Изобретение относится к черной металлургии и может быть Использовано в установках внепечного циркуляционного вакуумирования жидкой стали.
Известна установка с патрубками для обеспечения циркуляции через вакуум-камеру при непрерывном вакуумировании металла после погружения обоих патрубков (всасывающего и сливного) в жидкий металл фи этом предусмотрена подача во всасывающий патрубок инертного газа ll .
Наиболее близким к предлагаемом по технической сущности является всасывающий патрубок циркуляционно вакуум-камеры.содержащий кожух, огнеупорную футеровку и узел подачи транспортирующего газа в виде коллектора с радиально направленными трубками 2 .
Недостатком известной конструкции является ускоренный износ фу.теровки всасывающего патрубка в зоне выходных отверстий стальных подводящих трубок и несколько выше этой зоны,т.е. в местах выхода газа и несколько выше-мест выхода газа из узла, (системы) его подачи. Причиной ускорения износа футеровк является усиленное барботирующее действие газовых пузырьков, образующихся по мере выхода газа из стальных трубочек в массу расплавленного металла в непосредственной близости к стенке огнеупорной футеровки .
В момент выхода происходит снижение давления в газовых пузъзръкак, их объем резко увеличивается, часть из иих врываетс.я в массу жидкого металла, а часть прижимается расплавом к поверхности футеровки и всплывает вдоль поверхности вверх. Футеровка при этом испытывает попеременно касание пузырьков и удары частиц жидкого металла оказываювдах разрушающее действие. Кроме того, разрушающее действие и нарушение равномерности подачи транспортирующего газа происходит по причине слипания {заваривания) выходных концов трубочек, а затем после нарастания давления до 25 ат прорыв газа (разваривание закрытог конца) и падения давления. Эта скачкообразность подачи газа во всасывакщнй патрубок снижает, кроме того, технологичность процесса и затрудняет управление им.
повышенный износ огнеупорной футеровки приводит к преждевременном выходу из строя всасывающего патрубка. Это приводит к преждевременному останову на ремонт и к необходимости замены футеровки самого патрубка и пгдалегающего участ
ка вакуум-камеры. При этом сокращается межремонтный период, увеличивается обцдай расход огнеупоров и трудозатраты на ремонты.
Целью изобретения является уменшение износа футеровки всасывающег патрубка, повышение долговечности выходных концов радиально направленых трубок узла подачи транспортирующего газа.
Поставленная цель достигается тем, что во всасывающем патрубке циркуляционной вакуум-камеры, содержащем кожух, огнеупорную футеровку и узел подачи транспортирующего газа в виде коллектора с радиально направленными трубками (выходные концы радиальных трубок расположены в направлении к центру от поверхности футеровки на 0,03-0,045 внутреннего диаметра патрубка.
