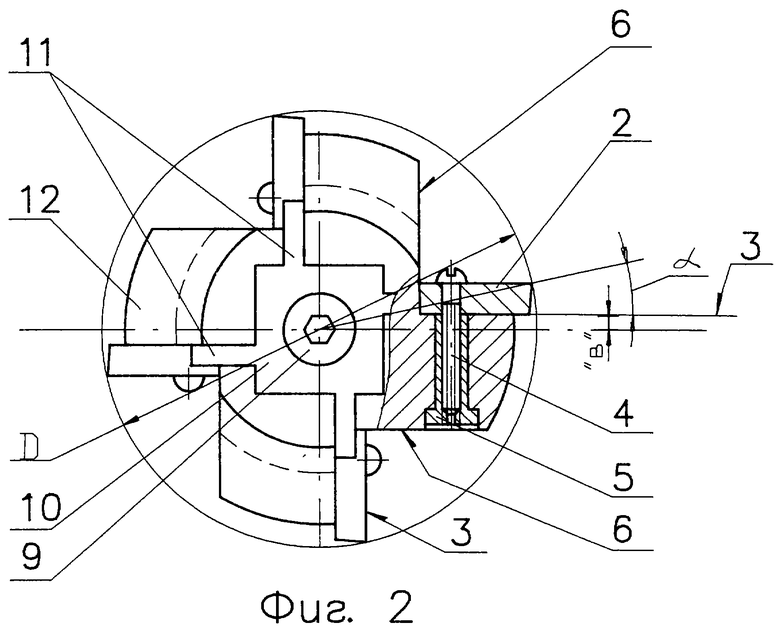
- на фиг. 2 - вид А по фиг.1 с частичным разрезом, поясняющим один из возможных вариантов конструктивного выполнения гнезд в корпусе фрезы для установки четырех сменных режущих пластин и их крепления, а также конструктивное выполнение других элементов;
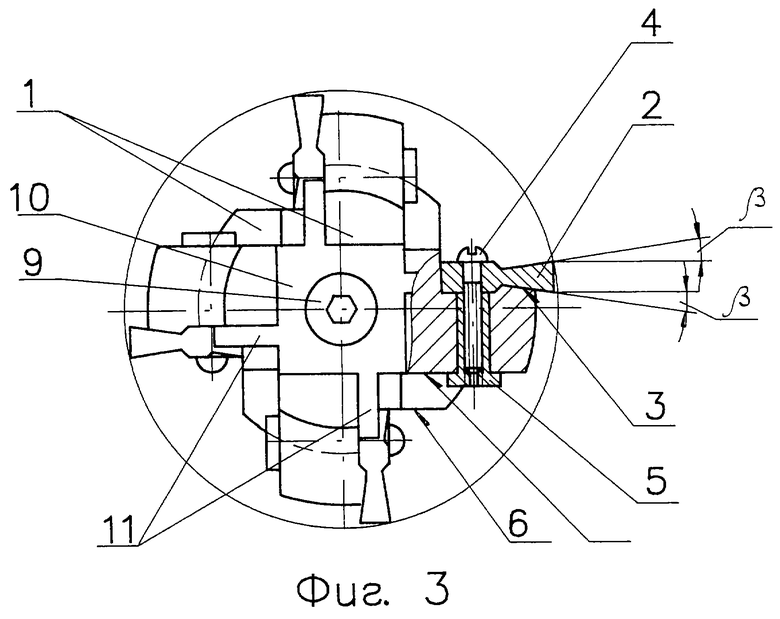
- на фиг.3 - вид А по фиг.1 с частичным разрезом, поясняющим возможный вариант конструктивного выполнения гнезд в корпусе фрезы, в частности, и для установки сменных режущих пластин, у которых обе передние грани каждой режущей кромки (рабочей части) всех пластин выполнены с положительным передним углом β.
Заявляемая сборная резьбовая фреза содержит (см. фиг.1) ступенчатый корпус 1 с цилиндрической головной 1"а" и хвостовой 1"б" частями и сменные режущие пластины 2, количество которых может составлять от 1 до 8 (и даже больше) и определяет типоразмер фрезы и ее возможную производительность при определенной величине подачи на одну пластину. Сменные режущие пластины 2 заявляемой фрезы изготовлены из твердого сплава в форме правильных треугольников одинакового размера (по ГОСТ 19044-80 или ГОСТ 19046-80), толщина которых обеспечивает необходимую прочность их нагружаемых рабочих частей, прилегающих к вершинам образующего пластины 2 треугольника и выполненных в форме профиля нарезаемой резьбы по всей толщине пластины 2.
