Из15естны способы нарезки резьбы нарой резьбоиакатных роликов с выемкой на периферии для .х 5атываиия :iaroToiJOK с затылогзаиной заходиой, с калибрующей и затылованно) ос15обиждаюн ей частями. Изготовлеi-uie резьбь на метчиках от Л 0,-t,i до М 1,2 с применением резьбоиа.катпых роликов не удавалось из-за емииаиия заготовки некруглыми роликами с за1Ы,лонаниой частью но наружному дна метру, вследствие т)удноети ii ма.югс) перемещения нодинжного ролика нри нака1ыванип Д1-;умя кругль ми роликами, а также трудностн удерживания заготовки столь малых диаметров между ро.чикамн во накатывания.
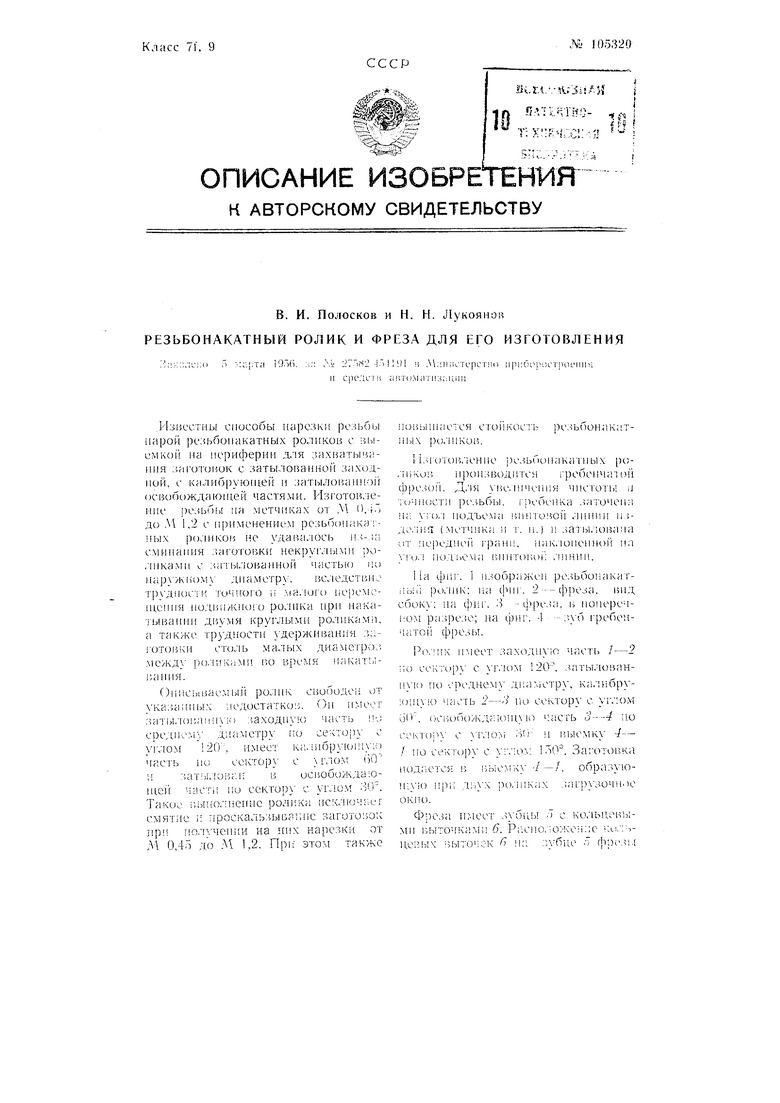
OiiiicbiBae.Mbfii ролик свободен от указанных иедоетатко;;. имеет заты.товаинхК) :- аходиую часть ло среднему диаметру но сектору е углом 120, имеет к;;либру он1ую чаеть пи сектор - е углом 60 И затыловги в освобождающей чае™ 0 сектору с угло.м 30°, Такое выполнение рол1п а исключает смятие и проскаль: ыва:П1е загото:5ок при получении на них нарезки, от М 0,45 до М 1,2, Прп- этом также
резьГ)онак; тно1 Ы1наетея етоикость
1П-)1Х рО,.
