1
Изобретение относится к технологическому оборудованию Для изготовления электроэлементов радио и связной аппаратуры, в частности электрических катушек.
По основному авт.св. №807396 известен автомат для изготовления электрических катушек, выполненный в виде роторной линии, содержащей поворотный стол с оправками для установки каркасов катушек и кулачковым механизмом; намоточные головки для последовательной намотки обмоток на каркас; механизмы подачи провода на штырьки каркаса; механизмы крепления обмотки к каркасу с приводом возвратно-поступательного перемещения рабочих органов; механизмы накрутки выводных концов обмоток на штырьки каркаса, снабженные шпиндельными блоками, несущими рабочие головки механизмы резки, механизм флюсования и механизм пайки lj.
Однако в известном автомате механизм пайки подводят к каркасам, изготовленным из термопластичного материала, большую массу расплавленного припоя, которая частично оплавляет места посадки контакта в основании каркаса катушки, а при лужении выводных концов распределяется паста, закрепляющая выводные ко1щы и обмотки на каркасе, что снижает качество
10 пайки вьгеодных концов и крепление обмоток к каркасу.
Целью изобретения является повышение надежности путем улучшения качества пайки выводных концов обмоISток к контактам каркасов катушек и их лужения.
Цель достигается тем, что устройство для пайки и лужения содержит крьшпсу, установленную на ванне с
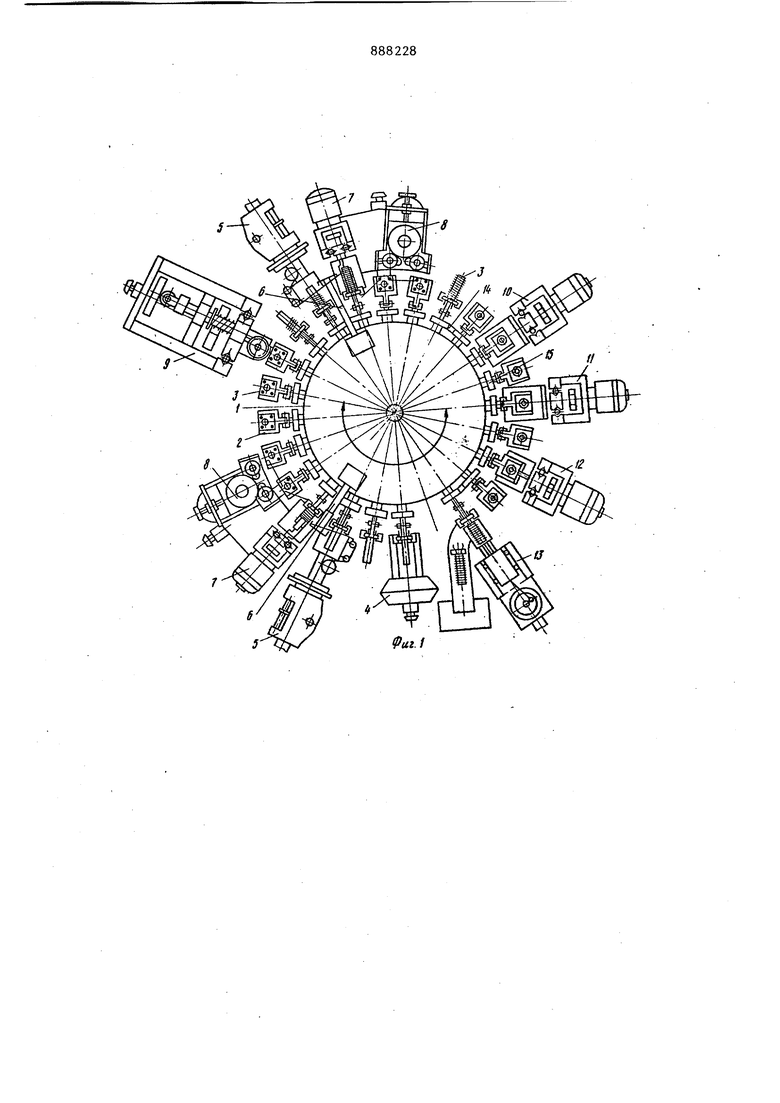
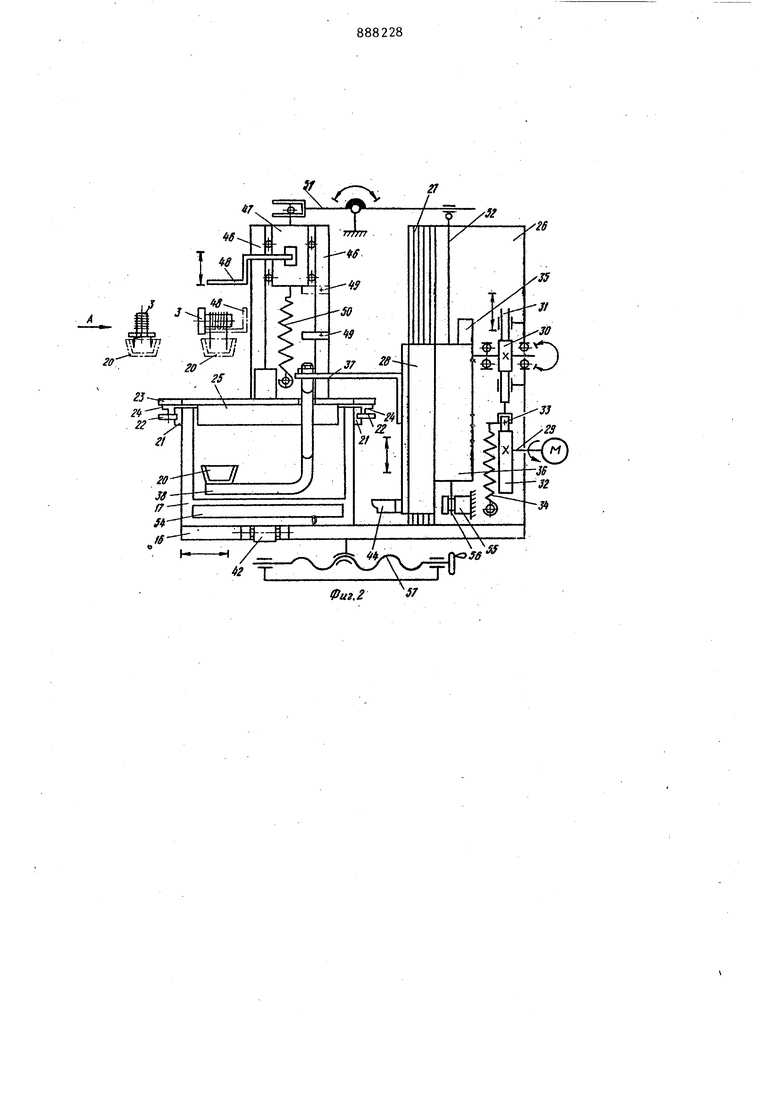
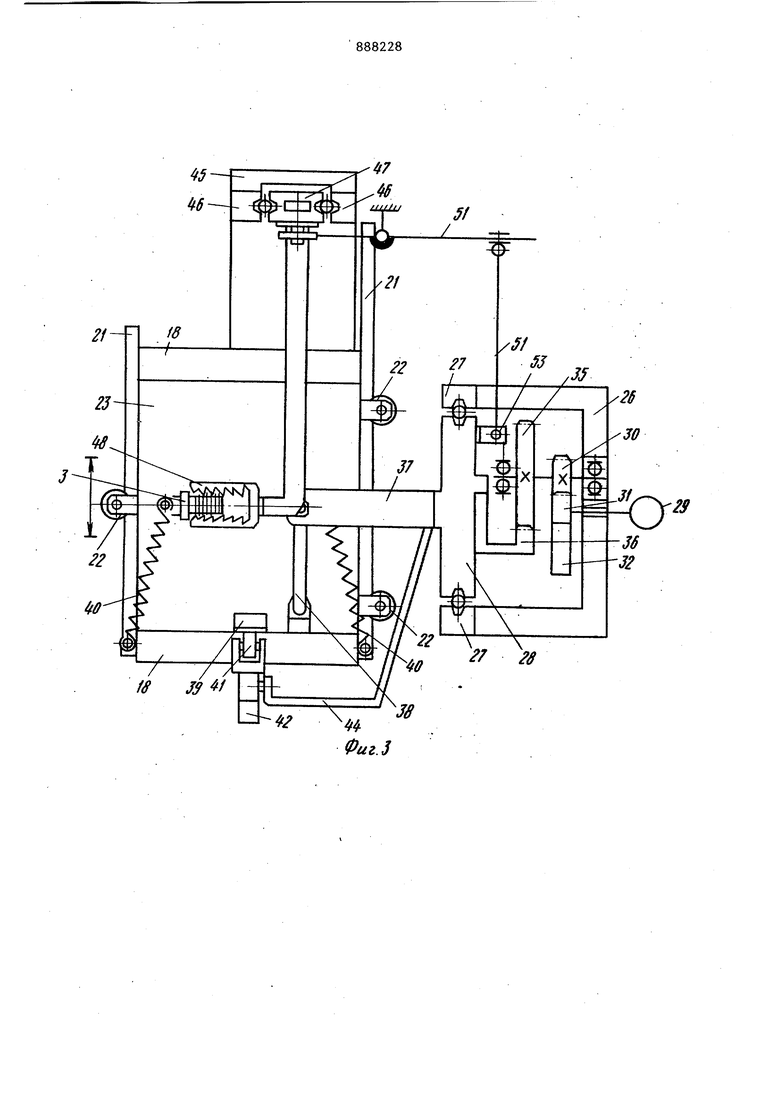
