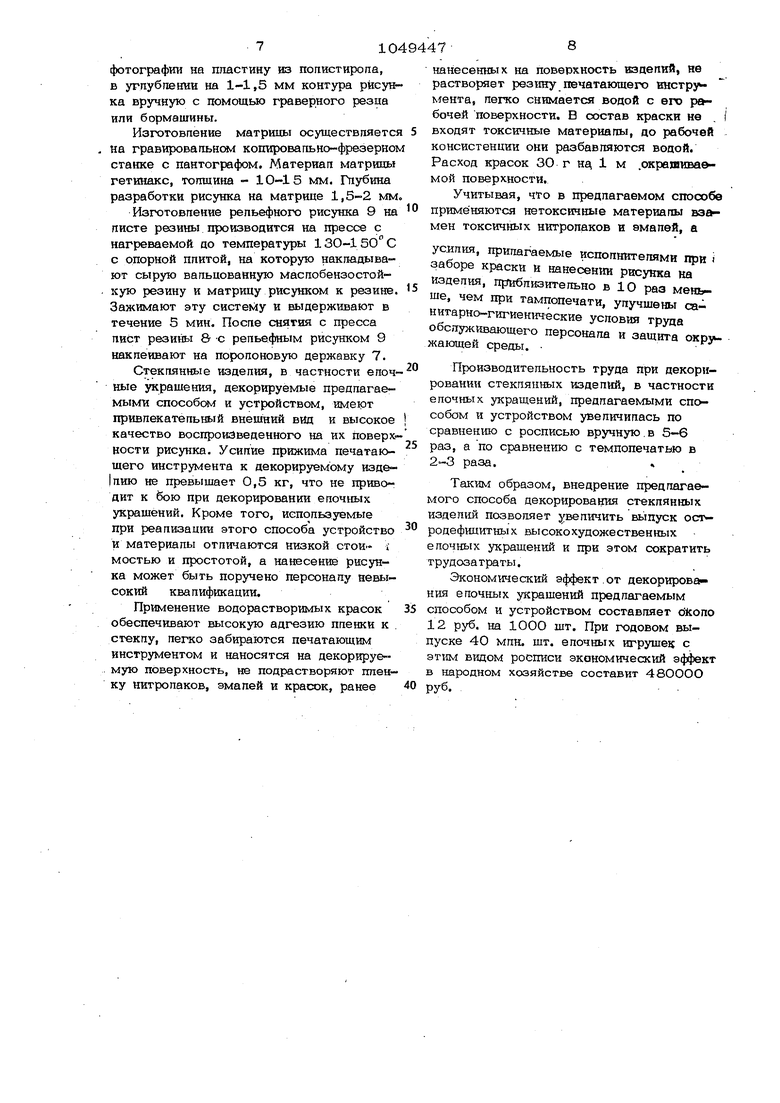
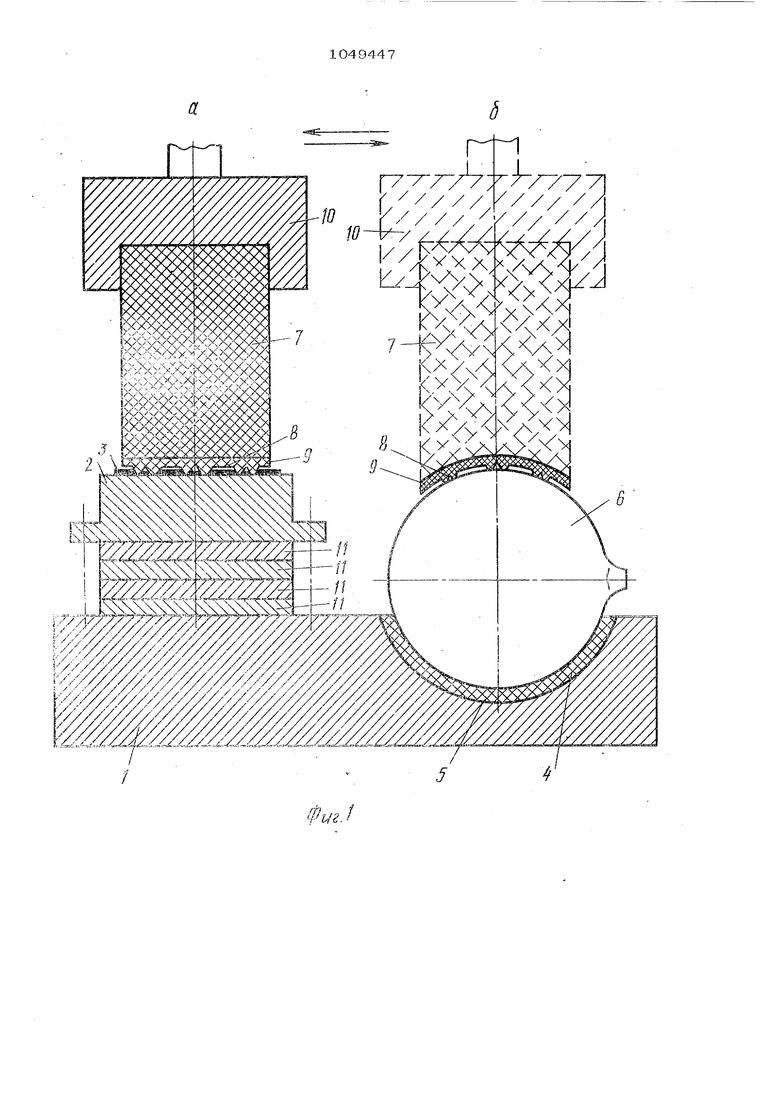
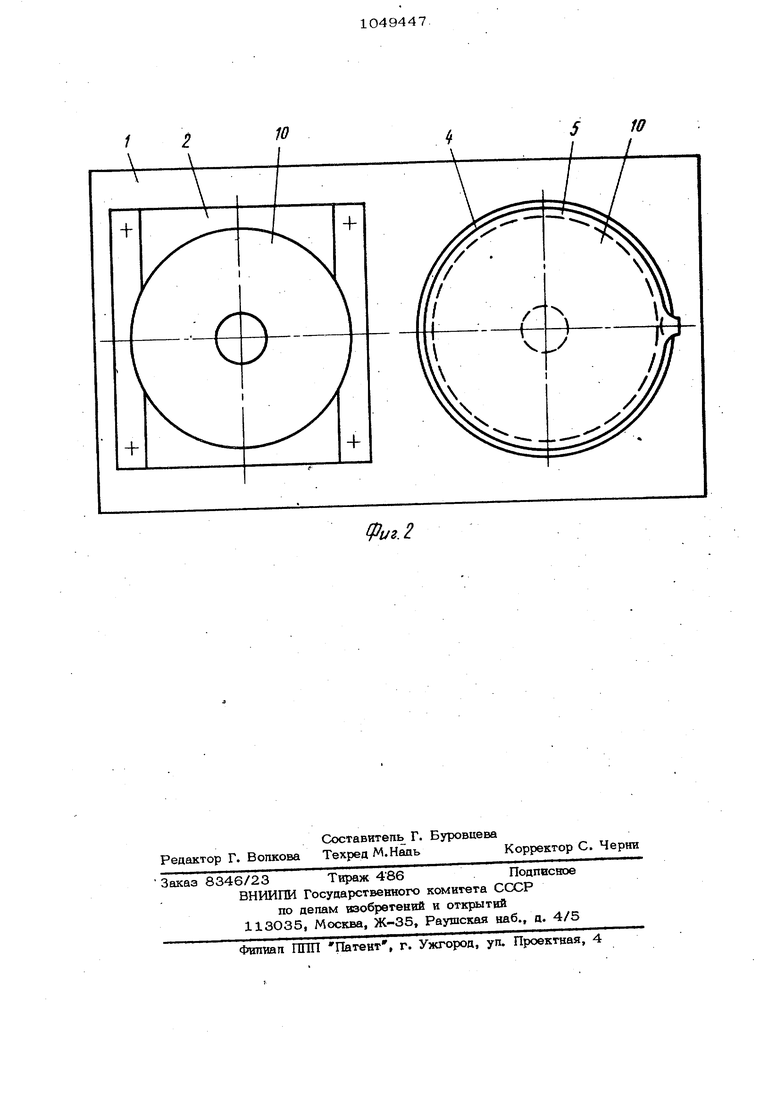
Изобретение относится к технике по пучения изделий с декоративным рисунком и может быть использовано при изготону пении стекпянных епочных украшений, а также большого ассортимента изцепий народного потребления. Известен способ декорирования епочных украшений методом шепкографии, заключающийся в продавпивании краски через сетку по контуру .рисунка. Декорирование стекпянных изделий, в частности епочных украшений, шепкографией осуществляется при комнатной температуре. Рисунок сушат на воздухе 10-12 мин и обжигают в туннельной печи по следующему режиму: нагрев до температуры обжига в течение 10-15 мин и выдержка при этой же температуре такое же время Далее 11зделие охлаждается при точном контроле режима охлаждения, определяем го в зависимости от состава стекла, типа и размеров изделия. Температура о жига зависит от цвета: для коричневой эмапи она составляет 5 70-600 С, для желтой 590-610° С, для красной 600-620 С и для белой - 570°С 1 , Однако способ шелкографии является достаточно сложным трудоемким и дпи тельным. Кроме того, рисунок получаемый шепкографией, недостаточ но четок. Серьезные трудности возникают при декорировании этим способом изделий непр рывной формы. Достаточно кропотливым ,трудоемким является процесс нанесения рисунка на сетку, Наиболее близким по технической сущ ности и дост 1гаемому эффекту к предлагаемому является способ тампопечати который заключается в переносе рисунка с плоской формы глубокой печати на из- делие через промежуточное упруго-эластичное звено - гладкий тампон, изготов- из желатино-глицериновой массы Устройство для осуществления способа тампопечати включает металлическую фор му (штемпель) с рисунком, полученным травлением, ракель, изготовленный из оргстекла и ухфугий эластичный элемент желатино-глицериновый тампон. Процесс передачи рисунка на елочные украшения начинается с нанесения на край металлической печатной формы, выполняющей функцию щтемпеля, небольшо го количества