Изобретение относится к области машиностроения, в частности к червячным инструментам для обработки зубчатых изделий.
Известны червячные фрезы, у которых режущие кромки на правой и на левой сторонах зуба оснащены призматическими пластинами (см. патент Германии N 2753286, М. кл. B 23 F 21/16 Mehrteiliger Abwalzfa-ser.Anmeldetag 30.11.77, Anmelder Sack GmbH, Dusseldorf). Применение сменных пластин иной формы для таких фрез не предусмотрено.
Известны также сборные червячные фрезы для обработки зубчатых изделий, оснащенные сменными неперетачиваемыми режущими пластинами, установленными на боковой стороне зубьев вдоль линии станочного зацепления (см. авт.св. СССР N 629023, Сборная червячная фреза, МКИ B 23 F 21/16, заявка N 2484590/25-08 от 12.05.77, автор Сидоренко А. К., БИ N 39 от 25.10.78). Недостатком данной фрезы является сложность исполнения, особенно для среднего и мелкого модулей.
В предлагаемом изобретении указанные недостатки исключены за счет поочередного оснащения зубьев червячных инструментов сменными неперетачиваемыми режущими пластинами, имеющими модифицированные участки профиля на боковых сторонах для совмещения их с профилем зуба фрезы, которые установлены в плоскости его профиля на вершине, в средней части и на ножке в зоне линий профилирования, а также новыми вариантами установки и крепления пластин и реек.
Описания предлагаемых фрез поясняются на чертежах.
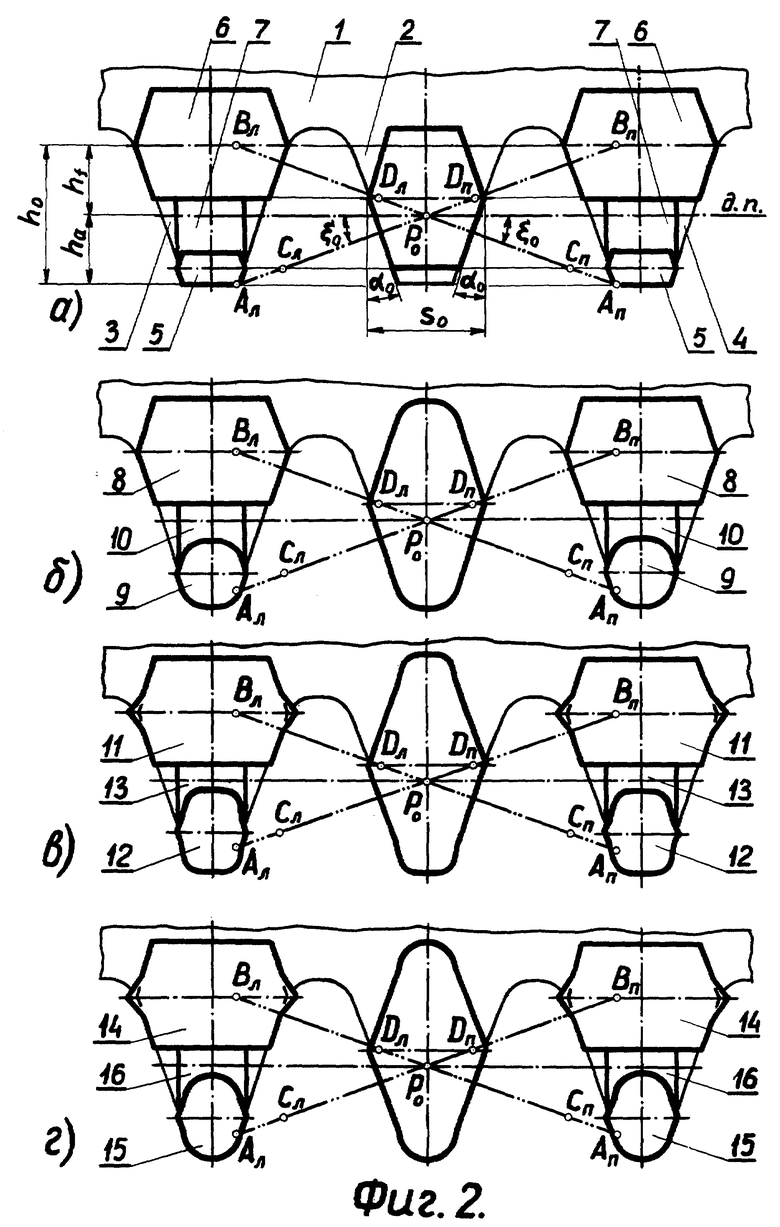
На фиг. 1 показана червячная фреза, имеющая рейки 1, у которых средние зубья 2 совмещены с межосевым перпендикуляром фрезы и изделия, точка пересечения которого с делительной прямой (д.п.) является полюсом профилирования Pо, а крайние зубья 3 и 4 связаны с линиями профилирования AлCлPоBп и AпCпPоBл, представляющими собой нормали, проведенные через полюс профилирования Pо соответственно к левым и правым боковым режущим кромкам зубьев рейки с углами профиля αo, равными углу станочного зацепления cо. Размещенные по витку фрезы зубья 2 в крайних своих положениях 5 и 6 совпадают с крайними положениями зубьев 3 и 4, что ограничивает их профилирующие участки точками CлDл и CпDп соответственно на левых и правых сторонах зубьев и исключает необходимость размещения режущих пластин за пределами этих участков. Поэтому на витке средних зубьев 2 режущие пластины 7 установлены только в их средней части, с перекрытием проекций точек CлDлCпDп на режущие кромки зуба, например, на величину (0,01 ... 