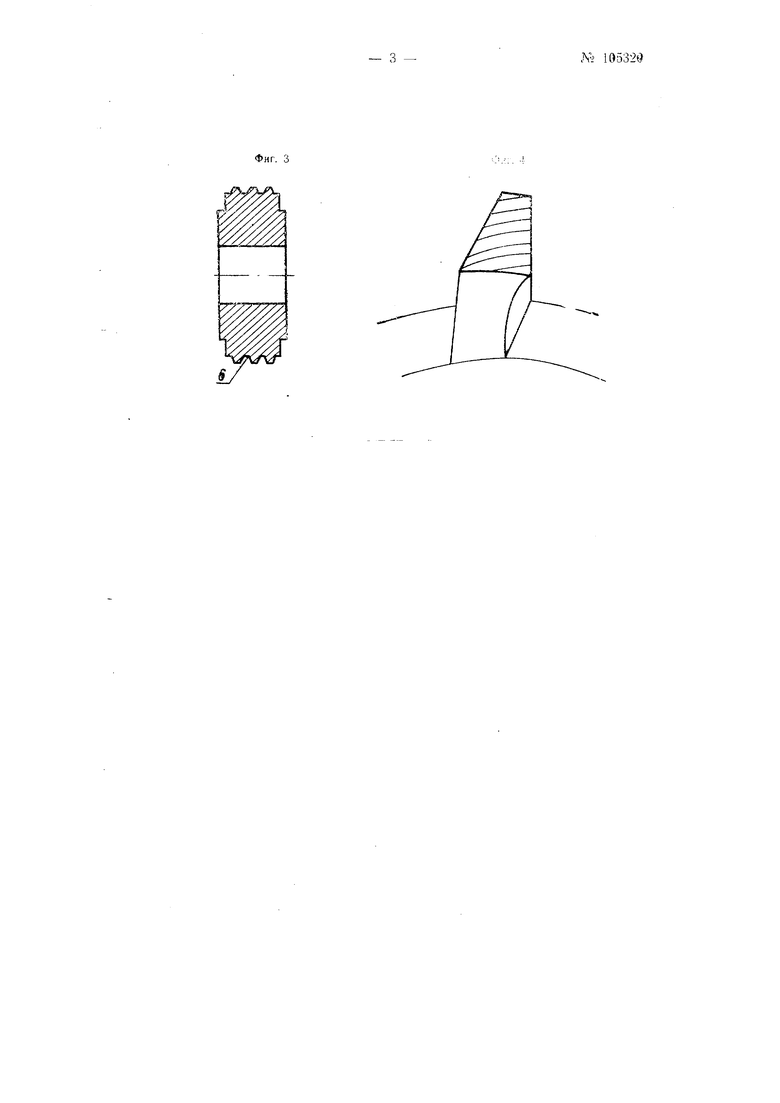
г131Ч)то1,1енне резьоонакатных ро.тнков иронзвод1ггея гребенчатой фрезо. Для уве.чнчення чнстоты и точности резьбы, 1ребенк.а заточена на To.i подъема винтовой линии изде.П1Я (Метчика li т. и.) и заты.тована от нередией rpaini, нак,1Оне1П1ой уго,1 нодвел ;. винтоноГ ,н1нии.
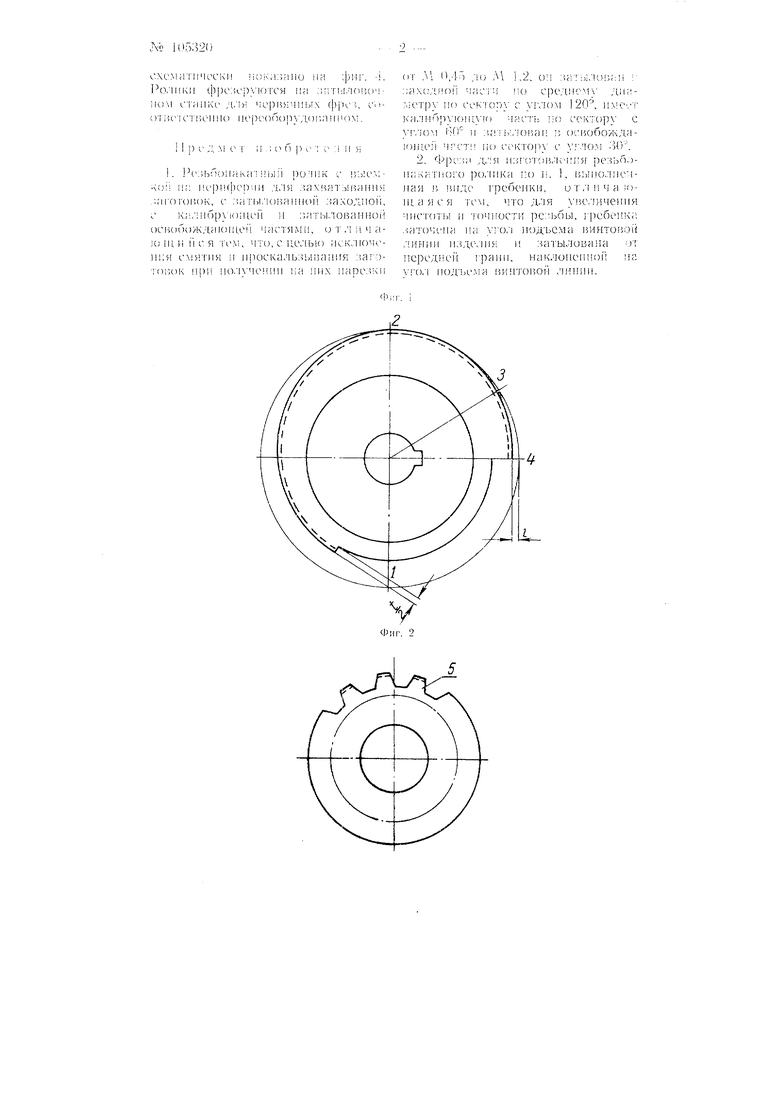
На фиг. 1 изображен резьбонакатiibnl ролик; иа фиг. 2 - фреза, вид сбоку; иа с|}иг. 3 - - цР-- Ь поиеречliOM разрезе; на фиг, 4 - гребенчатой фрезы.
Ролик имеет заходную часть /-2 но сектору с углом 120, затылованпую по ереднему диаметру, калибруiOHiyio чаеть 2-3 по сектору с уг.чом 60, оевобожда оп1у1о часть 3-4 по секто|)у с г,1ом н выемку 4- . по сектору е углом 150°. SaiOTOBKa под;1етея в гыоАп-:у 4-1, образуюн.ую п|)и двух рол1П ах загрузочное окно.
Фреза имеет зубцы Я с ,1ьцекыми глоточками 6. Распо,ю ке}гле ко.л цевых выточек 6 на зубце Л фрезы
19П8 г.Объем 0.25 п. л. Тираж 3«). Нем;; О кп:.