На фиг.1-3) показана сборная режущая фреза из четырех пластин 2 для нарезания наиболее распространенного профиля резьбы - метрической. Другой основной отличительной особенностью заявляемой фрезы является то, что пластины 2 установлены в выполненных вдоль образующей головную часть 1"а" цилиндрического корпуса гнездах, имеющих по меньшей мере две стенки, при этом одна из них - стенка 3 - расположена параллельно радиальной плоскости корпуса 1 на заданном расстоянии "в" от нее в сторону направления рабочего вращения фрезы. На этой опорной стенке 3 в каждом гнезде закреплена одна режущая пластина 2 по центру образующего ее треугольника с помощью винта 4 и резьбовой втулки 5, установленной в отверстии упомянутой стенки 3 с гнездом под головку втулки 5, выполненным с обратной стороны стенки 3 (см. фиг.2). Использование сменной резьбовой втулки 5 вместо нарезания резьбы под винт 4 непосредственно в стенке 3 гнезд в головной части 1"а" корпуса фрезы предохраняет корпус от случайных повреждений при поломке пластины 2 или метчика при нарезании резьбы под установку винта 4. При этом оси винтов 4 крепления всех сменных пластин 2 одной фрезы расположены в одной плоскости, перпендикулярной продольной оси корпуса 1.
Вторая из образующих каждое гнездо в головной части 1"а" корпуса стенка 6 расположена перпендикулярно стенке 3, а прилегающая к стенке 3 часть стенки 6 служит опорой для одной из боковых граней пластины 2, расположенной против нагружаемой ее рабочей части. Предлагаемая конструкция сменных режущих пластин 2 и гнезд для их установки и закрепления в головной части 1"а" цилиндрического корпуса определяет возможную глубину указанных гнезд по опорной стенке 3 для закрепления режущих пластин - она не должна превышать две трети высоты треугольника заготовки для изготовления режущих пластин 2.
Еще одной отличительной особенностью заявляемой фрезы является возможность точной установки каждой точки профиля нарезаемой резьбы всех пластин фрезы в одной соответствующей плоскости. Это существенно повышает точность и качество нарезаемой резьбы. Для этого в опорных стенках 3 каждого гнезда корпуса 1 фрезы дополнительно установлено по одному эксцентриковому регулировочному (установочному) штифту 7 с цилиндрической наружной рабочей поверхностью, взаимодействующей с боковой гранью режущей пластины 2 и обеспечивающей при соответствующем повороте штифта 7 смещение пластины 2 вдоль оси корпуса 1 к торцу головной части 1"а" корпуса по опорной стенке 6 или возможность отжатая пластины 22 в обратном направлении. Установочная ось 8 штифта 7 по отношению к оси его рабочей поверхности выполнена с некоторым эксцентриситетом ε, что обеспечивает возможность указанного смещения пластин 2.
Для необходимого отжатия пластин, прижатия их боковой гранью к сопряженной поверхности опорной стенки 6 и фиксации всех пластин после их установки в требуемом положении в торце головной части "а" цилиндрического корпуса по его оси с помощью винта 9 установлена прижимная фасонная шайба 10. Шайба 10 выполнена с обращенными при ее установке к режущим пластинам 2 выступами 11 одинаковой формы и размеров, количество и расположение которых соответствует количеству и расположению режущих пластин 2 фрезы данного типоразмера и которые своими торцами взаимодействуют с частью поверхности боковой грани соответствующей пластины 2 вблизи второй опорной стенки 6 в гнездах головной части 1"а" корпуса. Для повышения прочности нагружаемых рабочих частей пластин 2, их надежности и долговечности в эксплуатации и возможности некоторого дополнительного уменьшения толщины заготовок, а значит уменьшения расхода твердого сплава и стоимости режущих пластин 2, на боковой поверхности цилиндрического участка головной части 1"а" корпуса фрезы у его конца выполнен кольцевой выступ 12, форма которого в осевом сечении корпуса подобна форме профиля нарезаемой резьбы, но не превышает его номинальные размеры в плоскости опорной стенки 3 и полностью перекрывается рабочей частью режущей пластины 2. При этом упомянутый выступ 12 в перпендикулярных продольной оси корпуса сечениях повторяет форму обращенной к нему передней грани режущих кромок всех пластин 2 фрезы для нарезания резьбы конкретного профиля и плотно прилегает к ней всей сопрягаемой поверхностью при установке и закреплении пластины 2.