0,3)m, где m - модуль зубьев. На витках крайних зубьев 3, 4 режущие пластины 8 установлены только у вершин, с перекрытием проекций точек AлCлAпCп, а пластины 9 - только у ножек, с перекрытием проекций точек DлBлDпBп. При этом профиль зуба фрезы, имеющий высоту hо, высоту головки ha высоту ножки hf, ширину Sо и угол профиля αo на делительной прямой (д.п.), а также точки AлAпCлCпPоDлDпBлBп линий профилирования однозначно определяют параметры и высоту установки для пластин выбранной формы, которой могут являться различные фигуры, для чистовых фрез - шестигранники 7, 8, 9 (фиг. 1, а), для получистовых - шестигранники 9, 10, 11 (фиг. 1, б), а для черновых - шестигранники 12, 13, 14 (фиг. 1, в) с комбинированными прямолинейно-дуговыми выступами для формирования подрезов припуска под чистовую обработку зубьев изделий или шестигранники 15, 16, 17 (фиг. 1, г) с выступающей дуговой головкой.
Предлагаемые фрезы для чистовой обработки обеспечивают адекватные базовым фрезам условия формирования зубьев изделий при сокращении на 4/9 числа профилирующих пластин, при этом исключается потребность установки пластин в накладку, что позволяет увеличить на 1/3 количество реек, соответственно повысив стойкость или производительность фрез. Одновременно упрощается конструкция фрез и технологичность их изготовления и обслуживания, но их установка требует точной ориентации относительно межосевого перпендикуляра.
У получистовых и черновых фрез непрофилирующие участки остаются режущими, поэтому на средних и крайних зубьях пластины могут чередоваться в обратном порядке через одну рейку либо устанавливаться в накладку, что исключает потребность точной осевой установки фрез (такой вариант возможен и для чистовых фрез).
На фиг. 2 показаны новые исполнения фрез, имеющих адекватные предыдущему варианту рейки 1 со средним 2 и крайними 3, 4 зубьями с профилем ho, ha, hf, so, αo и линиями профилирования AлCлPоDлBл и AпCпPоDпBп, которые отличаются от предыдущих чистовых фрез тем, что между пластинами 5 и 6 (фиг. 2, а), установленными на головке и ножке зубьев, размещен компенсатор 7, что обеспечивает уменьшение типоразмеров пластин и сокращает расход инструментальных материалов. Для получистовых и черновых фрез компенсаторы 10 между пластинами 8 и 9 (фиг. 2, б), компенсаторы 13 между пластинами 11 и 12 (фиг. 2, в) компенсаторы 16 между пластинами 14 и 15 (фиг. 2, г) могут буть режущими, при этом их профиль повторяет профиль данного участка зуба фрезы, но с меньшей точностью.