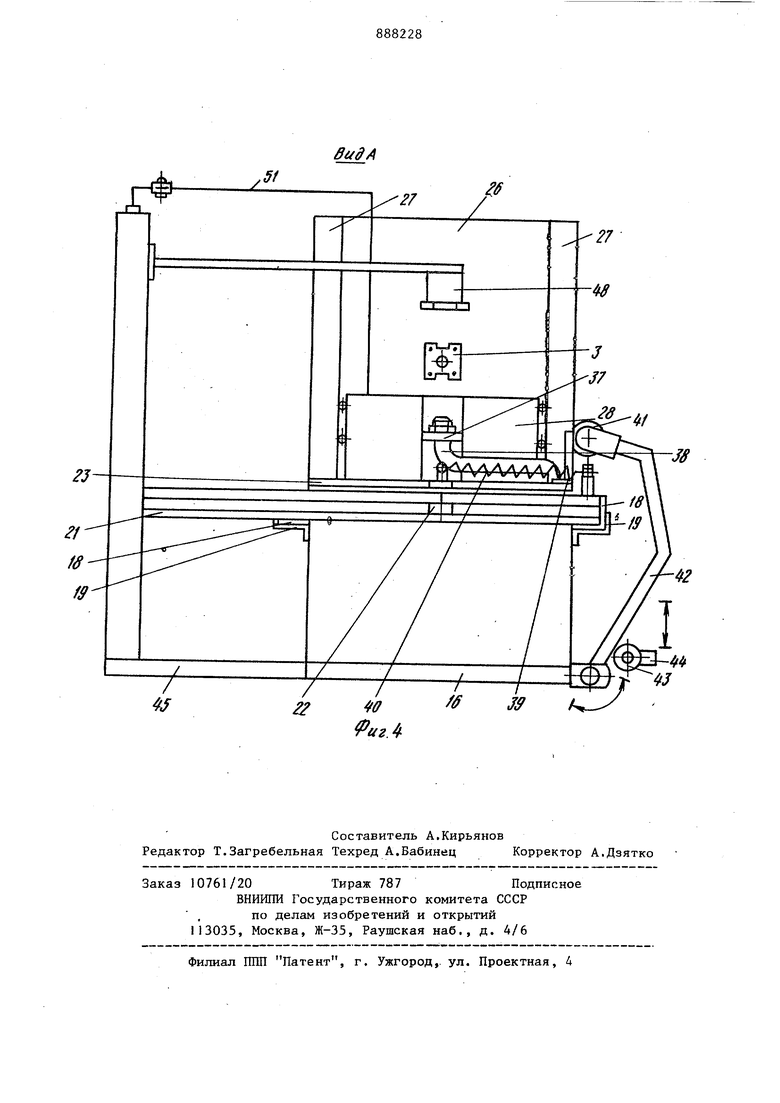
20 пластиной, закрепленной на )9нутренней стороне крышки, снабженной роликами, контактирукшшми с направляющими, установленными с внешних сторон ванны, две емкости, каждая из которых установлена на одной из параллельно расположенных стенок ванны с внешней стороны, черпак, размещенный внутри ванны, поворотный рычаг с роликом, установленным на его конце, контактирующий с крьппкой, каретку с приводом возвратно-поступательного перемещении и стержнем, несущим на конце ролик,. контактирующий с рычагом, при этом черпак жестко связан с кареткой. Кроме того, устройство для лужения содержит механизм для .формирования выводных концов обмоток выполненный в виде подпружиненной каретки с вилкой, установленной на основании и кинематически связанной с приводом возвратно-поступательного перемещения, и упор для ограничения хода каретки с элементами регулирования и фиксации, установленный на основании, при этом на внутренней поверхности вилки выполнены зубья. На фиг. 1 изображен предложенный автомат, вид сверху, на фиг. 2 устройство для пайки и лужения, общий вид; на фиг. 3 - то же,-вид сверху; на фиг. 4 - вид А на фиг. 2. Автомат для изготовления электрических катушек состоит из осйювания, на котором смонтирован поворотный стол Г со сменными оправками 2 для установки каркасов катушек 3; привода поворотного стола с делительным механизмом и механизмом управления приводами исполнительных механизмов (на чертежах не показан) бункерного устройства 4, обеспечиваю щего ориентацию и подачу каркасов на