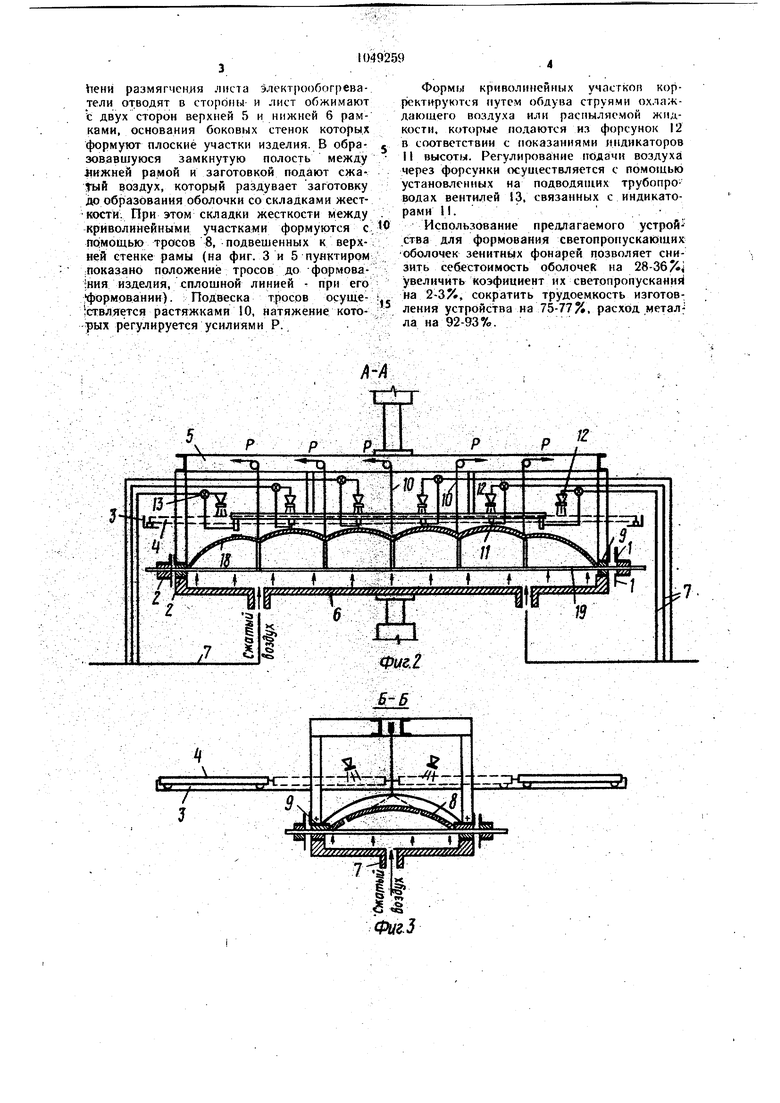
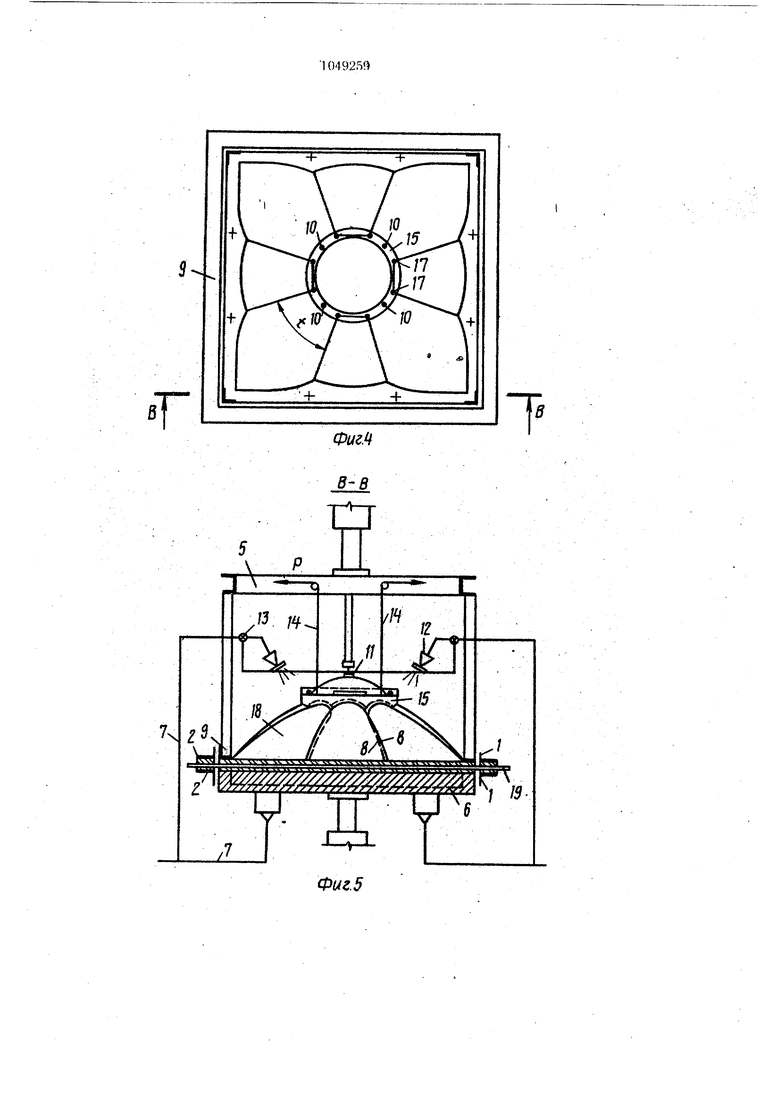
Изобретение оФносится к устройствйм лая изготовления крупногабаритных конструкций из листовых полимерных материалов и может быть использовано при производстве светопропускающих элементов зенитных фонарей. Известно устройство для формования оболочек двоякой положительной Кривизны из полимерных материалов, содержащее зажимы для заготовки, систему подачи.воздуха, температурные датчики и средства для локального охлаждения изделия из термопластичных материалов |1. Это устройство не обеспечивает получение оболочек со складками Жесткости, чт0 вызывает повышенный расход материалов в связи с необходимостью придания изделиям требуемой жесткости. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является устройство для изготовления складчатых оболочек из полимерных материалов, содержащее зажимы с уплотнителями для заготовки изделия, подвижные в горизонтальном направлении электрообогреватели, верхнюю и нижнюю рамы коробчатого сечения для образования плосUКИХ и криволинейных участков и систему подачи воздуха |2). пл п rairLT nrko пл/v а IV i Однако данное устройство требует не-ftoльзoвaнVlя рам в виде матриц и пуансонов с тщательно обработанной поверхностью. Комплект матрицы с пуансоном позволяет формовать изделие только одного типоразмера. Каждое изменение геометрических параметров изделия требует изготовления нового дорогостоящего комплекта матрицы с пуансоном, что ведет к больтому расходу материалов (металла, дерева и т.п.) и затратам ручного труда. Кроме того, при изготовлении оболочек с помощью указанного устройства на поверхностях из делит неизбежно остаются микронеровности.оказывающие отрицательное влияние на оптические качества изделия и его внещний вид.) / Цель и.зобретения- улучшение оптических качеств .поверхностей изделия,снижение трудозатрат и стоимости устройства. Указанная цель достигается тем, что в устройстве для формования складчатых оболочек из полимерных материалов, содержащем зажимы с уплотнителями для за готов ки изделия, подвижные в горизонтальном направлении электрообогреватели, верхнюю и нижнюю рамы коробчатого сечения ,т,1я образования плоских и криполинейны.х участков и.