Изобретение относится к области черной металлургии, в частности к сталеплавильному производству и может быть применено при вакуумной обработки жидкой стали с основной целью – дегазации стали.
Известен погружной патрубок для вакууматора, состоящий из металлической конструкции, футерованной огнеупорными кольцами [1] (патент RU 96 574 U1 «Патрубок погружной для вакууматора», МПК C21C 7/10, опубл. 10.08.2010), состоящий из металлической конструкции, футерованной огнеупорными кольцами, при этом нижнее огнеупорное кольцо имеет Г-образный в сечении профиль, а металлическая конструкция оснащена фиксирующим упором.
Недостатком указанной футеровки является: повышенные трудозатраты, нерационально используемое время технологического персонала, повышенные затраты на расход огнеупоров для футеровки патрубков вакуум-камер вакууматоров.
Наиболее близким решением к изобретению является патрубок погружной для циркуляционного вакууматора [2] (патент RU 2 736 127 C1 «Патрубок погружной для циркуляционного вакууматора», МПК C21C 7/10, опубл. 11.11.2020), состоящий из металлической конструкции, футерованной огнеупорными изделиями и облицованной огнеупорным бетоном, а между внутренней поверхностью металлической конструкции и наружной поверхностью огнеупорных изделий расположен буферный слой из огнеупорного бетона, при этом огнеупорные изделия выполнены из огнеупорных кирпичей, имеющих в сечении форму прямоугольника, а нижнее огнеупорное изделие выполнено из огнеупорных кирпичей, имеющих в сечении П–образную форму, при этом упомянутые огнеупорные изделия собраны в виде многоугольника кольцевой формы, а металлическая конструкция патрубка снабжена опорным металлическим изделием, выполненным из сегментов (7), закрепленных с зазорами по окружности с обеспечением фиксации упомянутого нижнего огнеупорного изделия.
Недостатком этой футеровки является отсутствие оптимального соотношения расхода огнеупоров на одну кампанию футеровки нижней части вакуум-камеры полезного объема внутреннего пространства впускного патрубка, в результате чего может наблюдаться высокая остаточная величина рабочего слоя огнеупорной футеровки и низкий полезный объем внутреннего пространства впускного патрубка, что приводит к увеличению расхода огнеупорных материалов и изделий, а также снижению производственных показателей сталеплавильного цеха.
Современные вакууматоры циркуляционного типа снабжены вакуум-камерой, выполняющей роль рабочего сосуда с внутренним пространством для циркуляции металла и удаления газов из все вновь и вновь поступающих порций металла. Вакуум-камера состоит из следующих элементов:
- верхняя часть, выполняющая роль передачи отходящих газов к газоходу;
- средняя часть, расположенная между верхней и нижней частями и обеспечивающей расположение горелки во время разогрева футеровки и отжига шлаковых образований на поверхности рабочего слоя футеровки, а также подачи легирующих и шлакообразующих материалов в металл;
- нижней части, предназначенной для приема металла – его поступлению во внутрь камеры и отвода в сталеразливочный ковш.
