S 
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетная форма для изготовления изделий из бетонных смесей | 1982 |
|
SU1130483A1 |
| Кассетная форма для изготовления изделий из бетонных смесей | 1976 |
|
SU595166A1 |
| Кассетная форма для изготовления изделий из бетонных смесей | 1988 |
|
SU1608050A2 |
| Кассетная установка | 1980 |
|
SU967844A1 |
| КАССЕТНАЯ ФОРМА | 1991 |
|
RU2013206C1 |
| Способ распалубки и пакетирования железобетонных затяжек | 1988 |
|
SU1701539A1 |
| Кассетная форма | 1982 |
|
SU1021623A1 |
| Кассетная форма для изготовления изделий из бетонных смесей | 1986 |
|
SU1346431A1 |
| Кассетная форма | 1980 |
|
SU946953A1 |
| МНОГОМЕСТНАЯ КАССЕТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1990 |
|
RU2021111C1 |

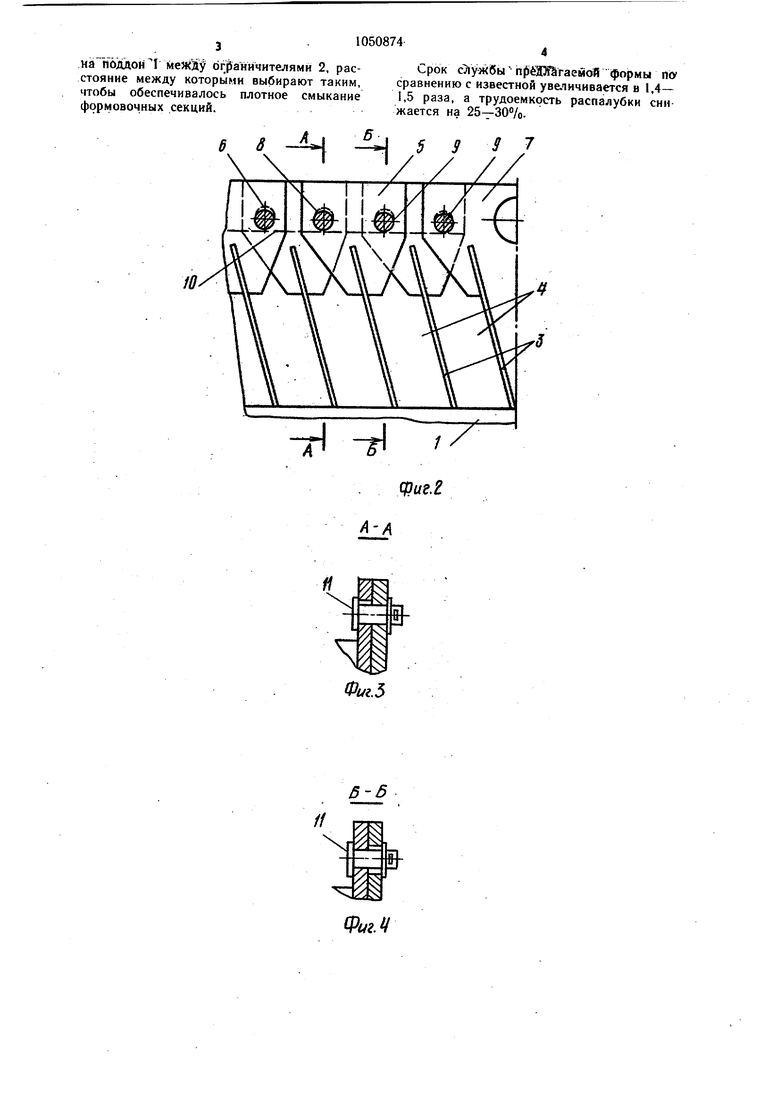
КАССЕТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ по авт. св. № 651954, отличающая. ся тем, что, с целью увеличения срока службы формы и снижения трудоемкости распалубки, в каждой пластине площадь, занимаемая отверстием, расположенным блн.же к средней секции, превышает площадь другого отверстия этой пластины, причем . нижние кромки этих отверстий расположё: ны иа одном уровие.
ел
о
00 -ч1
4
Шббрётёнйё of НОСИТСЯ к формам для изготовления железобетонных изделий.
По основному, авт. св. № 651954, известна кассетная форма, содержащая плоский поддон, раздельные листы с торцовыми перегородками, образующие формовочные секции, шарнирно соединенные между собой пластиЕ}чатой цепьку, пластины цепи выполнены с опорными гранями, контактирующими между собой, и жестко закреплены на разделительных, листах, средняя секция выполнена в виде клиновидного разделителя, боковые грани которого параллельны разделительным листам, и который закреплен основанием на центральных пластинах цепи (}.