зделия и системы (юдачи воздуха, верхняя рама снабжена расположенными с заданным шагом тросами, концы которых прикреплены к основаниям боковых гтрнпк рамы, а середина кажлого тр(.)сз полвсшспа к верхней стенке рамы с номощью фиксн. рующей его положенно растяжки н |iacHuл(}1кёйными внутри рамьИ индикаторами высо( ты и форсункам для корректировки формы и охлаждения изделия. Для формования изделий с центральным сферическим сегментом ycтpoйcтвq снабжено прикрепленном растяжками н верхней раме кольцом, выполненным с арочиыми выемками иа наружной стороне и расположенными с заданным щагом отверстиями для тросов, входы в которые находятся в основаниях этих выемок. На фиг, показано устройство для фор мования элементов с пораллельнымн складками жесткости (без верхней рамы, электрообогревателей, индикаторов и форсунок), в плане; на фиг. 2-- разрез А-А на фиг. I; на фиг. 3 - разрез Б-Б иа фиг. 1; на фиг. 4 - устройство для формования элементов с радиальными складками жесткости и центральным сферическим сегментом (без верхней рамы, электрообогревателей, индикаторов и форсунок), в плане; на фиг. 5 - разрез В-В на фиг. 4; на фиг. б - кольцо, вид снизу; на фиг. 7 - разрез Г-Г на фиг. 6. Устройство зажимы 1 с уплотнителями 2 для заготовки изделия, подвижfin I CVl/IIVin Л .U,«f| Л tj-dl i I Vrurvr.r lIMAfc „ые по направляющим 3 электрообогрева. . -. тели 4, верхнюк) S и нижнюю 6 рамы коробчатого сечейия, систему подачи воздуха 7 Верхняя рама 5 снабжена расположенными с заданным шагом t тросами 8, концы которых прикреплены к основаниям 9 боковых стенок рамы 5, а се;р,едина каждого троса ггодвешена к верхней стенке рамы 5 с помощью фиксирующей его положение растяжки 1р. В-верхней раме расположены индикаторы 11 ;8ысоты и форсунки 12 д.пя охлаждения и корректировки фх)рмыизде-; 1ия, связанные с системой подачи воздуха. 1Саждая пара форсунок связана с индика fopoM 11 высоты одного криволинейного учас %ка изделия. Регулирование подачи воздуха . в форсунки производится с помощью вен тилей 13, связанных с индикаторами IJ. Для формования складчатых оболочек с центральным сферическим сегментом устройство снабжено прикрепленными растяжками 14 Кольцом 1:5, выполненным с арочными выемками 16 на его наружной Стороне. Для заведения-тросов 8 в основаниях выемок имеются отверстия 17, Входы