Изобретение относится к обработке металлов резанием в частности к обработке тонкостенных прецезионных втулок.
Известен способ, заключающийся в том, что-исследуемый металл обрабатывают при различных скоростях резания и одновременно измеряют силы резания, строят график зависимости тангенциальной составляющей силы резания Р от скорости резания V, а в качестве оптимальной принимают скорость, соответствукнцун, моменту стабилизации графика зависимости Р2 от V 1 .
Недостатками известного способа являются большая трудоемкость испытаний, дороговизна и дефицитность используемого оборудования, что ограничивает его применение в производственных условиях.
Цель изобретения - снижение трудоемкости и материальных затрат на эксперимент.
Указанная цель достигается тем,, что согласно способу определения оптимальной скорости резания при механической обработке, основанному на измерении параметров процесса резания, измеряют деформацию от технологических остаточных напряжений в нескольких точках образцов, обработанных при различный скоростях резания, определяют среднюю дефорстроят график зависимосмацию А
СР
ти средней деформации от скорости резания и за оптимальную принимают скорость резания, соответствующую минимуму средней деформации испытуемого образца.
На фиг. 1 представлена схема приспособления для измерения деформации стенок испытываемого образца; на фиг, 2 - график зависимости от скорости резания V.
Заготовки деталей типа тонкостенных прецезионных втулок закрепляют на опргшке и производят обработку в заданный размер, причем скорость резания при обработке каждого образца различная и равномерно изменяется от минимально допустимой до максимально возможной при даннс виде обработки. Количество образцов выбирают в зависимости от 0-требуемой точност.и результатов эксперимента.
После обработки каждый образец 1 устанавливают в приспособление, и изображенное на фиг. 1. Индикаторы 5 2 в начальный момент устанавливают в нулевое -положение.
По истечении определенного времени снимаю г показания каждого индикатора и определяют среднее энат чение дефор1 ации по формуле
V
+ А: +
+ Ai
По данным эксперимента строят