краски (0,5-0,75 см ). ПРИ протягивании ракепя по поверхности печатной формы краска заполняет все углубления пучатающих элементов и одно временно снимается с пробельных мест. 10 72 Затем упруго-эластичный тампон опускается на печатную форму (штемпель), прижимается к ней с давлением О,020-О,ОЗЗ МПа и в результате этого контакта заби;рает на свою поверхность с печатающих элементов формы часть краски,, строго выдерживая при этом все размеры изображения. Изделия подводят под тампон, при опускании которого и прижиме с давлением 0,053-0,062 МПа красочное изображение передается на декорируемую поверхность. После получения оттиска изделие вынимают и укладывают в специально заготовленную под данный вид продукции тару, которая по заполнении транспортируется в сушильную камеру 2, К краскам для тампопечати предъяв,ляются технические требования, определяемые спецификой.способа, а также видом и материалом декорируемых изделий. При переходе краски с печатной формы на тампон должно выполняться следующее условие ф К при получении оттиска на изделии т К - п где Arf, - адгезия краски к форме; когезия краски; адгезия краски к тшу1Пону; адгезия краски к поверхности изделия. Кроме того, краски для тампопечати должны обладать высокой укрывистостью, обеспечивать четкое воспроизведение на ийделии рисунков, легко заполнять печатаклцие элементы форм, полностью удаляться с пробельных мест ракелем, а затем легко переходить на поверхность изделия с тампона. На практике в тампопечати используют ся либо трафаретные краски, которые сохнут в естественных условиях около 5 ч, а при 120 С - 40 мин, либо офсетные краски для печатания на невпитывающцх поверхностях, закрепление слоя которых основано на окислительной полимеризации связующего. Полное закрепление слоя на воздухе происходит в течение 7-8 ч. Известные способ и устройство обладают следующими недостатками: невысокой производительностью процесса, обусш вленной длительным временем сушки изделия (300 мин), сложностью изгото&лент я печатных форм и ракеля. Изготовление печатных форм в виде металлической плиты с шероховатостью рабочей поверхности Р менее 0,04 и с угпубпенными на 25-35 мкм печатными эпементами - депо весьма спожное трудоемкое и кропотпивое, поскольку изготоБпение форм связано с репродукционными npoueccaMij, точной доводкой ппастины, Травлением и т.