в которые находятся в основаниях 1тйх выемок. С помощью устройства можно формовать изделия 18 с параллельными и радиальными складками жесткости. Устройство работает следующим образом, В зажимах 1 закрепляют заготовку 19; в виде листа из полимерного материала. Над заготовкой устанавливают электро(Обогреватели 4, сДвигая их один к другому., которые нагревают едо высокоэлаотичного состояния. По достижении нсоохоуииюй стоЪени размягчекия листа Электрообогреватели отводят в стороны и лист обжимают с двух сторон верхней 5 и нижней 6 рамками, основания боковых стенок которых формуют плоские участки изделия. В образовавшуюся замкнутую полость между 41ижней рамой и заготовкой подают сжаТый воздух, который раздувает заготовку до образования оболочки со складками жест кости. При этом складки жесткости между криволинейными участками формуются с помощью тросов 8, подвешенных к верхней стенке рамы (на фиг. 3 и 5 пунктиром :Показано положение тросов до формова ния изделия, сплошной линией - при его ,формовании). Подвеска тросов осуще1ствляется растяжками 10, натяжение котоj)HX регулируется усилиями Р. I I fffffffffffjfff. I } f t t 1 f/fffffffffff ff ffffffffjfffrfffefffff ffflffffffffffft. Формы криволинейных участкоп кор|)ект фуются путем обдува струями охлаждающего воздуха или распыляе.мой жидкости, которые подаются из форсунок 12 в соответствии с показаниями индикаторов И высоты. Регулирование пОдачи воздуха через форсунки скушествляется с помощью установленных на подводящих трубопроводах вентилей 13, связанных с индикаторами II. Использование предлагаемого устрой-ства для формования светопропускающих оболочек зенитных фонарей позволяет снизить себестоимость оболочек на 28-36/i увеличить коэфициент их светопропусканиЯ на 2-3%, сократить трудоемкость изготовления устройства на 75-77%, расход металла на 92-93%.
5
г
Фиг.Ч
т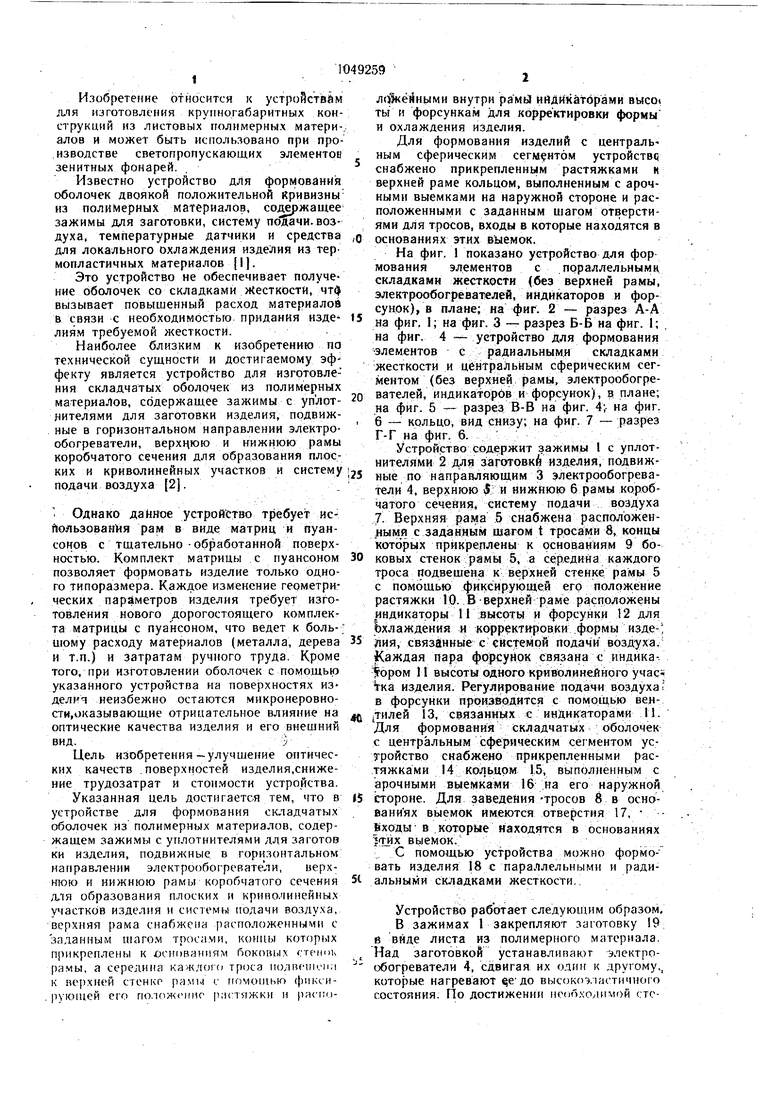
| название | год | авторы | номер документа |
|---|---|---|---|
| СНОСОВ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОВОЛОЧЕК | 1968 |
|
SU210353A1 |
| Светопропускающий элемент | 1979 |
|
SU838052A1 |
| Установка для изготовления оболочек двоякой кривизны | 1981 |
|
SU1057295A1 |
| Многослойный светопропускающий элемент зенитного фонаря | 1980 |
|
SU947343A1 |
