Предметом изобретения является резонансный зльтразвуковой дефектоскоп для автоматического измерения толщины металлических изделий при одностороннем доступе к ним, имеющий генератор переменной частоты.
Описываемый дефектоскоп отличается от известных тем. что изменение частоты генератора производится в нем пзтем подмагничивания сердечника контурной катушки генератора переменным магнитным полем, запуск и raujcHHC развертки осуществляются кварцевыми фильтрами, а отсчет искомой толидины осуществляют по i-радуированному лимбу. Указанные отличия обеспечивают изменение частоты генератора в широких пределах путем изменения индуктивности контурной катушки, стабильную градуировку развертки по частоте и непосредственный отсчет толщины изделия по лимбу.
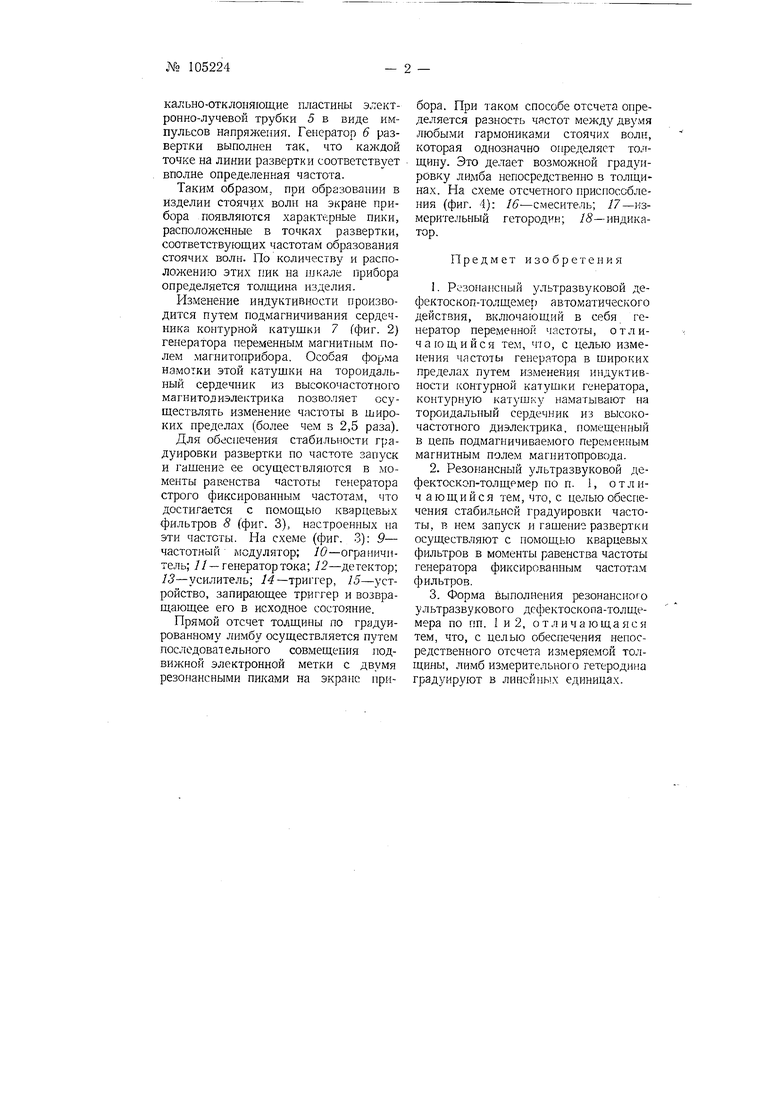
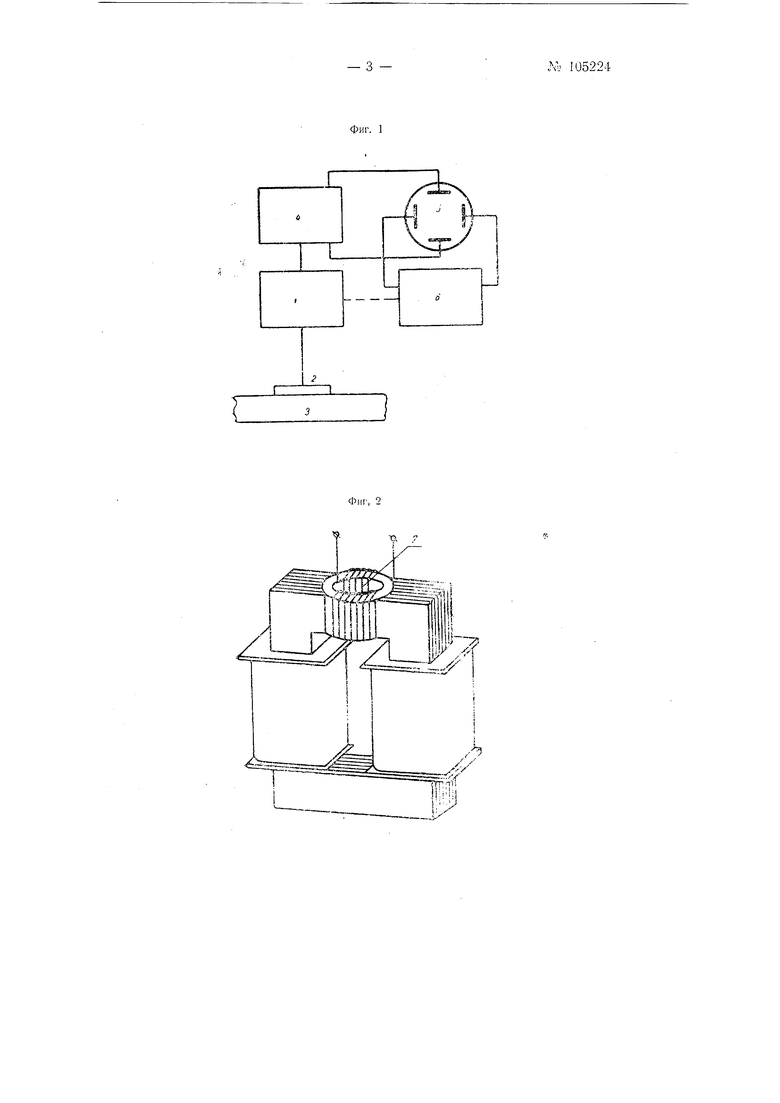
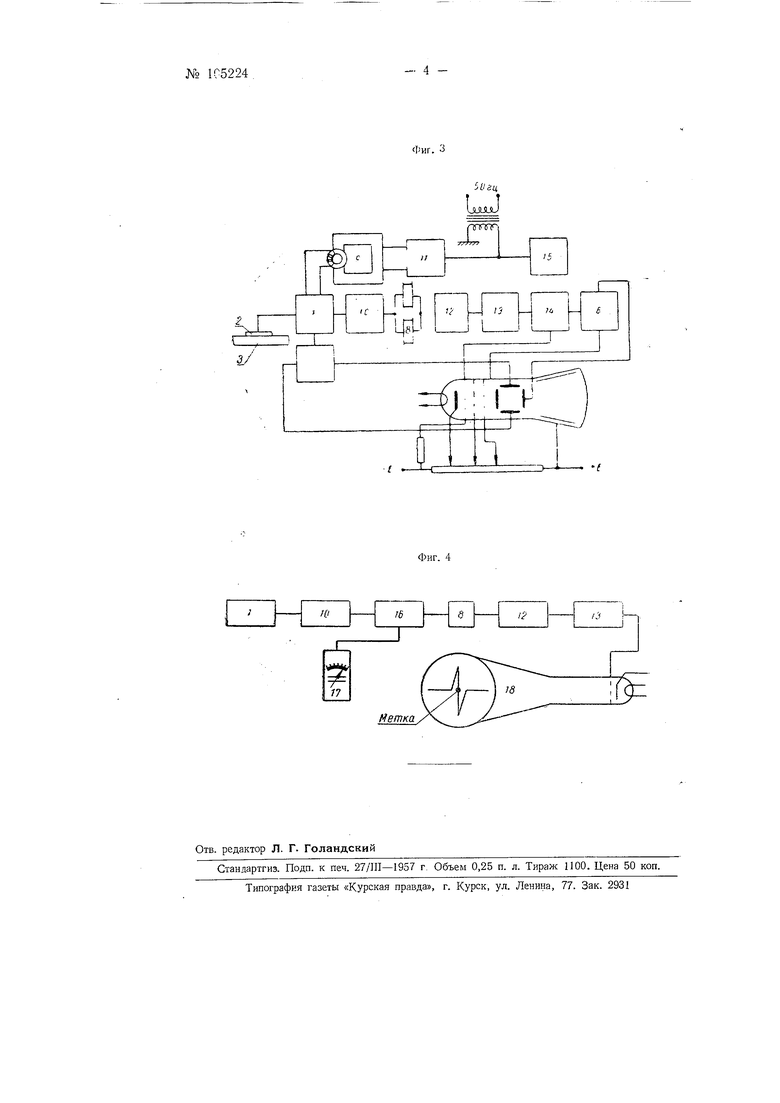
На фиг, I показана блок-схема ультразвукового резонансного дефектоскопа толщемера; на фиг. 2-схема подмагничивания сердечника контурной катушки генератора переменным магнитным полем; на фиг. 3-блок-схема запуска и гашения развертки кварцевым фильтром; на фиг. 4-блок-схема
отсчетного приспособления дефектоскопа.