В показанном на фиг.1 и 2 варианте конструкции сборной резьбовой фрезы пластины 2 выполнены без переднего угла режущих граней, и обращенный к пластине 2 торец выступа 12, служащий опорой части пластины 2, лежит в одной плоскости с опорной стенкой 3. Это упрощает изготовление и обработку самих режущих пластин 2 и корпуса 1 фрезы (выполнение в нем гнезд вдоль образующей), а значит снижает их стоимость.
В показанном на фиг.3 варианте конструкции заявляемой фрезы (вид А по фиг.1) режущие пластины 2 выполнены с передним углом β режущих граней, и для плотного прилегания пластин к опорной поверхности 3 и поверхности кольцевого выступа 12 последняя повторяет форму режущей грани пластины 2. Это усложняет конструкцию режущих пластин 2 и корпуса фрезы 1, их изготовление и обработку, а значит увеличивает их стоимость, но это существенно повышает точность и качество нарезания резьбы, что очень важно для ответственных узлов и деталей. На фиг. 3 показан еще один из возможных вариантов конструктивного выполнения головной части 1"а" корпуса, не имеющий принципиального значения. Суть его в том, что в опорной стенке 6 всех гнезд головной части 1"а" корпуса, на некотором удалении от опорной стенки 3 - за пределами опорной поверхности для одной из боковых граней сменной режущей пластины 2 - профрезерована выборка на части длины опорной стенки 6, поверхность 13 которой служит опорой для головки резьбовой втулки 5.
Заявляемая сборная резьбовая фреза может быть укомплектована сменными режущими пластинами 2, режущие грани которых выполнены в виде профиля другого вида резьбы, например трапецеидальной упорной, трубной цилиндрической или другого вида. Если режущие пластины 2 для нарезания метрической резьбы, как показано на фиг.1-3, могут быть использованы для нарезания резьбы этого вида различного диаметра и шага (в пределах размеров режущих граней), то для нарезания других видов специальных резьб необходимо на каждый шаг резьбы (и соответственно ее внутренний диаметр) иметь отдельный комплект сменных режущих пластин, поскольку размеры отдельных элементов каждого профиля связаны именно с шагом нарезаемой резьбы.
Нарезание внутренней резьбы с помощью сборных резьбовых фрез вообще и заявляемой фрезой в частности может осуществляться на установках, содержащих станок с ЧПУ (центр), оборудованный специальной оснасткой, которые обеспечивают фрезе все необходимые движения для нарезания резьбы в автоматическом режиме - опускание фрезы на дно отверстия, врезание фрезы на глубину резьбы, выбор зарезьбового кармана без подачи по шагу резьбы, обеспечение планетарного движения оси фрезы вокруг оси нарезаемого отверстия, нарезание резьбы с обеспечением перемещения фрезы по шагу и т.д.
Испытания заявляемой фрезы проводились на машинном центре фирмы "Вальдрих Кобург" на Невском заводе в Санкт-Петербурге с использованием резьбонарезной установки фирмы "Ингерсол".
Нарезалась внутренняя резьба М48•5 в заготовке из стали 3. Длина обработки (нарезания) составляла 100 мм. В заготовке растачивалось отверстие диаметром 43 мм. Использовалась заявляемая фреза с диаметром описанной окружности 40 мм при числе зубьев (сменных режущих пластин) Z=4. Обработка велась на следующих режимах:
- скорость резания V=190 м/мин (при n=1500 об/мин);
- планетарное (обкаточное) движение фрезы осуществлялось с числом оборотов n=6 об/мин при обеспечении подачи на зуб Sz=0,15 мм.
Нарезалась внутренняя резьба M110•4 в заготовке из стали 3, длина обработки - 150 мм. В заготовке растачивалось отверстие диаметром 106 мм. Диаметр заявляемой фрезы (описанной окружности по теоретическим вершинам ее пластин) составлял 100 мм при числе зубьев Z=8. Обработка велась на следующих режимах:
- скорость резания V=160 м/мин (при n=500 об/мин);
- число оборотов планетарного (обкаточного) движения фрезы n=4 об/мин, что обеспечило подачу на зуб Sz=0,35 мм.
В обоих случаях испытания дали положительные результаты - заявляемая фреза работала на уровне импортных фрез фирмы "Ингерсол" и обеспечила высокую точность и качество нарезаемых резьб.