д. Кроме того, по т текнопогическому процессу форма участвует в каждом цикле при нанесении рисунка, что приводит к ее износу. Применение ракепя, который выполняет функцию заполнителя печатающих .элементов формы и обеспечивает.удаление краски с пробельных участков, усложняет процесс. Ракель должен полностью снимать краску с пробельных мест формы, поэтому материал, из которого он изготовлен, должен быть мягче материала формы, так как в противном случае образуются царапины на ее рабочей поверхности На практике ракель изготавливают из оргстекла, который требует частой подправк его рабочей коомки на наждачной шкурке или шабровочных плитах с применением алмазных паст. Участие в технологическом процессе в качестве передаточно звена желатино-глицеринового тампона, выполняющего основную функцию в данно способе нанесения, рисунка, снижает надежность способа в целом, так.как,в качестве отпечатка на изделии во много зависит от эластичности, твердоотт, чис тоты рабочей поверхности, воспргшт -ш Е отдачи краски тампонам. Кроме того, в красках, которые могу применяться в тампопечати, как правило используются токсичные растворители. Очистка (удаление) краски ракелем про исходит не со всей поверхности, а ее некоторое количество остается по краям формы. Поэтому эти остатки приходится убирать вручную ватным тампоном, смоченным в растворителе, обычно в бензине. Ручное снятие краски с формы занимает у печатника до ЗО-4О% рабочего времени. Кроме того, около 15% времен требуется на подправку ракеля. При применении тампопечати печатнику приходит ся прикладывать значительныеусилия более 2-3 кг при заборе рисунка на там пон (давление О,029-О,ОЗЗ МПа) и более 4-6 кг при передаче изображения с тампона на изделие (давление О,053О,063 МПа). Усилие зависит от сложности рисунка, поскольку площадь контак та