На фиг. 3 показаны основные виды пластин для оснащения зубьев фрез. На ножке, кроме 6-гранных чистовых (фиг. 3, а) и получистовых (фиг. 3, б), 10-гранных черновых с прямыми фланкирующими участками (фиг. 3, в) и впадинами (фиг. 3, г), могут быть установлены 9-гранные чистовые и получистовые (фиг. 3, д, е), 9-гранные черновые с прямыми (фиг. 3, ж) и дуговыми (фиг. 3, з) фланкирующими участками, 8-гранные чистовые и получистовые (фиг. 3, и), 8-гранные с лысками чистовые и получистовые (фиг. 3, к), 8-гранные черновые с прямыми (фиг. 3, л) и дуговыми (фиг. 3, м) фланкирующими участками. В средней части могут быть установлены ромбовидные 6-гранные или трапецеидальные (вариант 2) чистовые (фиг. 3, н), получистовые (фиг. 3, о) и черновые пластины с комбинированной (фиг. 3, п) или дуговой (фиг. 3, р) выступающей головкой. На вершине, кроме 6-гранных чистовых (фиг. 3, с), получистовых (фиг. 3, т) и черновых пластин с выступающей комбинированной (фиг. 3, у) или дуговой (фиг. 3, ф) головкой, могут быть установлены 8-гранные (фиг. 3, х), круглые (фиг. 3, ц, ш) или 5-гранные (фиг. 3, ч). Варианты их установки возможны в различных комбинациях, которые однозначно определяются размерами пластин и параметрами зубьев фрез, но составляют ноу хау данного изобретения.
Для фрез среднего и крупного модулей, где возможна установка пластин в плоскости профиля зуба для раздельного формирования его правой и левой режущих кромок, могут быть использованы пластины стандартной формы: трех-, четырех-, пяти-, шестигранной и других. При этом предпочтительны такие пластины, у которых длина боковой стороны перекрывает длину профилирующего участка соответственно в средней части, у ножки или головки зуба, что также однозначно определяет их размеры и параметры установки, но составляет ноу хау данного изобретения.
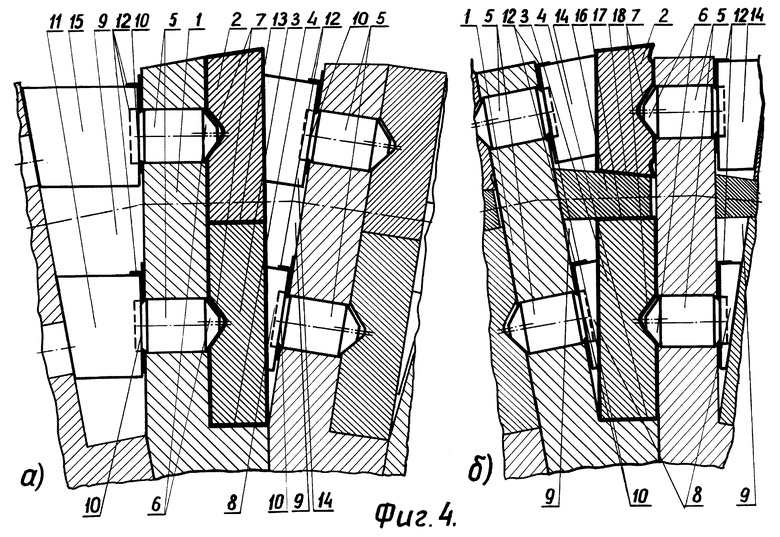
На фиг. 4 показаны варианты установки на рейке 1 пластин 2 и 3 соответственно на головке и ножке зуба. Для этого у ножки рейки выполнена опорная стенка 4, повторяющаяся форму задней поверхности прижимаемой к ней пластины. Установка пластины 3 выполнена штифтом 5 с выступающей головкой 6, введенной в адекватную ей впадину 7 (в т.