Автогенератор / (фиг. 1) с частотной модуляцией возбуждает пьезопреобразователь 2, излучающий на изделие 3 ультразвуковые колебания переменной частоты. В моменты возникновения стоячих волн режим работы льезопреобразователя меняется и шунтирукщее действие его на генератор увеличивается. Стоячие волны образуются тогда, когда между толщиной материала Ь, длиной упругой волны в нем /., скоростью распространения ультразвуковых колебаний в материале С и частотой их f существует соотношение:
с (т-л)
тГ
-
или о - Y()
2/
где и, m-номера гармоник (целые числа).
Если частота, излучаемая пьезопреобразователем, плавно изменяется, то наступает момент, когда указанное условие соблюдается, и в металле возникает стс ячая волна.
Происходящие изменения анодного тока лампы генератора усиливаются усилителем 4 и подаются на вертикально-отклоияющие пластины электронно-лучевой трубки 5 в виде импульсов напряжения. Генератор 6 развертки вынолнен так, что каждой точке на линии развертки соответствует вполне определенная частота.
Таким образом, при образовании в изделии стоячих волн на экране прибора появляются характерные пики, расположенные в точках развертки, соответствующих частотам образования стоячих волн. По количеству и расположению этих пик на шкале прибора определяется толщина изделия.