контуров с декорируемой поверхностью для каждого рисунка различна. Кроме того, эти усилия при декорирования хруп их елочных украшетшй приводят к их бою (до 15%). Целью изобретете является повышение производительности труда и упроение процесса. Поставленная цель достт гается тем, что что согласно способу декорирования стеклянных изделий, преимущественно елочных украшений, включающему нанесение краски на штемпель, прггжим печатающего инструмента к штемпелю и декорируемому ткзделию, сушку изделия, на штемпель наносят водорастворимую краску, прижим инcтpy eнтa к штемпелю осуществляют с. давлением 0,0029-0,0038 МПа, к делию - 0,0048-0,0057 МПа, а сушку изделия ведут на воздухе в течение 35 П1Н. в. устройстве цпя осут1;ествлешш способа декорирования стекляш1ых издел1ш, преш 1;ллественно елочных -жрашсмта, вкпючаюишм штемпель, эласт1К й тй печатающий инструмент, штемпель выполнен в виде плоской металлической плиты с шероховатостью рабочей поверхности, равной 0,04 0,016, а печатающш инстр ту1ент - из нанесенной на державку резины с рельефным рисунком высотой 1-1,5 мм, гфичем державка выполнена из поролона. На фиг. 1 представлено устройство при прпжтме печатающего инструмента к штемпелю положение а и декорируемому изделию - положение б, продольный разрез; на фиг. 2 - то же, ввд сверху. Устройство )з; :11ючает стол, на котором установлено основание 1, с закрепленными на нем гладким металл яескта.5 штемпелем 2, на который наносят слой водораствортхмой краслл 3, и войлочной прокладкой 4, пометенной в гнезде 5 для установки декорируемого стеклянного изделия (елочного тсращения) 6, а также . печатающий инструмент, состоящий тю державки 7, выполненной из высокоэлаотичного поролона, с наклеенным на нее аистом мягкой резины 8, на наружной поверхности которой нанесен рельефный рисунок 8. Дерлсавка 7 закреплена в оправке 10, а штемпель 2, установлен на основании 1 через .набор пластин 11. Способ декорирования стекляшсых изделий; преимущественно елочных jq pame- нтш, включает слв.ц тощие операции: нанесешю тонкого слоя водораствор хмой краски 3 на гладиш металлический штем пель 2, прижго 1 рельефного рисунка 9 печатающего ннструтчтента к слою краски