ч. конической, сферической, пирамидальной, клиновой, сегментой, крестовидной или иной формы в плане), выполненную на основании пластины, а зажим выполнен клином 8 (который введен в канавку 9 между рейками) до упора между пяткой 10 штифта и предыдущей пластиной или при ее отсутствии у крайней рейки - опорной поверхностью рейки и клином 11 увеличенной толщины (фиг. 4, а). При этом зажим обеспечен за счет позитивного смещения осей отверстия пластины и отверстия установки штифта, а фиксация клина выполнена стопором 12 с отогнутыми выступами (из которых боковые отогнуты заранее для направления клина, а верхний - отогнут после заклинивания). Установка и крепление пластины 2 на вершине зуба аналогичны: при отсутствии компенсатора она прижата непосредственно к пластине, установленной на ножке зуба, поэтому их констактирующие поверхности 13 выполнены адекватными, а крепежные элементы отличаются от предыдущих только толщиной клиньев 14 и 15. Размещение элементов крепления возможно как со стороны оснований, так и со стороны верхних поверхностей пластин (фиг. 4, б). При наличии между пластинами 2 и 3 компенсатора 16 (фиг. 4, б), который служит опорой для обоих пластин, адекватными выполнены пары 17 и 18 контактирующих поверхностей. При выполнении компенсатора 16 у черновых и получистовых фрез режущим для перекрытия стыков режущими кромками соседних пластин высота его может быть ниже высоты этих пластин. Остальные элементы крепления одинаковы с предыдущими.
Для случая установки у черновых и получистовых фрез пластин в накладку (фиг. 4, в, г, д) пластины 2 и 3 имеют выступы 19, которые введены в адекватные им впадины 20 пластины 21. Остальные параметры и крепежные элементы одинаковы с предыдущими. Пластина у ножки зуба может быть исключена (фиг. 4, г) при выполнении наложенной пластины 22, полностью профилирующей среднюю часть и ножку зуба, что упрощает элементы крепления, а при выполнении зажима непосредственно наложенной пластины 23 (фиг. 4, д) вершинная пластина 2 с выступом 24 и их крепление еще более упрощаются. Остальные элементы крепления отличаются от предыдущих только углом и размерами клина 8 и канавки 9.
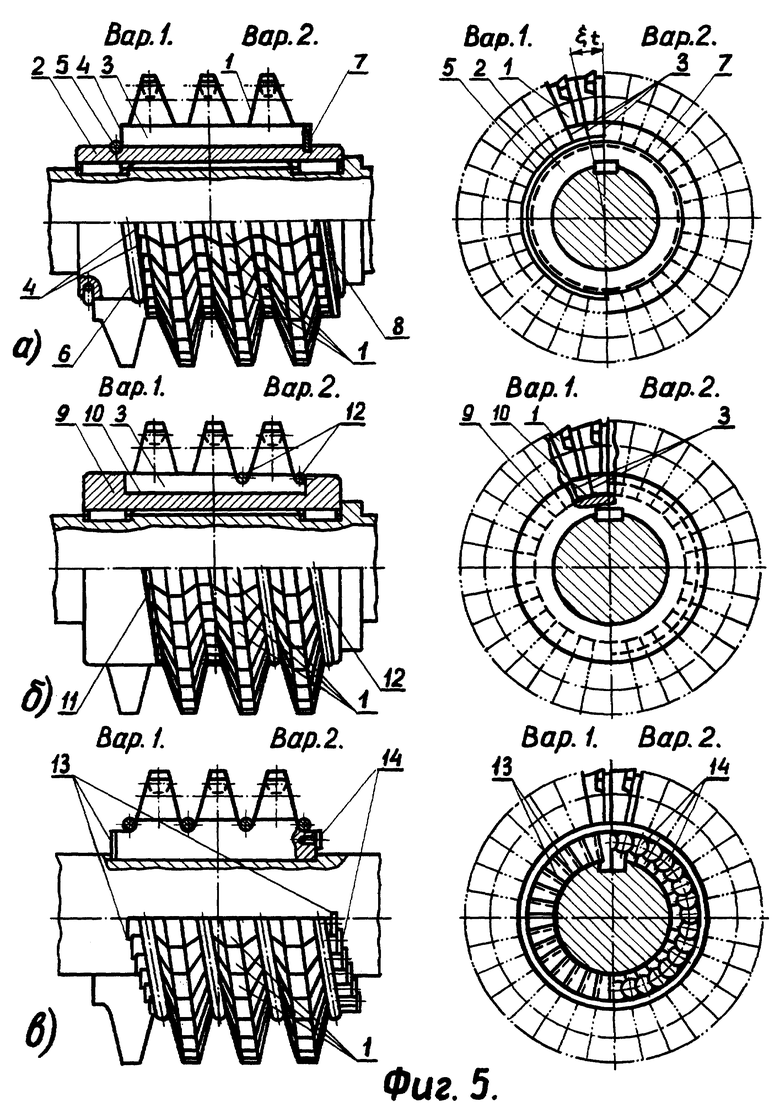
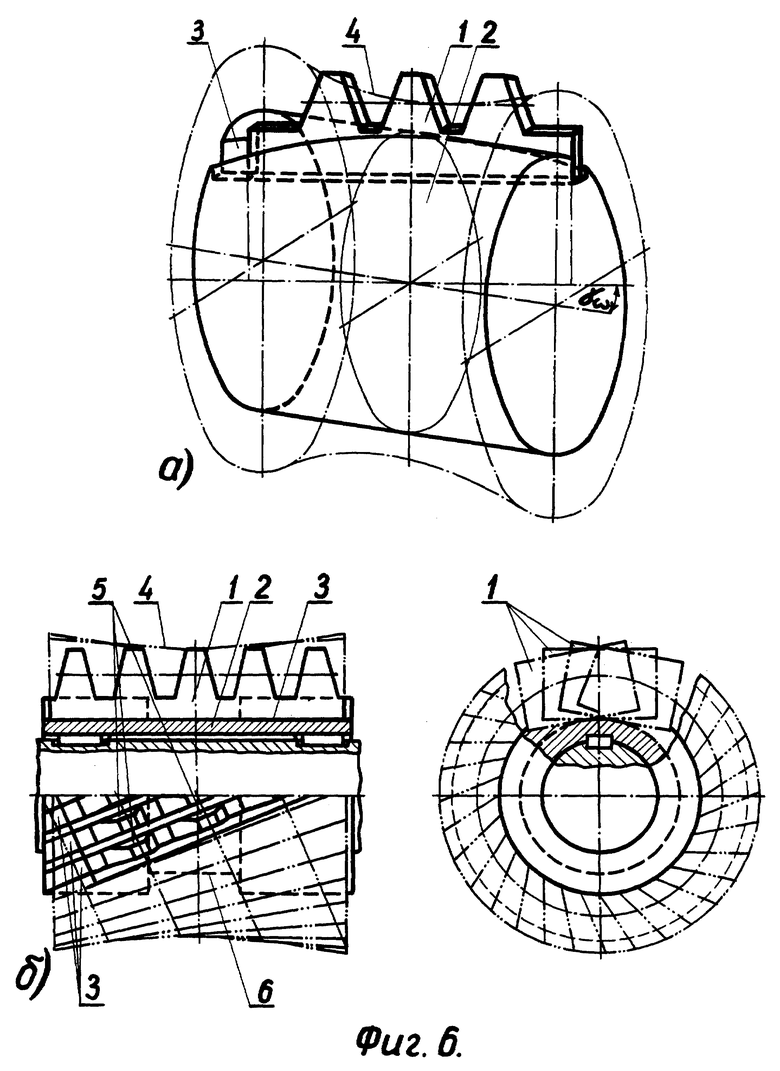