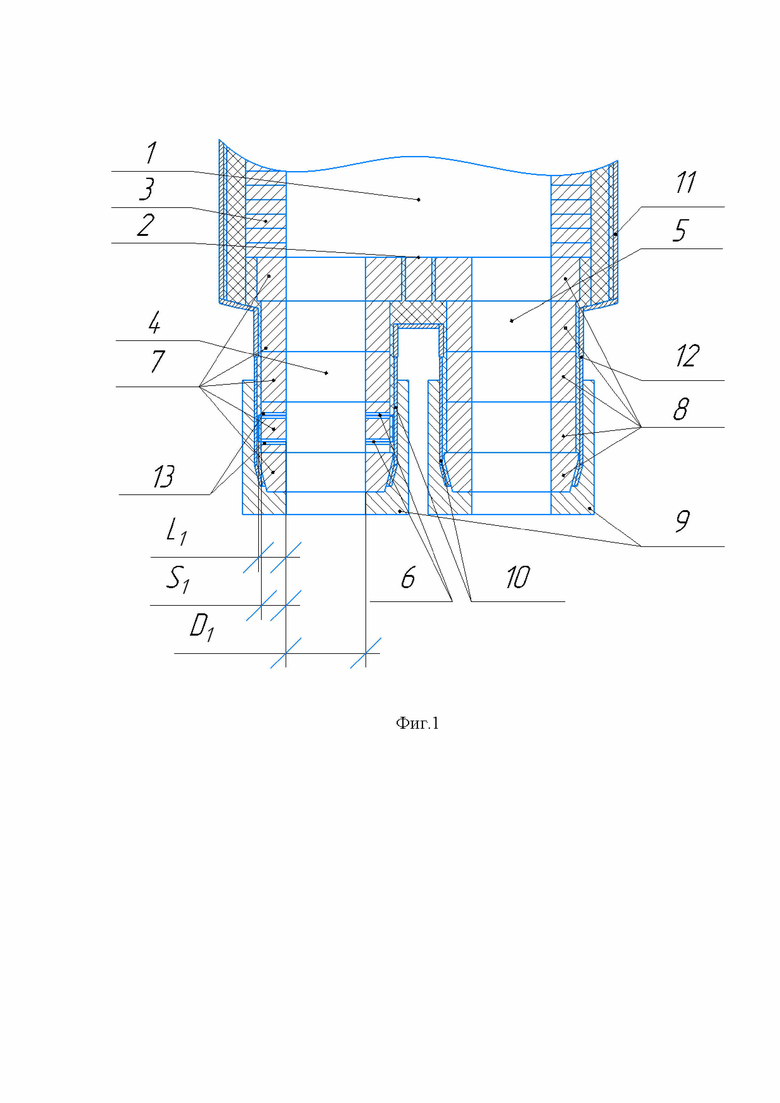
Нижняя часть вакуум-камеры 1 (фиг. 1) состоит из подины 2, огнеупорной футеровки стен вакуум-камеры 3, впускного патрубка 4 и сливного патрубка 5.
Процесс вакуумирования осуществляется следующим образом. Жидкая сталь, находящаяся в сталеразливочном ковше, который в свою очередь расположен на сталевозе, доставляется на вакууматор циркуляционного типа. Сталевоз размещается под вакуум-камерой в позиции обработки. Вакуум-камера опускается вниз, либо сталевоз с ковшом поднимается вверх, впускной патрубок 4 и сливной патрубок 5 нижней части вакуум-камеры 1 вводятся в металл. Ряд насосов большой мощности осуществляет разряжение внутри пространства вакуум-камеры, стремящееся к абсолютному вакууму – не более 3,0 мбар. За счет создавшегося разряжения внутри нижней части вакуум-камеры 1 металл по впускному патрубку 4 и сливному патрубку 5 устремляется вверх. Во впускной патрубок 4 подается транспортирующий газ через газоподводящие продувочные трубки системы коллекторов 6, проходящую через рабочий слой огнеупорной футеровки впускного патрубка 7. При появлении газовой среды транспортирующего газа внутри впускного патрубка 4 повышается его подъемная сила, в результате чего скорость подъема металла увеличивается, металл заполняет нижнюю часть вакуум-камеры 1 и сливается через сливной патрубок 5. Длительность вакуумирования определяется необходимостью получения целевых значений водорода в жидкой стали после обработки.
Вакуум-камера оснащена огнеупорной футеровкой, кладка которой осуществляется по специальной схеме. Впускной патрубок 4 и сливной патрубок 5 нижней части вакуум-камеры 1 также оснащены рабочим слоем огнеупорной футеровки впускного патрубка 7, рабочим слоем огнеупорной футеровки сливного патрубка 8 и наружным рабочим слоем огнеупорной футеровки патрубков 9.
