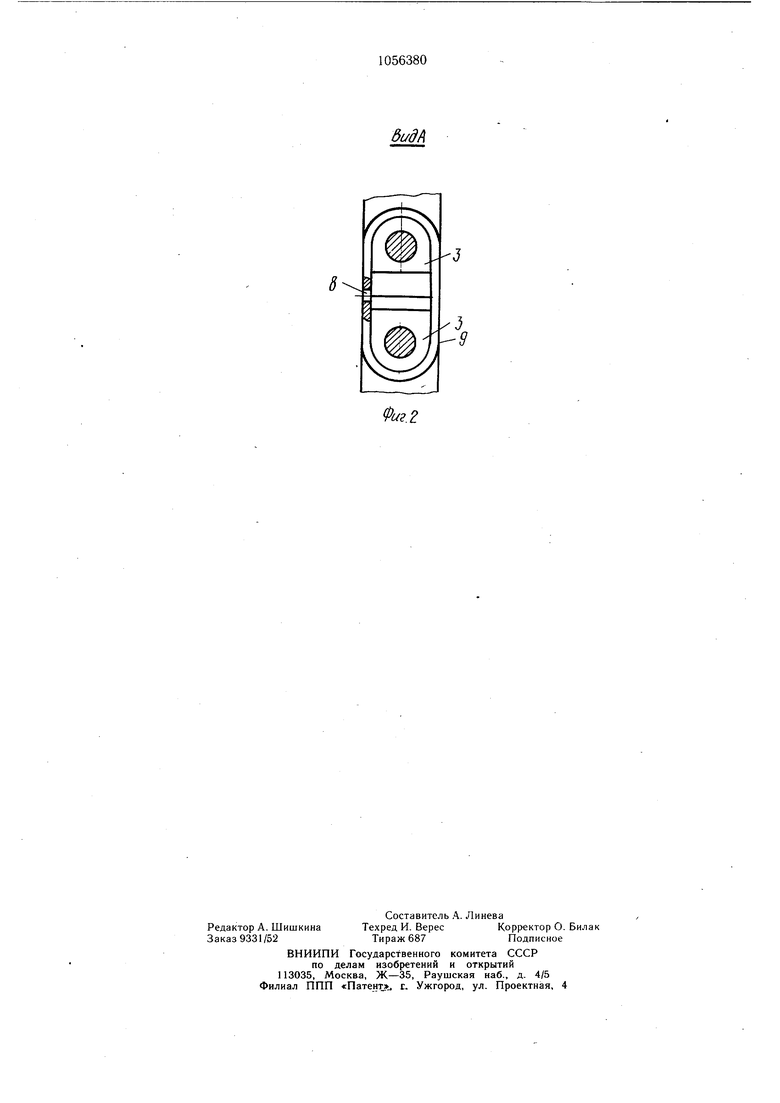
Изобретение относится к технологии изготовления обмоток статоров электрических машин и может быть использовано в электротехнической промышленности. Известен способ изготовления обмотки статора электрической машины, включаюший размещение стержней в пазах статора и их скрепление в лобовых частях пайкой с соединительным элементом {. Недостатком способа является невозможность контролирования процесса пайки. Известен также способ изготовления обмотки статора электрической машины, включающий размещение токоведущих стержней с токоведущими пальцами в зоне лобовых частей в пазах статора, скрепление токоведущих стержней путем лужения токоведущих пальцев и крепежных элементов, их сборки по плоскостям контакта с образованием головки в лобовых частях, нагревания головки до плавления припоя и поджатия соединяемых элементов 2. Недостатком известного способа является сложность его технологии, так как требуется создание жидкой ванны припоя вокруг головки путем нагрева точечным источником электрической дуги. При таком нагреве происходит неравномерный нагрев элементов соединения, выгорание компонентов припоя, и больщой его расход. Кроме того, ухудшается качество контактного соединения из-за больщого контактного сопротивления вследствие выгорания компонентов припоя. Целью изобретения является повыщение качества соединения токоведущих стержней за счет обеспечения равномерного нагревания припоя и соединяемых элементов и упрощение технологии. Поставленная цель достигается тем, что согласно способу изготовления обмотки статора электрической мащины, включающему размещение токоведущих стержней с токоведущими пальцами в зоне лобовых частей в пазах статора, скрепление токоведущих стержней путем лужения токоведущих пальцев и крепежных элементов, их сборки по плоскостям контакта с образованием головки в лобовых частях, нагревания головки нагревателем до плавления припоя и поджатия соединяемых элементов, перед скреплением токоведущих стержней в токоведущем пальце каждого из стержней выполняют отверстие, ось которого параллельна плоскостям контакта между пальцами