На фиг. 5 показаны фрезы, собранные из реек с размещенными на них пластинами. Рейки 1 в торцевом сечении выполнены в виде плоских зубчатых секторов, соответствующих величине углового шага ξt их установки на корпусе 2. Для фрез с малым углом подъема витков рейки могут быть установлены в осевом направлении (фиг. 5, а) одна к одной адекватными опорными поверхностями 3, что позволяет резко увеличить их количество и упростить конструкцию инструмента. При этом профиль их режущих кромок соответственно откорректирован, но способ коррекции составляет ноу хау данной заявки. Смещение реек по винтовой линии выполнено за счет установки торцов 4 до упора в пружину 5, введенную в винтовую канавку 6, имеющую шаг зубьев, а крепление реек может быть выполнено с помощью пайки, клейки или каким-либо из известных механических способов, например винтами. В случае крепления пайкой для исключения вытекания припоя вместо круглой упорной пружины могут быть применены плоские пружины 7 (вариант 2), установленные с двух сторон в соответствующие винтовые канавки 8, либо в корпусе 9 (фиг. 5, б) для реек может быть выполнено цилиндрическое углубление 10 с винтовыми боковыми сторонами 11, соответствующими ходу витков зубьев фрезы. При недостаточной прочности пайки для удержания реек на опорных поверхностях 3 могут быть выполнены продольные и/или поперечные канавки или иные впадины для заполнения их припоем, а снаружи в межзубых впадинах или по краям реек навита пружина 12 (вариант 2), которая также может быть армирующим элементом композиционного наружного припоя. При достаточной прочности пайки реек применение корпуса фрезы может быть исключено (фиг. 5, в), а для их установки по винтовой линии на концах реек могут быть выполнены с противоположных сторон выступы 13, либо на торцах реек могут быть установлены винты 14 с адекватными толщине выступов головками или пластинами (вариант 2).
На фиг. 6 показаны установка и крепление реек с наклоном относительно оси фрезы, равным углу γw подъема ее винтовой линии на начальном цилиндре. При этом рейки 1 выполнены плоскими и установлены на цилиндрическом корпусе 2 в прямолинейных пазах 3, имеющих наклон γw к оси фрезы. Такое исполнение обеспечивает формирование гиперболоидной производящей поверхности 4, при этом профиль реек полностью совпадает с плоским исходным инструментальным контуром, что исключает искажения фрезы при любом количестве заходов (см. доклад: Витренко А.