При постоянной циркуляции жидкого металла через впускной патрубок 4 и сливной патрубок 5 в период вакуумной обработки стали рабочий слой огнеупорной футеровки впускного патрубка 7, рабочий слой огнеупорной футеровки сливного патрубка 8, наружного рабочего слоя огнеупорной футеровки патрубков 9 подвергается температурному и химическому воздействию металла и шлака, в результате чего рабочий слой огнеупорной футеровки впускного патрубка 7, рабочий слой огнеупорной футеровки сливного патрубка 8 изнашивается от плавки к плавке. При возникновении минимально остаточного значения толщины рабочего слоя огнеупорной футеровки впускного патрубка 7, рабочего слоя огнеупорной футеровки сливного патрубка 8 вакуум-камера выводится из эксплуатации на ремонт. Требуется технологический простой на демонтаж металлоконструкций патрубков 10 от металлического корпуса вакуум-камеры 11 в точке их стыковки 12, демонтаж футеровки рабочего слоя огнеупорной футеровки впускного патрубка 7, рабочего слоя огнеупорной футеровки сливного патрубка 8, подины 2 и последующий монтаж данных элементов.
Рабочий слой огнеупорной футеровки впускного патрубка 7 эксплуатируется в более агрессивных условиях в сравнении с рабочим слоем огнеупорной футеровки сливного патрубка 8 и подвержен более интенсивному износу.
Техническим результатом изобретения является: снижении затрат на комплексное владение футеровкой вакуум-камер установок дегазации металла циркуляционного типа с целью оптимизации толщины футеровки вакуум-камеры и внутреннего пространства патрубков без изменений или с минимальными изменениями технологических параметров процесса вакуумной обработки стали, и, соответственно, в увеличении ресурса эксплуатации огнеупорной футеровки.
Указанный технический результат за счет увеличения ресурса эксплуатации футеровки достигается путем оптимизации толщин огнеупорной кладки рабочего слоя с изменением полезного объема внутреннего пространства впускного патрубка. Это обеспечивается благодаря тому, что в футеровке нижней части вакуум-камеры 1, содержащей подину 2, рабочий слой футеровки 3, погружные впускной патрубок 4 и сливной патрубок 5, имеющие рабочий слой огнеупорной футеровки впускного патрубка 7, рабочий слой огнеупорной футеровки сливного патрубка 8, наружный рабочий слой огнеупорной футеровки 9, причем в рабочем слое огнеупорной футеровки впускного патрубка 7 имеются газоподводящие каналы 13, в которые установлены газоподводящие продувочные трубки системы коллекторов 6, согласно изобретению, величину толщины рабочего слоя футеровки в поперечном сечении впускного патрубка 4 определяют по формуле:
S2 = S1 × K1 (1),
где:
S1 – толщина рабочего слоя внутреннего пространства впускного патрубка 4 (фиг. 1);
S2 – увеличенная толщина рабочего слоя внутреннего пространства впускного патрубка 4 (фиг. 2);
K1 – коэффициент увеличения толщины рабочего слоя огнеупорной футеровки внутреннего пространства впускного патрубка 4 в интервале от 1,05 до 1,60;
а диаметр внутреннего пространства впускного патрубка 4 определяют по формуле:
D2 = D1 – 2 × S1 × (K1 – 1) (2),
где:
D1 – диаметр внутреннего пространства впускного патрубка 4 вакуум-камеры;
D2 – уменьшенный диаметр внутреннего пространства впускного патрубка 4 вакуум-камеры.
Кроме этого длина газоподводящих продувочных трубок системы коллекторов 6 определяют по формуле:
L2 = L1 × K2 (3),
где:
L1 – длина газоподводящих продувочных трубок системы коллекторов 6;
L2 – увеличенная длина газоподводящих продувочных трубок системы коллекторов 6;
K2 – коэффициент увеличения длины газоподводящих продувочных трубок системы коллекторов 6 от 1,05 до 1,50.
Кроме этого газоподводящие продувочные трубки системы коллекторов 6 выполнены из жаропрочной стали, например, из хромоникелевой стали, содержащей масс. %: С 0,05-0,50; Mn 0,10-1,50; Si 0,03-1,50; P менее 0,045; S менее 0,045; Cr 5,00-30,00; Ni 5,00-20,00; Cu – менее 0,50; Ti – 0,01-1,00; Fe – остальное.