Известна я форма работает достаточно Эффективно, однако в зоне максимального раскрытия секций не все изделия успевают отделиться от стенок формующих секций Приходится нео1днократно поднимать и опускать краном формующие секции, а в некоторых случаях преодолеть сцепление изделий со стенками секций ударами по пластинам цепи секций.
Цель изобретевия - увеличение срока службы формы и снижение трудоемкости распалубки.
Указанная цель достигается тем, что в кассетной форме для изготовления изделий КЗ бетонных смесей, содержащей поддон, вертикальные разделительные листы, образующие формовочные отсеки, пластинчатую цепь, пластины которой выполнены с опорными гранями, контактирующими меж ду собой, и жестко закреплены на разделительных листах, и закрепленный основанием на центральных пластинах цепи разделитель, боковые грани которого параллел ны разделительным листам, в каждой пластине площадь, занимаемая отверстием, расположенным ближе к средней секции, превышает площадь другого отверстия этой пластины, причем нижние кромки этих отверстий расположены на одном уровне.
На фиг. } изображена предлагаемая кассетная форма при выгибе шарнирио соедиуенных секций с изделиями при подъеме за проущины средней секции; на фиг. 2 - то же, в сборе; на фиг. 3 - разрез А-А на фиг 2; на фиг. 4 - разрез Б-Б иа фиг. 2; на фиг. 5- кассета при выгрузке изделий; на фиг. 6 - формирование пакета изделий.
Кассетная форма включает плоский поддон J с ограничителями 2, разделительные листь 3 с торцовыми перегородками 4, образующими формовочные секции, шарнирно соединенные между собой пластинчатой цепью. Пластины 5 цепи жестко закреплены на разделительных листах 3. Отверстие 6 в пластинах 5 цепи, расположенное: ближе к средней секции 7, выполнено удлиненным или диаметром, большим, диаметра
другого отверстия 8 этой секции, т. g. в каждой пластине 5 цепи площадь, занимае мая отверстием 6, расположенным ближе к средней секции 7, превышает площадь другого отверстия 8 этой пластины. Нижние кромки 9 обоих отверстий в собранной кассетной форме расположены на одном уровне 10. Это необходимо для обеспечения сборки кассетной формы, так как при установке на поддон i каждая последующая секция начиная с концевой прижимает предыдущую к поддону. Прижатие осуществляется пальцем 11, который плотно установлен в отверстии 8, имеющем площадь, меньшую площади отверстия пластины 5. Палец 11 своей нижней поверхностью взаимодействует с нижней кромкой 9 отверстия 6. Для обеспечения сдвижки и выгиба секции, если масса концевых 12 и примыкающих к ним секций окажется недостаточной, имеется гибкая связь 13 для соединения их с поддоном 1.
Кассетную фо}5му используют следующим образом.
Для распалубки изделий кассетную форму поднимают за проущины средней секции 7 над поддоном, происходит последовательная, начиная от средней секции 7, сдвижка секций одной относительно другой, образуется ступенчатый . выгиб формовочных секций с готовыми изделиями 14. Изделия 14 отрываются от разделительных листов 3 и удерживаются от выпадания за счет заклинивания при выгибе. Масса концевых 12 и нескольких примыкающих к ним секций может оказаться недостаточной для обеспечения их сдвижки и выгиба, поэтому концевые секции 12 соединяют гибкой связью 13 с поддоном I. В результате создается дополнительное усилие, равное массе поддона I, что гарантирует выгиб всех без исключения секций с изделиями. Послепредварительного выгиба щарнирно соединенные секции с изделиями отцепляют от поддона 1 и переносят на гибкую ленту 15. Выгрузку готовых изделий 14 производят на гибкую ленту 15 путем подъема щарнирио соединенных секций за проушины 16 концевых секций 12. При этом происходит веерное раскрытие секций и изделия 14, предварительно оторванные от стенок 3 формовочных секций, свободно выпадают на поддон 1.
В качестве гибкой ленты наиболее удобно использовать транспортерную ленту, которая при выгрузке изделий будет амортизировать, .предохраняя изделия от сколов. После выгрузки гибкую ленту 15 с изделиями 14 поднимают за концы и формируют пакет 17. который стягивают гибкими стяжками 18. Для установки формы в рабочее положение ее поднимают за проушины средней секции 7 и устанавливают
иапЪддой между бграничителямй 2, расстояние между которыми выбирают таким, чтобы обеспечивалось плотное смыкание формовочных секций.
-Ч
-т
Срок с51ужбы прШ агаемоЯ формы сравнению с известной уве.1ичивается в 1,4- 1,5 раза, а трудоемкость распалубки сии жается на 25-30%.
5 I 3 J
.2
Ф«г
IS
i2
Ч
| Авторское свидетельство | |||
| СССР ,№ 65Ю54, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