оправки; намоточных головок 5 для образования обмоток, каждая из кото рых снабжена индивидуальным приводом механизмов 6 подачи провода на штырь ки каркасов катушки, механизмов 7 крепления обмоток к каркасу с фиксацией провода, механизмов 8 накрутки вьтодных концов на штырьки каркасов механизма 9 кантовки каркаса J механизма 10 флюсования j; устройства 11 пайки и лужения, механизма 1 2 контро ля и механизма 13 сьема готовой катушки. Для поворота каркаса вокруг оси в горизонтальной плоскости на основании закреплены конические зубчатые секторы 14, с которыми поочередно входят в зацепление зубчатые коничес кие колеса 15, смонтированные на 84 рпрзвках 2 поворотного стола 1. Каждый исполнительный механизм устанавливается в базовое отверстие основания при помощи штанги в зависимости от технологической последовательности изготовления катушек. Устройство 1L пайки и лужения содержит основание 16, на котором смонтирована ванна 17, имеющая две емкости 18 для сбора окисной пленки с поверхности припоя, установленные на кронштейнах 19 с внешних параллельно расположенных стенок ванны. Внутри ванны расположен черпак 20, выполненный в виде конуса, что обеспечивает меньшую Теплоотдачу, влияющую на размягчение материала каркаса. На внешних сторонах ванны установлены направляющие элементы 21, в пазах которых размещены ролики 22, служащие для перемещения крышки 23 и смонтированные на эксцентриковых осях 24. На внутренней стороне крышки закреплена пластина 25 для снятия окисной пленки с поверхности припоя.. На основании 16 смонтирован корпус 26 с направляющими 27 и каретка 28 с приводом 29 возвратно-пос.