Кроме этого количество газоподводящих каналов 13 в рабочем слое огнеупорной футеровки впускного патрубка 7 составляет от 2 до 50 штук.
В футеровке впускного патрубка 4 предусмотрены следующие отличия:
- увеличенная толщина рабочего слоя внутреннего пространства впускного патрубка вакуум-камеры 4 определяется по формуле:
S2 = S1 × K1 (1);
- уменьшенный диаметр внутреннего пространства впускного патрубка 4 определяется по формуле:
D2 = D1 – 2 × S1 × (K1 – 1) (2);
- увеличенная длина газоподводящих продувочных трубок системы коллекторов 6 определяется по формуле:
L2 = L1 × K2 (3).
Таким образом рабочий слой огнеупорной футеровки впускного патрубка 7 и внутреннее пространство впускного патрубка 4 обладают более совершенным дизайном, что снижает риски возникновения аварийных ситуаций, увеличивает длительность эксплуатации футеровки, снижает удельные расходы огнеупорных материалов и изделий.
Указанные увеличенная толщина рабочего слоя огнеупорной футеровки впускного патрубка 7, уменьшенный диаметр внутреннего пространства впускного патрубка 4, увеличенная длина газоподводящих продувочных трубок системы коллекторов 6 позволяют обеспечить увеличение стойкости футеровки впускного патрубка вакуум-камеры 4 снизить затраты на закуп футеровок.
В процессе эксплуатации вакуум-камеры на рабочий слой огнеупорной футеровки впускного патрубка 7 происходит эрозионное воздействие движущегося металла. Время эксплуатации вакуум-камеры зависит от толщины рабочего слоя внутреннего пространства патрубка вакуум-камеры S1, если повысить данный параметр на коэффициент увеличения толщины рабочего слоя огнеупорной футеровки внутреннего пространства патрубков K1, то длительность эксплуатации футеровки вакуум-камеры увеличится. Однако, необходимо учитывать, что увеличение толщины рабочего слоя огнеупорной футеровки внутреннего пространства патрубков 7 зеркально снижает диаметр внутреннего пространства впускного патрубка D1, что приведет к изменению технологического процесса обработки стали вакуумом в вакуум-камере.
Моделирование движения расплава в лабораторных условиях и испытания на реальных металлургических агрегатах показали, что при коэффициенте увеличения толщины рабочего слоя огнеупорной футеровки внутреннего пространства патрубков K1, находящемся в интервале 1,05 до 1,60, технологические параметры обработки стали в вакуум-камере позволяют получать сталь высокого качества.
При величине S2 менее 1,05S1, приведет к отсутствию технического результата.
При величине S2 более 1,60S1, может привести к снижению технологических параметров обработки стали, что является неприемлемо для производства высококачественной стали.
Для обеспечения циркуляции металла во впускной патрубок 4 через газоподводящие продувочные трубки системы коллекторов 6 подается нейтральный газ, например, аргон, имеющий температуру окружающего воздуха. Если допустить непосредственный контакт нейтрального газа, например, аргона с рабочим слоем огнеупорной футеровки внутреннего пространства патрубков 7, футеровка которого разогрета до температуры расплавленного металла (более 1530º С), произойдет термическое воздействие на рабочий слой огнеупорной футеровки внутреннего пространства патрубков 7 и, как следствие, ее разрушение и снижение времени эксплуатации вакуум-камеры. Исключение этого негативного явления достигается за счет увеличения длины газоподводящих продувочных трубок системы коллекторов 6. При увеличении длины газоподводящих продувочных трубок системы коллекторов L1 на коэффициент увеличения длины газоподводящих продувочных трубок системы коллекторов К2 нейтральный газ, например, аргон подается непосредственно в движущейся металл, исключая негативное воздействие на рабочий слой огнеупорной футеровки впускного патрубка 7.
При величине L2 менее 1,05L1, приведет к отсутствию технического результата.