Изменение индуктивности производится путем подмагничивания сердечника контурной катушки 7 (фиг. 2) генератора переменным магнитным полем .магнитонрибора. Особая форма намотки этой катушки на тороидальный сердечник из высокочастотгюго магнитолиэле1стрика позволяет осуществлять изменение частоты в широких пределах (более чем s 2,5 раза).
Для обеспечения стабильности градуировки развертки по частоте запуск и гашение ее осуществляются в моменты равенства частоты генератора строго фиксированным частотам, что достигается с помощью кварцевых фильтров 8 (фиг. 3), настроенных на эти частоты. На схеме (фиг. 3): 9- частотный модулятор; /б -ограничитель; // -генератор тока; 12-детектор; 13-усилитель; /4-триггер, 15-устройство, запирающее триггер и возвращающее его в исходное состояние.
Прямой отсчет толщины по градуированному ;;имбу осуществляется путем последовательного совмещения подвижной электронной метки с двумя резонансными пиками на экране прибора. При таком способе отсчета определяется разность частот между двумя любыми гармониками стоячих волн, которая однозначно определяет TO-tщину. Это делает возможной градуировку лимба непосредственно в толщинах. На схеме отсчетного приспособления (фиг. 4): 16-смеситель; /7-измерительный гетородин; 18-индикатор.