Трубки выполнены трехслойными, причем нар /жный слой - из нержавеквдей ста.7ш,, внутренний из кварца, а промежуточный - в виде набивки из алундового порошка.
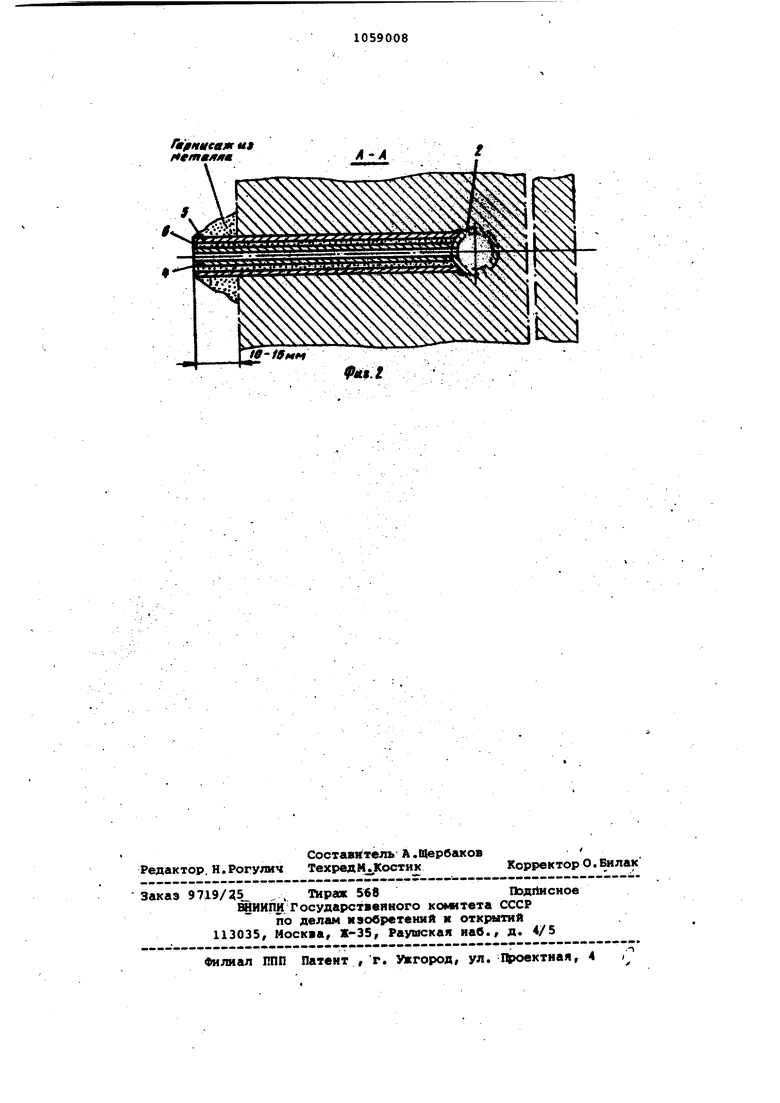
На фиг. 1 показан патрубок в плоскости узла подачи транспортирукицего газа, поперечное сечение; на фиг. 2 - сечение А-А на фиг. 1.
Патрубок состоит из трубки 1. подвода газа к коллектору из-простой углеродистой стали, коллектора 2 из трубки из простой углеродистой стали, радиально направленных подводящих газ трубок 3, кварцевой трубки 4, формирующей внутрений газопроводящий канал, трубки 5 из нержавеющей стали (Х18Н10Т), набивка 6 из алундового порошка, гарнисажа, образуемого расплавленной (обрабатываемой) сталью is процессе работ1а.
Всасывающий патрубок циркуляционной вакуум-камеры, благодаря тому, что выходные концы подводящих газ радиально направленных трубок выведены на расстояние 0,03-0,045 от внутренней поверхности футеровки, позволяет уменьшить барботаж металла и всплывание пузытьков газ непосредственно у стенки футеровки. А это, в свою очередь, резко уменьшает износ (разрушение) футеровки . Повышение.стойкости)футеровки всасываюш,его патрубка позволит увеличить соответственно межремонтный период, так как футеровка всасывающего патрубка является лимитирующей (имеет наименьшую стойкость).
Наоивная футеровка стыковки (соединения ) всасывающего патрубка с футеровкой днища вакуум-камеры служит соответственно дольше.
Кроме того, наличие с внутренней стороны радиальных трубок
кварцевого слоя (кварцевой трубки ) позволяет из-за отсутствия износа иметь в течение всего процесса эксплуатации стабильного размера калиброванное отверстие (Ь 3 мм и стабильную длину. Это позволяет исключить слипание (заваривание) выходных концов трубочек, а затем прорыв газа с разрывом заваренных концо;в. трубок и, соответственн исключить скачки в подаче транспортирующего газа, стабилизироват его подачу и процесс вакуумирования, повысить технологичность. (При этом упрощается подбор необходимого расхода газа для различных марок вакуумироваиной стали (с различными физическими свойствами).
Выведение выходных концов радиальных трубок на расстояние не менее 0,03 внутреннего дишчетра патрубка не позволяет снизить в достаточной мере барботаж металла у поверхности футеровки и не достигается по этой причине полный эффект повышенной стойкости.
Выведение выходных концов подводящих газ радиальных трубок на расстояние от футеровки более 0,04 внутреннего диаметра патрубка не дает дгшьнейшего повышенная стойкости футеровки, но повьшает энергозатраты на подачу газа (чем больше длина трубопровода, тем больше падение давления газа от исходного). Это нецелесообразно.
Пример . Испытания проводят на вакуум-камере, предназначенной для.циркуляционного вакуумирования стали со скоростью 13-31,6 т/мин (проектные характе ристикй). Диаметр канала всасывающего патрубка 320 «м, сливного .280 мм (без водоохлаждения).