При величине L2 более 1,50L1, может привести к существенным затратам на изготовление газоподводящих продувочных трубок системы коллекторов.
Изготовление газоподводящих продувочных трубок системы коллекторов 6 из жаропрочной стали, например, из хромоникелевой стали, содержащей масс. %: С 0,05-0,50; Mn 0,10-1,50; Si 0,03-1,50; P менее 0,045; S менее 0,045; Cr 5,00-30,00; Ni 5,00-20,00; Cu – менее 0,50; Ti – 0,01-1,00; Fe – остальное, обусловлено технической и экономической целесообразностью с точки зрения затрат на легирование материалов дорогостоящими легирующими добавками и затрат на удаление вредных примесей.
При использовании газоподводящих каналов 13 в рабочем слое огнеупорной футеровки впускного патрубка 7 в количестве менее 2 штук происходит недостаточное воздействие на транспортирование металла через внутреннее пространство впускного патрубка 4, а также увеличение скорости локального разгара рабочего слоя огнеупорной футеровки впускного патрубка 7 в газоподводящем канале 13.
При использовании газоподводящих каналов 13 в рабочем слое огнеупорной футеровки впускного патрубка 7 в количестве более 50 штук обусловлено отсутствием технической и экономической целесообразности, а также из-за частого расположения газоподводящих каналов 13 в рабочем слое огнеупорной футеровки впускного патрубка 7 объединению зон локальных износов рабочего слоя огнеупорной футеровки впускного патрубка 7 и выводы вакуум-камеры из эксплуатации.
Сущность предложенной футеровки сталеразливочного ковша поясняется чертежами, на котором:
Фиг. 1 – используемая схема футеровки нижней части вакуум-камеры 1;
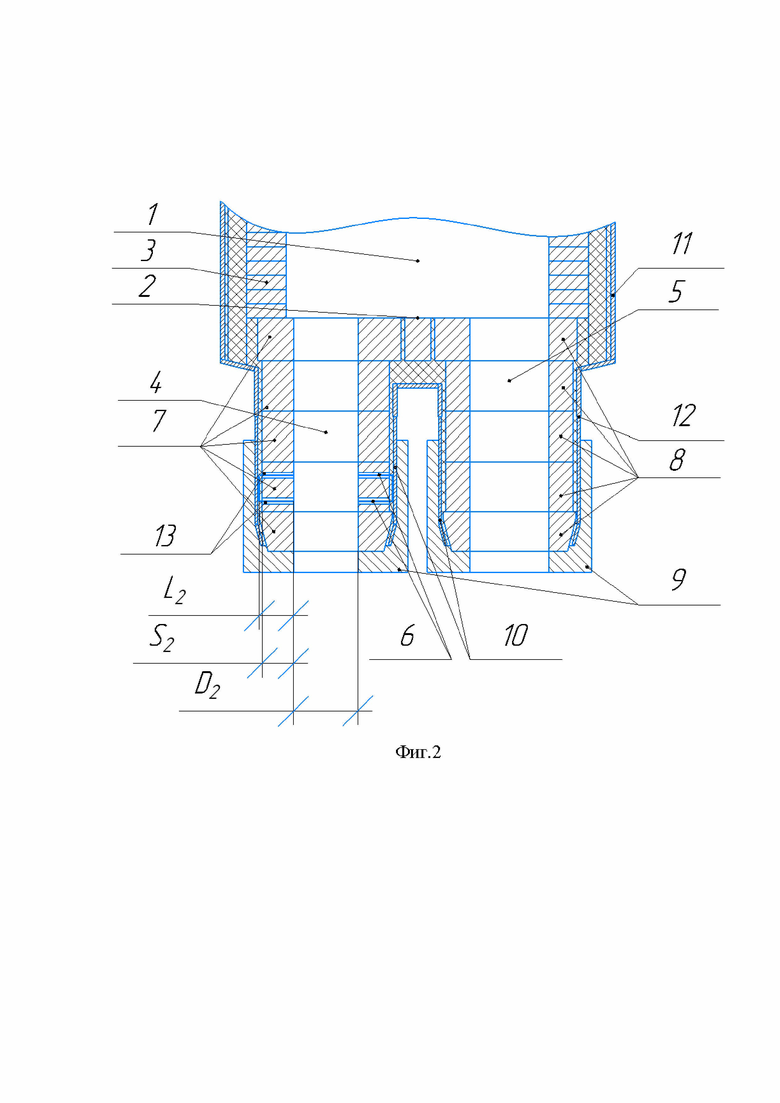
Фиг. 2 – схема рабочего слоя футеровки впускного патрубка вакуум-камеры 1 согласно изобретению.