Предмет изобретения
1.Резонансный ультразвуковой дефектоскоп-толщемер автоматического действия, включающий в себя генератор переменной частоты, отличающийся тем, что, с целью изменения частоты генератора в широких пределах путем изменения индуктивности контурной катушки генератора, контурную катушку наматывают на тороидальный сердечник из высокочастотного диэлектрика, помещенный в цепь подмагничивае.мого переменным магнитным полем магнитопровода.
2.Резонансный ультразвуковой дефектоскоп-толщемер по п. 1, отлич ающийся тем, что, с целью обеспечения стабильной градуировки частоты, в нем запуск и гашение разверткн осуществляют с помощью кварцевых фильтров в моменты равенства частоты генератора фиксированным частотам фильтров.
3.Форма выполнения резонансного ультразвукового дефектоскопа-толщемера по пп. 1 и 2, отличающаяся тем, что, с целью обеспечения непосредственного отсчета измеряемой толщины, лимб измерительного гетеродина градуируют в линейных единицах.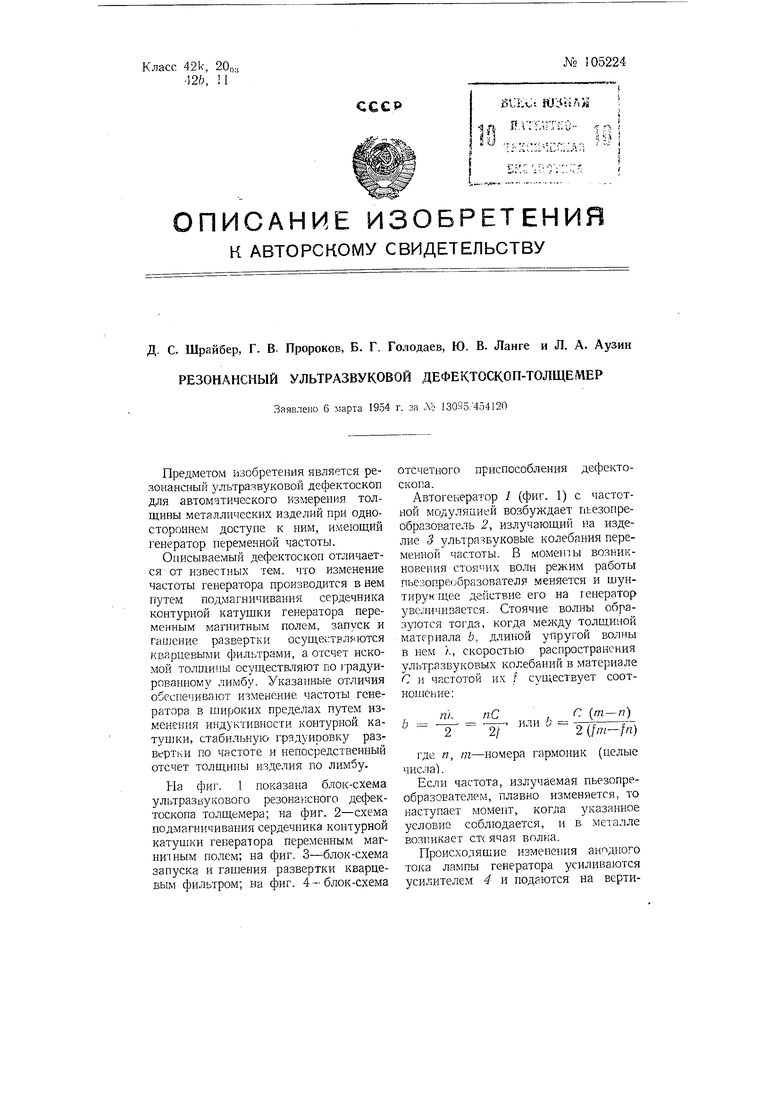
SUsn
LsiJLjJlJ
/
/5
h
J L