3с усипием, создающим давпение 0,0029-0,0038 МПа. Прижим репьефног рисунка 9 к поверхности декорируемого издепия 6, помещенного на войлочную прокпадку 4 в гнезде 5 осуществляют с усипием, вызывающим давпение в зоне контакта 0,0048-0,0057 МПа. Бпагода ря высокой эпасткчности державки 7 и писта мягкой резины 8 достигается поп.ный контакт репьефного рисунка 9 с поверкностью декорируемого издепия 6, какой бы геометрической формы и разме ров она не быпа. Войлочная прокпадка
4предохраняет опорную поверхность стеклянного декорируемого издепия 6 от царапин. В зависимости от диаметра ипи высоты декорируемого изцепия 6 набирают такое копичество пластин 11, которое позвопяет устанавливать штемпель 2 Ш удобном для обслуживания у уровне
Проведенные исследования показали, что при условиях прижима рельефного ри сунка 9 печатающего инструмента к штемпелю 2, создающих давление в зоне контакта меньшем 0,0029 МПа, слой водорастворимой краски 3 не полностью смачивает выступы рельефного рисунка 9. В .результате этого оттиск на декорируемой поверхности получается несплошными из штриховых линий. При усиЛИЯХ, создающих в зоне контакта рельефный рисунок 9 - штемпель 2 давление, большее, чем 0,0038 МПа краска заполняет пробельные поверхности на листе резишз 8, и оттиск на дейорируемой поверхности получается смазанным. Наилучшее качество оттиска на декорируемой поверхности получают при давлении в зоне контакта рисунок 9 - штем пель 2, равном 0,0034 МПа.
При условиях прижима печатающехх) инструмента к декорируемой поверхнооти 6, создающих давление, меньшее 0,О048 МПаз оттиск получается нечетким, линии - штриховыми, отделенные участки изображения - не пропечатанными. При усилиях, создающих в зоне контакта рельефный рисунок 9 - поверхность декорируемого изделия 6 давление, более 0,0057 МПа, контуры рисунка получаются сдвоеш1ыми или смазанными. Опти- мальное давление в зоне контакта равйо 0,0054 МПа, что позволяет получить высококачественный оттиск.