Описание ссылочных позиционных номеров:
1 нижняя часть вакуум-камеры;
2 подина;
3 огнеупорная футеровка стен вакуум-камеры;
4 впускной патрубок;
5 сливной патрубок;
6 газоподводящие продувочные трубки системы коллекторов;
7 рабочий слой огнеупорной футеровки впускного патрубка;
8 рабочий слой огнеупорной футеровки сливного патрубка;
9 наружный рабочий слой огнеупорной футеровки патрубков;
10 металлоконструкции патрубков;
11 металлический корпус вакуум-камеры;
12 точка стыковки металлического корпуса вакуум-камеры 11 и металлоконструкций 10;
13 газоподводящий канал;
S2 – увеличенная толщина рабочего слоя внутреннего пространства впускного патрубка 4 вакуум-камеры;
S1 – толщина рабочего слоя внутреннего пространства впускного патрубка;
K1 – коэффициент увеличения толщины рабочего слоя огнеупорной футеровки внутреннего пространства впускного патрубка 4 в интервале от 1,05 до 1,60;
D1 – диаметр внутреннего пространства впускного патрубка 4;
D2 – уменьшенный диаметр внутреннего пространства впускного патрубка 4;
L1 – длина газоподводящих продувочных трубок системы коллекторов 6;
L2 – увеличенная длина газоподводящих продувочных трубок системы коллекторов 6;
K2 – коэффициент увеличения длины газоподводящих продувочных трубок системы коллекторов 6 от 1,05 до 1,50.
На Фиг. 2 представлена предполагаемая футеровка впускного патрубка 4.
Нижняя часть вакуум-камеры 1 имеет подину 2 и огнеупорную футеровку стен вакуум-камеры 3, погружные впускной патрубок 4 и сливной патрубок 5, при этом металлоконструкции патрубков 10 соединяются при помощи электродуговой сварки с металлическим корпусом вакуум-камеры 11 в точке стыковки 12 металлического корпуса вакуум-камеры 11 и металлоконструкций 10. Рабочий слой огнеупорной футеровки сливного патрубка 8 не имеет изменений, а рабочий слой огнеупорной футеровки впускного патрубка 7 имеет увеличенную толщину. Рабочий слой огнеупорной футеровки впускного патрубка 7 имеет газоподводящие каналы, в которых располагаются газоподводящие продувочные трубки системы коллекторов 6. Газоподводящие продувочные трубки системы коллекторов 6 выполнены из жаропрочной стали, например, из хромоникелевой стали, содержащей масс. %: С 0,05-0,50; Mn 0,10-1,50; Si 0,03-1,50; P менее 0,045; S менее 0,045; Cr 5,00-30,00; Ni 5,00-20,00; Cu – менее 0,50; Ti – 0,01-1,00; Fe – остальное. Количество газоподводящих каналов 13 в рабочем слое огнеупорной футеровки впускного патрубка 7 составляет от 2 до 50 штук.
Футеровка погружных патрубков с оптимизированным дизайном впускного патрубка опробована в условиях конвертерного цеха № 1 акционерного общества «ЕВРАЗ Нижнетагильского металлургического комбината». Стойкость комплекта такой футеровки является не менее, чем на 4 % выше стойкости футеровки прототипа.
Таким образом, данное техническое решение соответствует критерию «новизна».