тупательного перемещения, имеющим реечные пары, причем одна реечная пара, состоящая из реечного колеса 30 и зубчатой рейки 31, связана с кулачком 32 при помощи ролика 33 и пружины 34, а вторая реечная пара имеет реечное колесо. 35 и зубчатую рейку 36, установленную на каретке, которая жестко соединена через кронштейн 37 и рычаг 38 с черпаком. На крьшже ванны закреплен кронштейн 39, поджатый пружинами 40 к. ролику 41 поворотного рычага 42, шарнирно закрепленного на основании . и взаимодействующего с роликом 43, установленным на конце стержня 44, На основании 16 установлен кронштейн 45, в направляющих 46 которого размещенакаретка 47, несущая вилку 48, на внутренйей поверхности которой выполнены зубья, с помощью которых выводные концы катушки направляются перпендикулярно поверхности припоя. На одной из направляющих установлен упор 49 для ограничения хода каретки е вилкой с возможностью регулирования и фиксации каретка с вилкой подпружинена пружиной 50 и связана с рычагом 51 и стержнем 52, проходящим в отверстие угольника 53, установленного на каретке 28. Ванна снабжена электронагревательным элементом 54 и системой автоматического регулирования и поддержания заданной температуры. Устройство пайки снабжено датчиком 55, контактирующим с флажком 56, служащим для отключения электропривода после окончания операции и обеспечения блокировки электроцепи автомата. Дпя перемещения в рабочую зону при наладке автомата устройство пайки снабжено винтовой парой 57.