Проводят футеровку патрубков и всей вакуум-камеры из периклазошпинелитных огнеупоров. Набивка при легающая сверху к патрубку магнезитовая, выше слоя магнезитовой набивки до уровня - подины выполняется магнезитохр-омитовая набивка для вакуумированйя - вакуум-плотна толщиной 200 мм, внутренний дигмет
вакуум-камеры 1200 мм, высота от днища до устья горловины 4450 мм, средний вес плавки мартеновской стали 115 т, время вакуумированйя 15-20 мин. За это время весь металл проходит через вакуум-камеру не . менее трех раз. Транспортирующий газ - аргон, давлением 25 атм.
Проводя испытания известной ij (выходные концы радиально направ0 ленных к центру отводов-трубочек
из нержавекщей стали (марки XlSlflOT) для подачи газа (аргона) выполнены заподлицо с внутренней поверхностью футеровки, () Bh 3,dHap-5 мм, 5 длина трубки 120 мм от коллектора) известной 2 (радиальные трубки тех же размеров и того же материала, но с выведением выходных концов за пределы футеровки на 0,015; 0,03 и 0,045 D по направлению к
0 центру) и предлагаемой конструкций всасывающего партубка (выходные-концы радиально направленных отводов-трубочек для подачи газа выведены по направлению к центру
5 от внутренней поверхности футеровки на 0,015; 0,03; 0,0375; 0,045 и 0,06 D, длина трубки 126-140 мм).
Радиальные трубки для подачи газа выполняют трехслойншл : вну0тренний слой из кварцевых трубок 4 с диаметрами внутреннимиd ц.З мм, наружными (}ЦОР 5 мм; наружный слой, из трубочек 5 нержавеющей стали (Х18Н10Т) с внутренним диаметром
5 z В мм, наружным d нор Ю км; между внутренним и наружным слоями выполнена набивка 6 из алундового порошка слой cdoц«5 мм и 8 мм.
Трубка 1, подводящая газ к коллектору, при известной и предлага0емой конструкциях: d вн 10 мм, мм, материал Ст.З, коллектор из трубы таких же диаметров и того же материала.
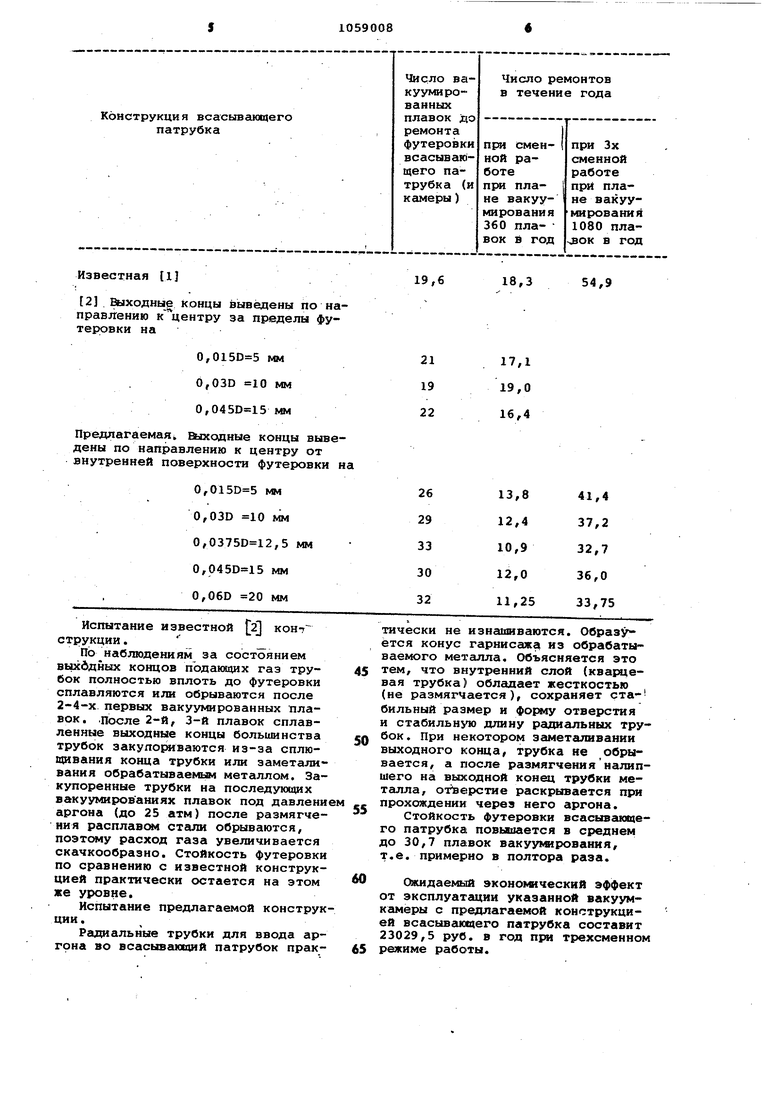
Результаты испытаний всех кон5струкций по числу вакууктрованных плавок в межремонтный период (характеЕжэукхций стойкость Футеровки всасывающего патрубка ) и числу. готовых ремонтов при этом приведе0ны в таблице.