смежных стержней, нагревание головки производят путем установки нагревателей в отверстия токоведущих пальцев, а поджатие соединяемых элементов производят в процессе плавления припоя. На фиг. 1 изображена обмотка статора электрической мащиНы; на фиг. 2 - вид А йа фиг. 1. Обмотка статора электрической машины содержит токоведущие стержни 1, скрепленные в лобовых частях головкой 2. Головка 2 выполнена в виде токоведущих пальцев 3 двух смежных стержней 1, соединенных между собой по плоскостям контакта крепежными элементами, например хомутом 4 и клиньями 5, и паяным соединением. В токоведущих пальцах 3 каждого из стержней 1 выполнены отверстия 6, оси которых параллельны плоскостям контакта между пальцами 3 смежных стержней 1. Изготовление обмотки статора электрической машины проводят в следующей последовательности. Вначале производят размещение токоведущих стержней 1 с токоведущими пальцами 3 в зоне лобовых частей в пазах статора. Затем производят лужение токоведущих пальцев 3 и крепежных элементов, их сборку с образованием головки 2 в лобовых частях. В отверстиях 6 размещают нагреватели 7, которые разогревают изнутри го д температуры пайки, подают, при необходимости, припой в зону пайки через отверстие 8 в хомуте 7. В процессе плавления припоя производят поджатие соединяемых элементов путем дорасклинивания клиньев 5. При необходимости поверхность узла пайки следует покрыть теплоизолирующим материалом 9. Изобретение позволяет повысить качество соединения токоведущих стержней за счет обеспечения равномерного нагревания припоя и соединяемых элементов и упростить технологию, так как установка нагревателей в отверстия токоведущих пальцев исключает обмуровку головок асбестовым волокном, что улучшает технологичность процесса и дает возможность осуществлять визуальный или автоматизированный контроль процесса пайки и дорасклиновку.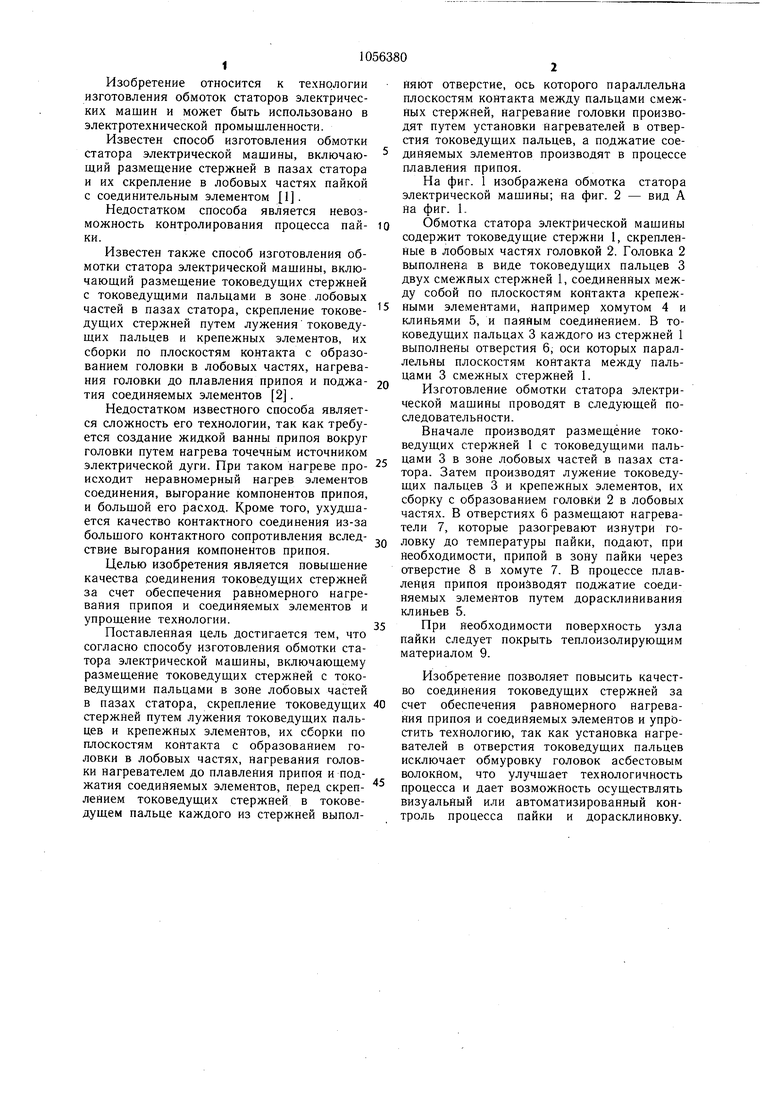
| название | год | авторы | номер документа |
|---|---|---|---|
| Статор электрической машины переменного тока | 1982 |
|
SU1099356A1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ЛОБОВЫХ ЧАСТЕЙ ОБМОТКИ СТАТОРА ТУРБОГЕНЕРАТОРА | 2014 |