график зависимости среднего значения деформации Аср от скорости резания V и за оптимальную выбирают скорость резания, которой соответствует минимум средней деформах ин.
Испытания проводятся на шести образцах в виде тонкостенных прецезионных втулок со скоростями резания 50-300 м/мин.
По результатам испытаний строится график зависимости Аср от V (фиг, 2), по которому видно, что оптимальная скорость резания, соответствующая минимуму А , равна 150 м/мин,
Предлагаемый способ прост в осуществлении, не требует больших труозатрат и дорогостоящего оборудования.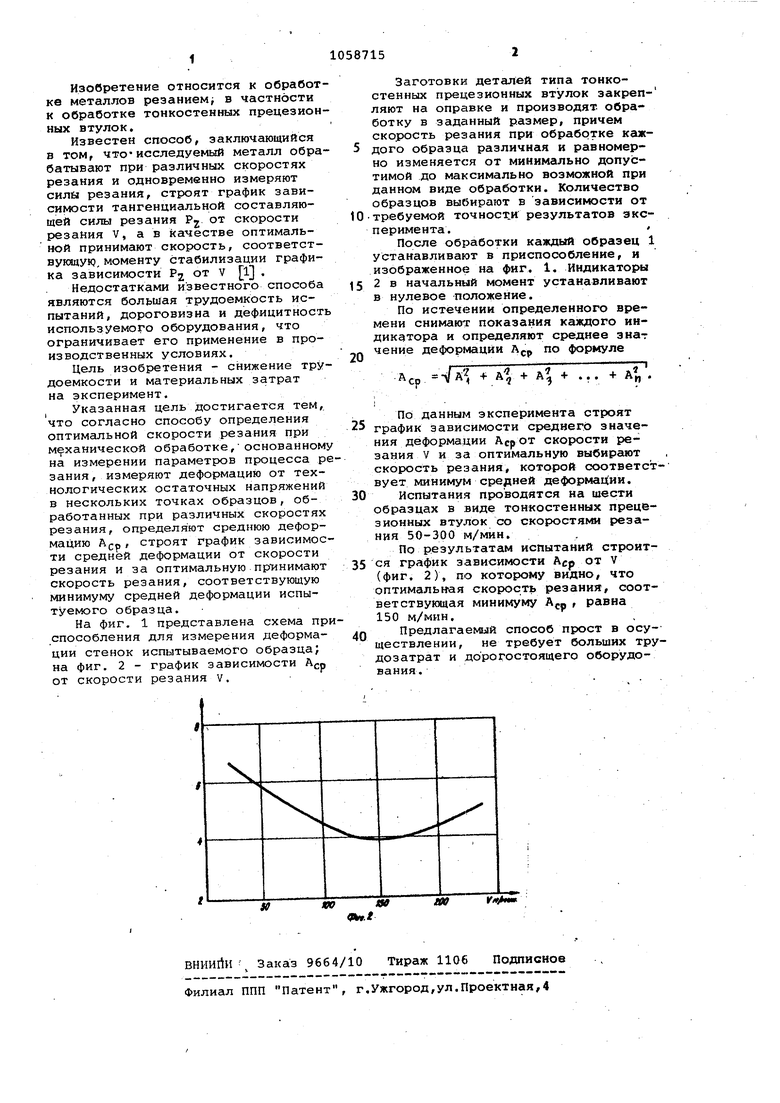
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения оптимальной скорости резания | 1989 |
|
SU1773561A1 |
| Способ управления обработкой резанием | 1990 |
|
SU1754419A1 |
| Способ определения оптимальной скорости резания | 1987 |
|
SU1579724A1 |
| Способ определения остаточных напряжений в кольцевых деталях | 1989 |
|
SU1654646A2 |
| Способ определения коэффициента усадки стружки при резании стали | 1988 |
|
SU1714459A1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2257565C1 |
| Способ определения оптимальной скорости резания | 1978 |
|
SU679320A1 |
| Способ определения оптимальной скорости резания | 1983 |
|
SU1155361A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2002 |
|
RU2230630C1 |
| Способ определения оптимальной скорости резания при токарной обработке | 1986 |
|
SU1351705A1 |
СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ при механической обработке, основанный на измерении параметров процесса резания, отличающиПс я тем, что, с целью снижения трудоемкости и материальньлх затрат на экспе эимент, измеряют деформацию от технологических остаточных напряжений в нескольких точках образцов, обработанных при различных скоростях резания, определяют среднюю деформацию , строят график зависимости средней деформации от скорости резания и за оптимальную принимают скорость .резания, соответствующую минимуму средней деформации испытуемого образца. (Л СП оо vl ел 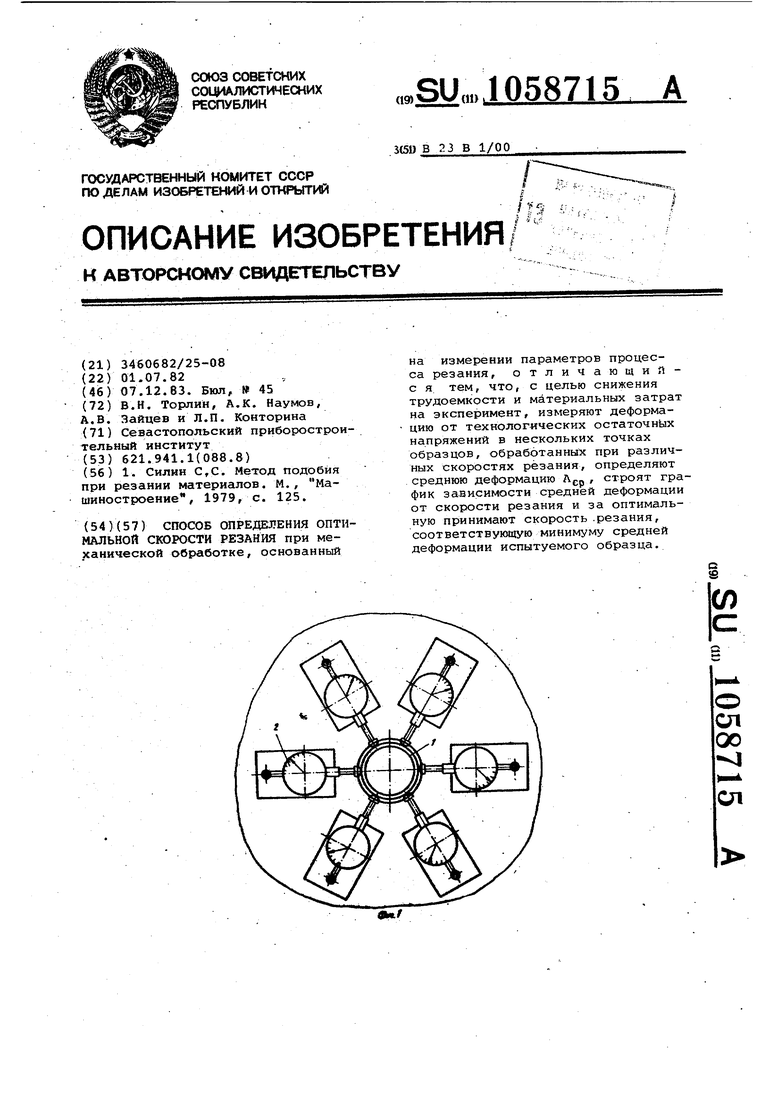
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Силин С,С | |||
| Метод подобия при резании материалов | |||
| М., Машиностроение, 1979, с | |||
| Плуг с фрезерным барабаном для рыхления пласта | 1922 |
|
SU125A1 |