Н., Витренко В.А. и др. "Технология изготовления гиперболоидных накатников для сглаживания поверхностей деталей типа тел вращения", в книге: "Прогрессивная техника и технологии машиностроения". Тез. докл. междунар.научн-техн.конф. - Донецк: ДонГТУ, 1995, с. 39-40). Крепление реек в пазах может быть выполнено подобно предыдущим вариантам, а крепление пластин отличается лишь увеличивающейся толщиной клиньев для компенсации расхождения реек при приближении к торцам гиперболоидной поверхности (фиг. 6, а). Однако данный недостаток может быть устранен (фиг. 6, б) при выполнении на спинках реек 1 (после их закрепления на корпусе фрезы 2 в канавках 3) лысок 5, обеспечивающих постоянную ширину пазов под пластины и клинья, устанавливаемые на зубьях фрезы. Для исключения в средней части корпуса участков с минимальной толщиной перегородок между канавками 3 на корпусе 2 может быть выполнена кольцевая канавка 6, что дополнительно облегчает доступ для припоя. Крепление пластин на зубьях рейки может быть выполнено по любому из вариантов, показанных на фиг. 4.
Совокупность приведенных признаков полностью характеризует предложенные параметры пластин, зубьев, реек и фрез, что соответствует критерию техническое решение. Их исполнение ранее не известно из решений базового уровня техники, что соответствует критерию новизна, и не вытекает из них автоматически, явным образом, что соответствует критерию неочевидности. Их реализация возможна в современных условиях реального производства, поскольку они отличаются от базовых исполнений лишь формой профиля и параметрами установки неперетачиваемых пластин, установкой и креплением их на рейках, а также креплением самих реек, что соответствует критерию промышленной применимости. При этом обеспечивается положительный эффект, заключающийся в упрощении конструкций фрез и повышении их точности и производительности, что улучшает технико-экономические показатели их изготовления и эксплуатации. Следовательно, предлагаемые технические решения обладают всеми признаками изобретения, которые последовательно развивают предыдущие варианты.