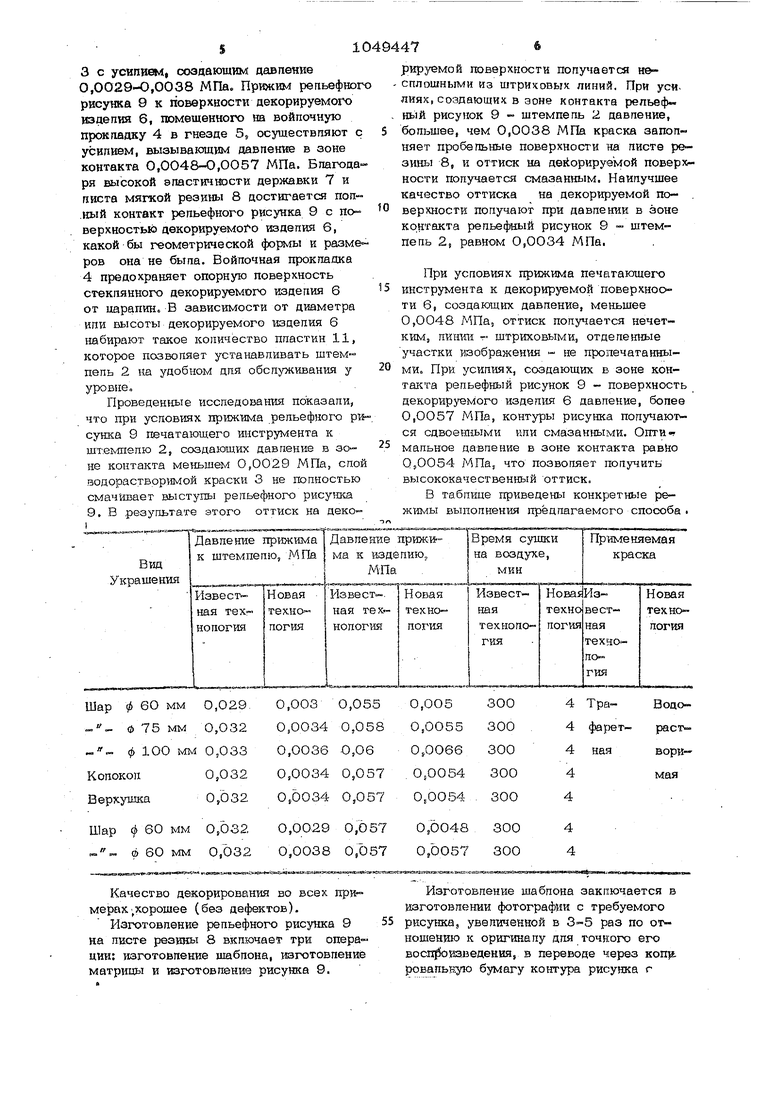
В таблице приведены конкретные режимы выполнения предлагаемого способа 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ тампопечати | 1985 |
|
SU1416329A1 |
| Краска для многокрасочной тампопечати | 1985 |
|
SU1298226A1 |
| Водоразбавляемая краска для тампопечати | 1985 |
|
SU1224329A1 |
| Способ декорирования керамических изделий | 1980 |
|
SU908616A1 |
| Способ изготовления гравюрного оттиска | 2021 |
|
RU2796058C2 |
| Способ изготовления печатных форм | 1934 |
|
SU40994A1 |
| ПЕЧАТНАЯ ФОРМА И СПОСОБ ИЗГОТОВЛЕНИЯ ДАННОЙ ФОРМЫ | 2001 |
|
RU2207959C1 |
| Установка для декорирования керамических изделий | 1978 |
|
SU763104A2 |
| СПОСОБ ПЕЧАТАНИЯ ЦЕННЫХ ДОКУМЕНТОВ | 2000 |
|
RU2158203C1 |
| УСТРОЙСТВО С ЖАРОПРОЧНЫМ ПОКРЫТИЕМ, СНАБЖЕННЫМ ПО МЕНЬШЕЙ МЕРЕ ДВУХЦВЕТНЫМ РИСУНКОМ С ПЛАВНЫМИ ПЕРЕХОДАМИ ТОНОВ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО УСТРОЙСТВА | 2011 |
|
RU2568864C2 |
1. Способ декорирования стеклянных , изделий, преимущественно епочных украшений, включающий нанесение краски на штемпель, прижим печатающего шструмен та к штемпегаю и декорируемому ткздепию, сушку изделия, от п и, ч а ю щ и и с я тем, что, с цепью повышения производитепьностк груда и упрощешк прсиэсса, на штемпель наносят BoaopacTBopvn4-ij,io краску, nptD-Kia пютрумекта к штемпелю ос5ществг1яют с паспением 0,О0290,О038 МПа, к изделию - 0,0048™ О,0057 МПа, а сушку изделт1я ведут на возду се в течение мнн. 2. Устройство для декодирования стеклянных издегп.ц-:, прета ушественно eno4to,x J ipaшeнxш. включающее штемпель эластичный печатающий инструмент, о тл и ч а ю щ е е с я- тем, что, с целью повь шения производительности труда ц f упрошент1я процесса, штемпель выполнен в в ввде плоской металлгкеской плиты- с шероховатостью рабочей поверхности, равной 0,04-0
Качество декорирования во всех примерах ;хорошее (без де(})ектов).