Автомат работает следуюпгим образом .
При включении привода поворотного стола 1 происходит перемещение его в одну из рабочих позиций, после чего включается механизм управления приводами исполшхтельных механизмов, который включает приводы механизмов в работу. Каркас катушки подают из бункерного устройства 4 на оправку 2 поворотного стола 1, после чего включается привод намоточной головки 5, которая наматывает обмотку на каркас катушки 3. Поворотный стол 1 переводит намотанную катушку 3 на следующую позицию и включается механизм 7 крепления обмоток к каркасу с фиксацией провода. После подачи фиксатора к намотанной обмотке катушки 3 в работу включается механизм 6 подачи провода на контакты каркаса. При переходе поворотного стола 1 в следующую позицию механизм 8 накруки выводных концов обмоток на штырьки каркасов накручивает предварительно отрезанные в размер выводные концы на штырьки-контакты каркаса. После операции накрутки катушка 3 в том же положении подается на очередную позицию, где механизм 9 кантовки снимает катушку с оправки 2, разворачивает ее на заданный угол и вставляет в развернутом положении на оправку для намотки .на каркас второй обмотки, которая осуществляется в указанной последовательности иа очередных позициях. Далее катушка при переходе в очередную позицию устанавливается штырьками в нижнее положение, где механизм 10 флюсования наносит фпюс на вьюодные концы обмоток, накрученные на штырьки каркаса. В том же положении катушка 3 поступает на очередную позицию, где в работу всгупает устройство 11 пайки и
лужения. Привод 29 устройства пайки и лужения приводит в движение кулачок 32, который через ролик 33 перемещает рейку 31, приводя во вращение зубчатые колеса 30 и 35, связанные с рейкой 36, закрепленной на каретке 28. Перемещаясь по направляющим, каретка 28 стержнем А4 с- роликом A3 поворачивает изогнутый рычаг 42, который роликом 41 нажимает на кронштейн 39 и тем самым сдвигает крьш1ку 23 в горизонтальной плоскости. Пластина 25, установленная на внутренней стороне крыщки 23, снимает окисную
пленку с поверхности припоя и подает ее на лоток, закрепленный на стенке ванны, при помощи которого окисная пленка поступает в емкость 18. Опережение хода крьш1ки 23 относительно
подъема черпака 20 происходит за счет изогнутой поверхности стержня 44, шарнирно закрепленного на основании 16. После перемещения крышки 23 в крайнее положение и снятия
окисной пленки с поверхности припоя черпак 20, связанный рычагом 38 и кронштейном 37 с кареткой 28, выходит из ванны заполненный припоем и подается в рабочую зону, где происходит пайка и лужение вьгаодных концов обмотки и штьфьков каркаса.
При операции только лужения вьшодных концов каретка 28 перемещается
далее по направляющим 27 в верхнее положение, после чего стержень 52 освобождает систему рычагов 51, а пружина 50 подает каретку 47 с зубчатой вилкой 48 по направляющим 46.