Анализ патентов и научно-технической информации не выявил использования новых существенных признаков, используемых в предлагаемом решении. Следовательно, предлагаемое изобретение соответствует критерию «изобретательский уровень».
Осуществление изобретения
Пример: футеровка нижней части вакуум-камеры 1 осуществляется в два этапа. Сначала производится сборка погружных впускного патрубка 4 и сливного патрубка 5, а далее монтаж патрубков непосредственно к вакуум-камере. Изначально сборка погружных патрубков осуществляется в перевернутом виде. Рабочий слоя футеровки впускного патрубка 7 и рабочий слоя футеровки сливного патрубка 8 устанавливаются на монтажной плите. В газоподводящие каналы 13 рабочего слоя огнеупорной футеровки впускного патрубка 7 вводятся газоподводящие продувочные трубки системы коллекторов 6. Снаружи рабочего слоя огнеупорной футеровки впускного патрубка 7 и рабочего слоя огнеупорной футеровки сливного патрубка 8 устанавливаются металлоконструкции патрубков 10. Образовавшийся кольцевой зазор между рабочим слоем огнеупорной футеровки впускного патрубка 7, рабочим слоем огнеупорной футеровки сливного патрубка 8 и металлоконструкциями патрубков 10 заполняют огнеупорным бетоном, выдерживают до твердого состояния бетона. Далее устанавливают опалубку на монтажную плиту вокруг металлоконструкции патрубков 10, получившийся зазор заполняется огнеупорным бетоном, формируется наружный рабочий слой огнеупорной футеровки патрубков 9, после этого производится сушка футеровки. На втором этапе производится монтаж погружных патрубков к вакуум-камере. Металлоконструкции патрубков 10 соединяются при помощи электродуговой сварки к металлическому корпусу вакуум-камеры 11 в точке стыковки 12 металлического корпуса вакуум-камеры 11 и металлоконструкций 10. Далее производится заполнение зазоров между рабочим слоем огнеупорной футеровки впускного патрубка 7, рабочим слоем огнеупорной футеровки сливного патрубка 8 и металлическим корпусом вакуум-камеры набивной массой. Подина 2 вакуум-камеры выравнивается с применением набивной массы. Далее производится монтаж огнеупорной футеровки стен вакуум-камеры 3.
Источники информации
[1] Патент RU 96 574 U1 «Патрубок погружной для вакууматора», МПК C21C 7/10, опубл. 10.08.2010.
[2] Патент RU 2 736 127 C1 «Патрубок погружной для циркуляционного вакууматора», МПК C21C 7/10, опубл. 11.11.2020.
| название | год | авторы | номер документа |
|---|---|---|---|
| Патрубок погружной для циркуляционного вакууматора | 2019 |
|
RU2736127C1 |
| ЦИРКУЛЯЦИОННЫЙ ВАКУУМАТОР С ЭКРАНОМ ДЛЯ ПОДАВЛЕНИЯ КАПЕЛЬ МЕТАЛЛА | 2006 |
|
RU2331673C1 |
| ПАТРУБОК ПОГРУЖНОЙ ДЛЯ ВАКУУМАТОРА | 2013 |
|
RU2557046C2 |
| СПОСОБ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ | 2006 |
|
RU2325448C2 |
| СПОСОБ РЕМОНТА ФУТЕРОВКИ ПАТРУБКА ВАКУУМАТОРА | 2011 |
|
RU2469101C1 |
| Всасывающий патрубок циркуляционной вакуум-камеры | 1982 |
|
SU1059008A1 |
| Миксер для накопления жидкого чугуна | 2023 |
|
RU2810434C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА | 1993 |
|
RU2066690C1 |
| СПОСОБ ВАКУУМНОЙ ОБРАБОТКИ РАСПЛАВА МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212454C1 |
| Миксер для накопления жидкого чугуна | 2023 |
|
RU2810436C1 |
Изобретение относится к металлургии и может быть применено при вакуумной обработке жидкой стали. Футеровка нижней части вакуум-камеры содержит подину, рабочий слой футеровки, погружные впускной патрубок и сливной патрубок, имеющие рабочий слой огнеупорной футеровки впускного патрубка, рабочий слой огнеупорной футеровки сливного патрубка, наружный рабочий слой огнеупорной футеровки. В рабочем слое огнеупорной футеровки впускного патрубка имеются газоподводящие каналы, при этом величину толщины рабочего слоя футеровки в поперечном сечении впускного патрубка определяют по формуле, учитывая толщину рабочего слоя внутреннего пространства впускного патрубка и коэффициент увеличения толщины рабочего слоя огнеупорной футеровки внутреннего пространства впускного патрубка в интервале от 1,05 до 1,60. Изобретение направлено на снижение рисков возникновения аварийных ситуаций, увеличение длительности эксплуатации футеровки, снижение удельных расходов огнеупорных материалов и изделий. 3 з.п. ф-лы, 2 ил., 1 пр.