Примеры конкретного исполнения предлагаемых фрез.
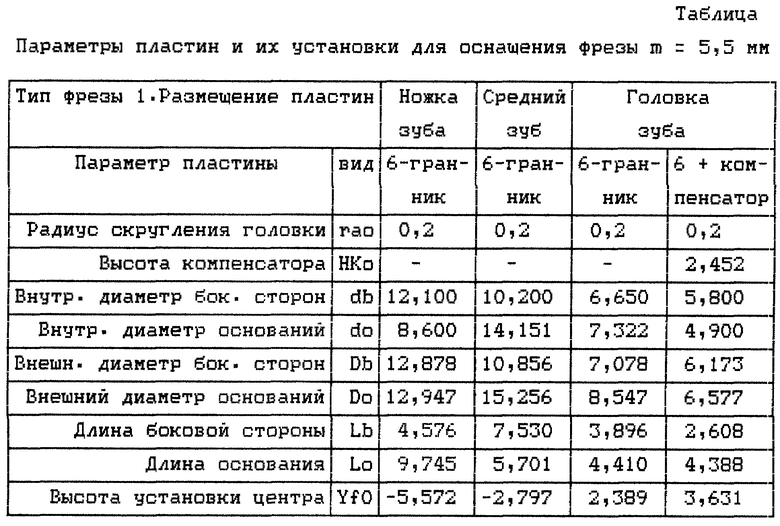
Для чистовой червячной фрезы, обрабатывающей зубчатые колеса с модулем m = 5,5 мм, шириной зуба на делительной прямой д.п. Sd = 8,81 мм, высотой головки ha0 = 6,88 мм и ножки hf0 = 6,87 мм, применение 6-гранных пластин с параметрами, приведенными в таблице, обеспечивает полное профилирование зубьев.
Экономический эффект от применения предлагаемых фрез заключается: 1) в уменьшении количества профилирующих пластин, что сокращает их расход; 2) в увеличении количества режущих реек, что повышает стойкость фрез или производительность зубообработки; 3) в упрощении конструкции фрез, что повышает технологичность их изготовления и эксплуатации.
В настоящее время разработаны экспериментальные конструкции червячных фрез, которые будут изготовлены и апробированы в 1998 г. на АО "Херсонские комбайны".
При уменьшении количества профилирующих пластин на 4/9 и при одновременном увеличении количества реек на 1/3 сокращение расхода пластин составит 1/9 (или 11,1% по сравнению с исходными). При средней стоимости комплекта пластин на 1 фрезу от 300 до 500 долларов США, данный экономический эффект составит от 33 до 55$. Дополнительный эффект за счет сокращения расхода фрез на 1/3 при средней стоимости одной фрезы от 500 до 1000$ составит от 167 до 333$. Таким образом, даже без учета экономического эффекта от упрощения конструкции фрез, технологичности их производства и эксплуатации суммарный экономический эффект на одну фрезу составит
Э = (33 ... 55) + (167 ... 333) = 200 ... 388$.
При годовой потребности страны в подобных фрезах до 2 тыс.штук экономический эффект составит 0,4 ... 0,78 млн.$, а с учетом всех преимуществ изготовления и эксплуатации может быть значительно большим.
Совокупность приведенных данных подтверждает целесообразность широкого применения предлагаемых фрез.