Таким образом вилка 48 зубьями захватьшает вьтодные концы обмотки и направляет их перпендикулярно поверхности припоя, находящегося в черпаке 20. В зависимости от размера
каркаса катушки и обмотки ход каретки 47 с вилкой 48 ограничивается упором 49, имеюш м возможность регулирования и фикса1цш на направляющей 46. Таким образом, каретка 47
с вилкой 48, -направившая выводные концы обмоток, останавливается при сойрикосновении с упором 49, а каретка 28 механизма пайки продолжает свое движение совместно с угольником 53 при неподвижном стержне 52. При возврате -каретки 28 в исходное . положение угольник 53, пропуская через отверртие стержень 52 до соприкосновения с гайкой, закрепленной
на его свободном конце, возвращает при помощи системы рычагов 51 каретку 47 с вилкой 48 в исходное положение. Черпак 20 опускается в ванну, а пружина 40 возвращает крышку 23, при этом пластина 25 при обратном ходе снимает слой образовавшейся окисной пленки и подает ее через лоток во вторую емкость 18. Каретка 28, вернувшись в исходное положение, флажком 56 замыкает датчик 55, тем самым отключает привод 29 и подает сигнал на блокировку исходного положения. Причем рейка 31, поджатая пружиной 34 к кулачку 32, совершает меньший ход, чем рейка 36, за счет разницы количества зубьев на зубчатых реечных колесах. При использовании устройства длялужения упор 49 устанавливают в нижнее положение, а при использовании устройства для пайки и лужения упор 49 устанавливают в верхнее положение. Такое конструктивное решение позволяет иметь одно устройство для выполнения двух операций.
После операции пайки и лужения катушка поступает на контроль к механизму 12, а при переходе в очередную позицию поворачивается вокруг оси за счет конического зубчатсуо колеса 15 и сектора 14 и поступает в зону развраковки, где механизм 13 съема снимает катушку и направляет по лотку в тару. Все технологические операции по изготовлению катушек выполняются исполнительными механизмами одновременно за время рабочего цикла образования обмотки.
Использование предложенного изобретения позволяет повысить качество пайки и лужения, упростить конструкцию путем выполнения одним механизмом двух операций пайки и лужения. Снижение трудоемкости по изготовлению электрических катушек при внедрении одного автомата по сравнению
с существующим по предварительным расчетам составит около 15%.
J Формула изобретения
1.Автомат для изготовления злектрических катушек по авт.св. №807396, отличающийся тем, что, с
0 целью повышения его надежности путем улучшения качества пайки выводных концов обмоток к контактам каркасов и их лужения, устройство для пайки и лужения содержит крьшпсу, установленs ную на ванне с пластиной, закрепленной на внутренней стороне крышки, снабженной роликами, контактирующими с направляющими, установленными с внешних сторон ванны,, две емкости,
0 каждая из которых установлена на одной из параллельно ра-сположенных стенок ванны с внешней стороны, черпак, размещенный внутри ванны, поворотный рычаг с роликом, установленJ ным на его конце, контактирующий с крышкой, каретку с приводом возвратно-поступательного перемещения и стержнем, несущим на конце ролик, контактирующий с рычагом, при зтом черпак жестко связан с кареткой.
2.Автомат по п.1, о и ч а ющ и и с я тем, что устройство для лужения содержит механизм для формирования выводных концов обмоток, выполненный в виде подпружиненной каретки с вилкой, установленной на основании, кинематически связанной с приводом возвратно-поступательного перемещения, и упор для ограничения хода каретки с злементами регулирования и фиксации, установленный на основании, при этом на внутренней поверхности вилки выполнены зубья.
Источники информации, принятые во внимание при экспертизе
5 1. Авторское свидетельство СССР №807396 кл. Н 01 F 41/04, 1978.
Фиг, г
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления электрическихКАТушЕК | 1979 |
|
SU807396A1 |
| Автомат для изготовления электрических катушек | 1973 |
|
SU474859A1 |
| Автомат для изготовления электрических катушек | 1977 |
|
SU736189A2 |
| Автомат для изготовления электрических катушек | 1982 |
|
SU1046788A1 |
| Автомат для изготовления электрических катушек | 1975 |
|
SU576616A2 |
| Автомат для изготовления электрических катушек | 1977 |
|
SU728175A1 |
| Автомат для изготовления электрических катушек | 1985 |
|
SU1359809A1 |
| Автомат для изготовления электрических катушек | 1981 |
|
SU1023419A1 |
| Автомат для изготовления электрических катушек | 1977 |
|
SU720549A1 |
| Автомат изготовления электрических катушек | 1987 |
|
SU1573478A1 |