Известная 1
2 Выходные Концы выведены по яаправяению KVeHTpy за пределы футеровки на
18,3
54,9
19,6
| название | год | авторы | номер документа |
|---|---|---|---|
| Всасывающий патрубок циркуляционной вакуум-камеры | 1983 |
|
SU1090729A1 |
| Футеровка нижней части вакуум-камеры | 2022 |
|
RU2776656C1 |
| Патрубок с боковым подводом газа | 1980 |
|
SU949007A1 |
| УСТРОЙСТВО ДЛЯ ВАКУУМИРОВАНИЯ МЕТАЛЛА | 2016 |
|
RU2651097C2 |
| ЦИРКУЛЯЦИОННЫЙ ВАКУУМАТОР С ЭКРАНОМ ДЛЯ ПОДАВЛЕНИЯ КАПЕЛЬ МЕТАЛЛА | 2006 |
|
RU2331673C1 |
| УСТРОЙСТВО ДЛЯ ЦИРКУЛЯЦИОННОГО ВАКУУМИРОВАНИЯ СТАЛИ | 2001 |
|
RU2215047C2 |
| СПОСОБ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ | 2006 |
|
RU2325448C2 |
| УСТРОЙСТВО ДЛЯ СТРУЙНОГО ВАКУУМИРОВАНИЯ СТАЛИ В ПРОЦЕССЕ РАЗЛИВКИ | 1992 |
|
RU2038386C1 |
| Устройство для циркуляционного вакуумирования стали | 1983 |
|
SU1096285A1 |
| СПОСОБ ВАКУУМИРОВАНИЯ МЕТАЛЛА В ПРОЦЕССЕ РАЗЛИВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2082543C1 |

струкции
По наблюдениям за состоянием выхддных концов поданвдих газ трубок полностью вплоть до футеровки сплавляются или обрываются после 2-4-х первых вакуумированных плавок. .После 2-й, 3-й плавок сплавленные выходные концы большинства трубок закупо{И1ваются из-за сплющивания конца трубки или заметаливаиия обрабатываемьш металлом. Закупоренные трубки на последуюсдих вакуумированиях плавок под давлени аргона (до 25 атм) после размягчения расплаве стали обрываются, поэтс 1у расход газа увеличивается скачкообразно. Стойкость футеровки по сравнению с известной конструкцией практически остается на этом же уровне.
Испытание предлагаемой конструкции.
Радиальные трубки для ввода аргона во всасывающий патрубок пракётся конус гарнисажа из обрабатываемого металла. Объясняется это тем, что внутренний слой (KBajxieвая трубка) обладает жесткостью , (не размягчается), сохраняет стабильный размер и отверстия и стабильною длину радиальных трубок . При не котором заметаливании выходного конца, трубка не обрывается, а после размягчения налипшего на выходной конец трубки металла, отверстие раскрывается при прохождении через него аргона.
Стойкость футеровки всасывающего патрубка повышается в среднем до 30,7 плавок вакуумирования, т.е. примерно в полтора раза.
Ожидаемый эконокический эффект от эксплуатации указанной вакуумкгшеры с предлагаемой конструкцией всасывающего патрубка составит 23029,5 руб. в год при трехсменном режиме работы.
fe titcam и ftfme/tjf
A-A
Фмг
| J | |||
| Морозов А.Н | |||
| и др | |||
| Внепеч вакуумироваиие стали | |||
| М,, Металлургия , 1975, с | |||
| Аппарат для электрической передачи изображений без проводов | 1920 |
|
SU144A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ циркуляционного вакуумирования жидкой стали | 1979 |
|
SU773093A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