Изготовление рельефного руюунка 9 на листе резины 8 включает три опера ции: изготовление шаблона, изготовление матрицы и изготовление рисунка 9.
Изготовление шаблона закпючается в изготовлении фотографии с требуемого рисунка, увеличенной в 3-5 раз по отношанйю к оригиналу для точного его восп{5ойэведения, в переводе через кощь ровальБую бумагу контура рисунка г фотографии на пластину из полистиропа, Б урпубпении на 1-1,5 мм контура рйсун ка вручную с помощью гравернохх) резца или бормашины. Изготовпение матрицы осуществляется на гравировапьном копировально-фрезерном станке с пантографом. Материал матрицы гетинакс, толщина - 10-15 мм. Глубина разработки рисунка на матрице 1,5-2 мм Изготовление рельефного рисунка 9 на листе резины производится на прессе с нагреваемой цо температуры 13О-150 С с опорной плитой, на которую накладывают сырую вальцованную маслобензостойкую резину и матрицу рисунком к резине. Зажимают эту систему и выдерживают в течение 5 мин. После снятия с пресса лист резины & -с рельефным рисунком 9 наклеивают на поролоновую державку 7. Стеклянные изделия, в частности елоч ные украшения, декорируемые предлагаемыми способом и устройством, имеют привлекательный внешний вид и высокое качество воспроизведенного на их поверхности рисунка. Усилие прижима печатающего инструмента к декорируемому изде|лию не превыщает 0,5 кг, что не приводит к бою при декорировании елочных украшений. Кроме того, используемые при реализации этого способа устройство и материалы отличаются низкой стой i мостью и простотой, а нанесение рисунка может быть поручено персоналу невысокий квалификации. Применение водорастворимых красок обеспечивают высокую адгезию пленки к стеклу, легко забираются печатающим инструментом и наносятся на декорируемую поверхность, не подрастворяют пленку нитролаков, эмалей и красок, ранее нанесенных на поверхность изделий, не растворяет резину печатающего инстру мента, легко снимается водой с его рабочей поверхности. В состав краски не . ( входят токсичные материалы, до рабочей консистенции они разбавляются водой. Расход красок 30 г на, 1 м .окрашиваемой поверхности. Учитывая, что в предлагаемом способе применяются нетоксичные материалы взамен токсичных нитролаков и эмалей, а усилия, прилагаемые исполнителями при i заборе краски и нанесении рисунка на изделия, приблизительно в 10 раз меньше, чем при тампопечати, улучшены санитарно-гигиенич-еские условия труда обслуживающего персонала и защита OKpj жающей среды. Производительность труда при декорировании стеклянных изделий, в частности елочных укращений, предлагаемыми способом и устройством увеличилась по сравнению с росписью вручную,в 5-6 раз, а по сравнению с темпопечатью в 2-3 раза.. Таким образом, внедрение предлагаемого способа декорирования стеклянных изделий позволяет увеличить выпуск остродефицитных высокохудожественных елочных укращений и при этом сократить трудозатраты. Экономический эффект.от декорирования елочных укращений предлагаемым способом и устройством составляет dkono 12 руб. на 100О щт. При годовом выпуске 40 млн. щт. елочных игрущеи с эттл видом росписи экономический эффект в народном хозяйстве составит 48ОООО руб.
fpui. I
Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| D ,/Adorns etc Декорирование стеклянных изделий шепкографией и декапытоманией, - G Bass, 1975, 52, NO 12, с 428-430 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Проспект фирмы Випьфрвд Фипипп, Тампопечать, ФРГ, 1977 (прототип), | |||