|
RU2550085C1 |
| Автомат для изготовления электрических катушек | 1980 |
|
SU888228A2 |
| ГОЛОВКА ЛОБОВЫХ ЧАСТЕЙ СТЕРЖНЕВОЙ ОБМОТКИ СТАТОРА | 1991 |
|
RU2025865C1 |
| Устройство для сборки и пайки с вибрацией | 1981 |
|
SU986666A1 |
| Статор машины переменного тока с компактной обмоткой и способ его изготовления | 2021 |
|
RU2778350C1 |
| СТАТОР ДЛЯ ЭЛЕКТРИЧЕСКОЙ ВРАЩАЮЩЕЙСЯ МАШИНЫ | 2018 |
|
RU2728542C1 |
| Устройство для удаления припоя | 1983 |
|
SU1174200A1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ И ЕГО ИЗГОТОВЛЕНИЕ | 2015 |
|
RU2658631C2 |
| Статор электрической машины | 1983 |
|
SU1234918A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТКИ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ, включающий размещение токоведущих стержней с токоведущими пальцами в зоне лобовых частей в пазах статора, скрепление токоведущих стержней путем лужения токоведущих пальцев и крепежных элементов, их сборки по плоскостям контакта с образованием головки в лобовых частях, нагревания головки нагревателем до плавления припоя и поджатия соединяемых элементов, отличающийся тем, что, с целью повышения качества соединения токоведущих стержней за счет обеспечения равномерного нагревания припоя, и соединяемых элементов и упрощения технологии, перед скреплением токоведущих стержней в токоведушем пальце каждого из стержней выполняют отверстие, ось которого параллельна плоскостям контакта между пальцами смежных стержней, нагревас ние головки производят путем установки s нагревателей в отверстия токоведущих паль(Л цев, а поджатие соединяемых элементов производят в процессе плавления припоя. с: сд о: со 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Конструкции электрических машин, Л., «Энергия, 1972, с | |||
| Индукционная катушка | 1920 |
|
SU187A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Фомин Б | |||
| П., Циханович Б | |||
| Г., Виро Г | |||
| М | |||
| Технология крупного электромашиностроения | |||
| Турбогенераторы | |||
| Л., Энергриздат, 1981, ч | |||
| I, с | |||
| Пружинная погонялка к ткацким станкам | 1923 |
|
SU186A1 |