При этом трудоемкость изготовления корпуса заявляемой фрезы значительно ниже трудоемкости изготовления корпуса фрезы-прототипа, как и трудоемкость изготовления режущих пластин из твердого сплава, а рабочий ресурс последних, по сравнению с пластинами фрезы-прототипа, в два раза выше.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ | 1998 |
|
RU2147495C1 |
| Сборная червячная фреза | 1980 |
|
SU1049208A1 |
| Сборная червячная фреза | 2023 |
|
RU2814755C1 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
| ЧЕРВЯЧНАЯ ИГЛОФРЕЗА-ЛЕТУЧКА | 2007 |
|
RU2332283C1 |
| СПОСОБ ЗУБОИГЛОФРЕЗЕРОВАНИЯ ЧЕРВЯЧНОЙ ИГЛОФРЕЗОЙ-ЛЕТУЧКОЙ | 2007 |
|
RU2332282C1 |
| Сборная червячная фреза с групповой схемой резания | 2019 |
|
RU2720011C1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1998 |
|
RU2147496C1 |
Изобретение относится к обработке металлов резанием, нарезанию внутренней резьбы больших диаметров преимущественно в крупногабаритных деталях, например в корпусах турбин и насосов. Фреза содержит корпус и комплект неперетачиваемых режущих пластин из твердого сплава, установленных в гнездах корпуса равномерно по его периметру и зафиксированных с помощью деталей крепления, при этом упомянутые пластины выполнены из заготовок в форме правильных треугольников, рабочие части которых, прилегающие к вершинам, выполнены в форме профиля нарезаемой резьбы по всей толщине пластины, упомянутые гнезда выполнены, по меньшей мере, с двумя стенками, служащими опорами для установки и закрепления режущих пластин, причем одна из указанных опорных стенок параллельна радиальной плоскости корпуса, расположена на заданном расстоянии от нее и к этой опорной стенке в каждом гнезде прижата одна режущая пластина, а часть второй стенки служит опорой для боковой грани режущей пластины и расположена против ее нагружаемой рабочей части. Для упрощения конструкции и уменьшения расхода твердосплавного материала опорная стенка каждого гнезда для закрепления режущей пластины, параллельная радиальной плоскости корпуса, смещена относительно последней по направлению вращения фрезы, а вторая опорная стенка каждого гнезда выполнена перпендикулярно первой опорной стенке. Каждая режущая пластина закреплена по центру образующего ее треугольника. При этом оси деталей крепления всех режущих пластин расположены в одной плоскости, перпендикулярной продольной оси корпуса. 5 з.п.ф-лы, 3 ил.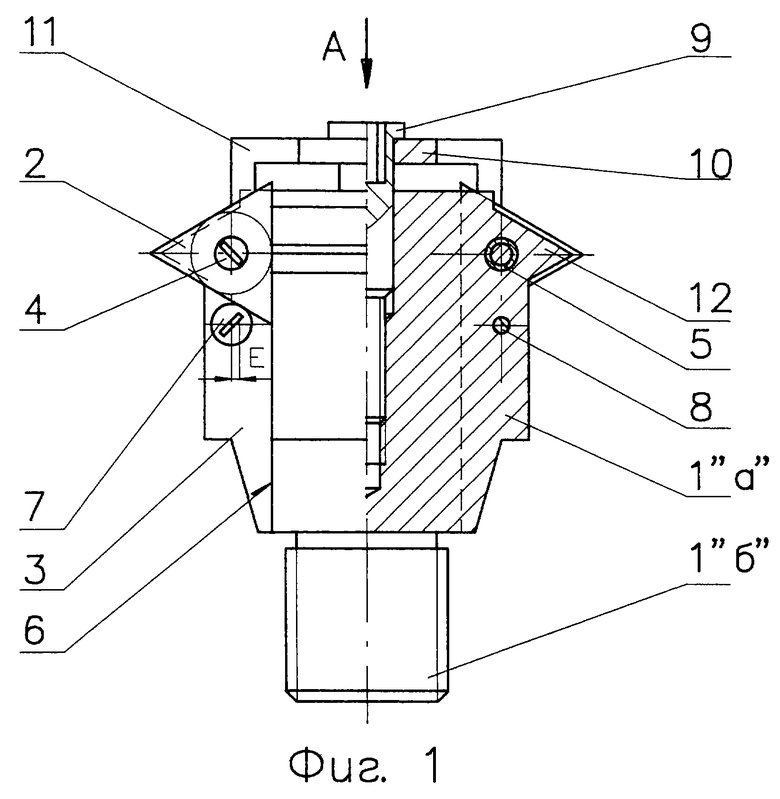
| Фреза с механическим креплением сменных многогранных пластин | 1990 |
|
SU1750860A1 |
| Цилиндрическая резьбовая фреза | 1948 |
|
SU77863A1 |
| Инструмент для нарезания резьбы | 1984 |
|
SU1234080A1 |
| US 4531863, 30.07.1985. | |||