| УСТРОЙСТВО ДЛЯ ЭКСТРУЗИОННОГО ФОРМОВАНИЯ КРИВОЛИНЕЙНЫХ ИЗДЕЛИЙ ИЗ БЫСТРОТВЕРДЕЮЩИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1998 |
|
RU2133668C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ВРАЩЕНИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2638857C1 |
| Форма для изготовления криволинейных изделий из бетонных смесей | 1983 |
|
SU1090559A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК из ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ8С€СХ>&ЮЭНАЯШ5йТш?-Тгх;Ш'^?:пнА:Б''^5Л'-!ОТ ?[!А | 1971 |
|
SU305072A1 |
| УПЛОТНИТЕЛЬНОЕ ВВОДНОЕ УСТРОЙСТВО | 1990 |
|
RU2029903C1 |
| КОМПЛЕКТ ИЗДЕЛИЙ ДЛЯ ТЕПЛО-ГИДРОИЗОЛИРОВАННОГО ТРУБОПРОВОДА И СПОСОБ ИЗГОТОВЛЕНИЯ НАБОРА ТЕПЛО-ГИДРОИЗОЛИРОВАННЫХ ТРУБНЫХ ПЕРЕХОДОВ | 2008 |
|
RU2392529C2 |
УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СКЛАДЧАТЫХ ОБОЛОЧЕК ИЗ ПОЛИМЕРНЫХ МАТ ЕР И А ЛОВ, п реи му тест. венно светопропускающих, содержащее зажимы с уплотнителями для заготовки изделия, подвижные в горизонтальном направ ;1ении электрообогреватели, верхнюю и нижнюю рамы коробчатого сечения для образования плоских и криволинейных участков изj го Т и систему подечи воздуха, огЛинающе-: еся тем, что, с целью улучшения оптических качеств поверхностей изделия, снижения трудозйтрат и стоимости устройства, верхняя; ;рама снабжена расположенными с заданным ) шагом тросами, концы которых прикреплены к основаниям боковых стенок рамы, а середина каждого троса подвещеиа к верхней стенке рамы с помощью фиксирук щей :его положение растяжки, и размещенными внутри рамы с индикаторами и форсунками: АЛЯ корректировки формы и охлаждения изделия. .:..:.„ ..:.„ ,/ . 2. Устройство по п., I, отлинающееся тем, что, с целью формования складча,тых оболочек с центральным сферическим сегментом, оно снабжено прикрепленные растяжками к верхнЙ1 раме кольцом, выполvHCHHbiM с арочными выемками на наружной бтороне и расположенными с заданным шагом отверстиями длятросов, входы в которые находятся в основаниях этих выемок. Nli СО 1О СП ф Т
у р .
15 fc
16
т
r
16 Фиг.7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 226130, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ получения производных кортикостероидов | 1973 |
|
SU470954A3 |
| Солесос | 1922 |
|
SU29A1 |