1. Футеровка нижней части вакуум-камеры 1, содержащая подину 2, рабочий слой футеровки 3, погружные впускной патрубок 4 и сливной патрубок 5, имеющие рабочий слой огнеупорной футеровки впускного патрубка 7, рабочий слой огнеупорной футеровки сливного патрубка 8, наружный рабочий слой огнеупорной футеровки 9, причем в рабочем слое огнеупорной футеровки впускного патрубка 7 имеются газоподводящие каналы 13, в которые установлены газоподводящие продувочные трубки системы коллекторов 6, отличающаяся тем, что величину толщины рабочего слоя футеровки в поперечном сечении впускного патрубка 4 определяют по формуле

где
S1 – толщина рабочего слоя внутреннего пространства впускного патрубка 4 вакуум-камеры;
S2 – увеличенная толщина рабочего слоя внутреннего пространства впускного патрубка 4 вакуум-камеры;
K1 – коэффициент увеличения толщины рабочего слоя огнеупорной футеровки внутреннего пространства впускного патрубка 7 в интервале от 1,05 до 1,60,
а диаметр внутреннего пространства впускного патрубка 4 определяют по формуле

где
D1 – диаметр внутреннего пространства впускного патрубка 4 вакуум-камеры;
D2 – уменьшенный диаметр внутреннего пространства впускного патрубка 4 вакуум-камеры.
2. Футеровка нижней части вакуум-камеры 1 по п. 1, отличающаяся тем, что длина газоподводящих продувочных трубок системы коллекторов 6 определяется по формуле

где
L1 – длина газоподводящих продувочных трубок системы коллекторов 6;
L2 – увеличенная длина газоподводящих продувочных трубок системы коллекторов 6;
K2 – коэффициент увеличения длины газоподводящих продувочных трубок системы коллекторов 6 от 1,05 до 1,50.
3. Футеровка нижней части вакуум-камеры 1 по п. 1, отличающаяся тем, что газоподводящие продувочные трубки системы коллекторов 6 выполнены из жаропрочной хромоникелевой стали, например, из хромоникелевой стали, содержащей, масс. %: С 0,05-0,50; Mn 0,10-1,50; Si 0,03-1,50; P менее 0,045; S менее 0,045; Cr 5,00-30,00; Ni 5,00-20,00; Cu – менее 0,50; Ti – 0,01-1,00; Fe – остальное.
4. Футеровка нижней части вакуум-камеры 1 по п. 1, отличающаяся тем, что количество газоподводящих каналов 13 в рабочем слое огнеупорной футеровки впускного патрубка 7 составляет от 2 до 50 штук.
| Патрубок погружной для циркуляционного вакууматора | 2019 |
|
RU2736127C1 |
| Узкополосный ламповый усилитель | 1952 |
|
SU96574A1 |
| ПАТРУБОК ПОГРУЖНОЙ ДЛЯ ВАКУУМАТОРА | 2013 |
|
RU2557046C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ МАССОВОГО РАСХОДА ТЕКУЧЕЙ СРЕДЫ | 1995 |
|
RU2150679C1 |
| Измерительная головка системы гидростатического нивелирования | 1981 |
|
SU949339A1 |