Изобретение относится к машиностроению, к инструментам для обработки зубчатых изделий. Фреза содержит корпус и поворотные неперетачиваемые режущие пластины, установленные вдоль линий профилирования, направленных по нормали к боковым режущим кромкам зубьев через полюс профилирования, лежащий в точке пересечения начальной прямой с межосевым перпендикуляром фрезы и изделия. Для исключения недостатков, связанных со сложностью изготовления, особенно для среднего и мелкого модулей, фреза снабжена рейками, на которых поочередно установлены поворотные неперетачиваемые режущие пластины. На этих пластинах выполнены модифицированные участки профиля, адекватные профилю данной части зуба рейки. Причем указанные пластины размещены в плоскости профиля зуба рейки на участках, ограниченных проекциями линий профилирования на средний и прилегающие к нему крайние зубья рейки. 16 з.п.ф-лы, 1 табл., 6 ил.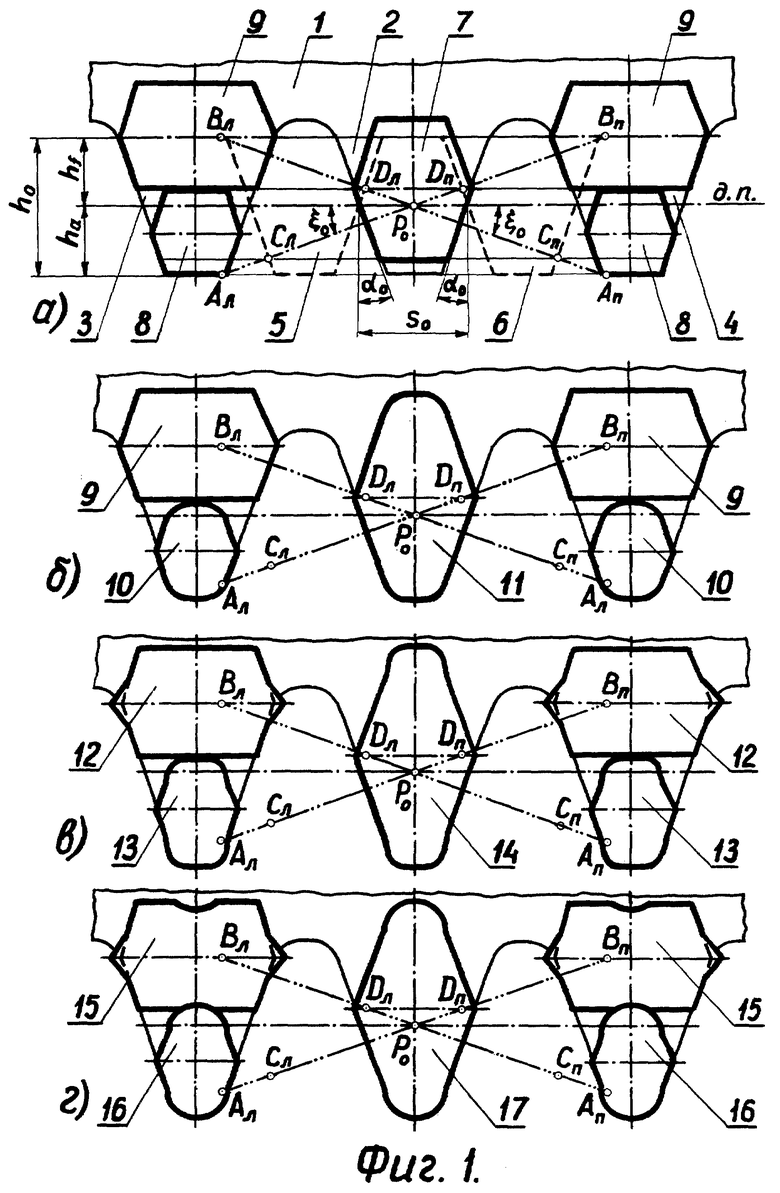
| Сборочная червячная фреза | 1977 |
|
SU629023A1 |
| Червячная сборная фреза | 1983 |
|
SU1106611A1 |
| Сборная червячная фреза | 1985 |
|
SU1276449A1 |
| Червячная фреза | 1984 |
|
SU1643143A1 |
| US 3688368 A, 05.09.1972 | |||
| ЗДАНИЕ | 2021 |
|
RU2753286C1 |
| Быстродействующий автоматический выключатель постоянного тока | 1961 |
|
SU147635A1 |

