Изобретение относится к чёрной металлургии, конкретнее к установкам внепечной обработки жидкой стали.
Известно устройство, включающее вакуум-камеру, в нижней части которой встроены два патрубка, в один из которых через систему подводящих трубочек подаётся инертный газ, приводящий к принудительной циркуляции металла через вакуум-камеру. Через второй патрубок сталь из вакуум-камеры поступает обратно в сталеразливочный ковш. Верхняя часть камеры соединяется с П-образным или Г-образным газоходом, который в свою очередь соединён с системой вакуумных насосов [Г.Кнюппель. Раскисление и вакуумная обработка стали. Часть II. Основы и технология ковшовой металлургии. - М.: Металлургия, 1973, с. 312].
Известно устройство циркуляционного вакуумирования жидкого металла, включающее вакуум-камеру, в нижней части которой встроены два патрубка, причём площадь сливного патрубка меньше площади всасывающего патрубка, вакуум-камера выполнена в виде двух полуокружностей разного диаметра, сопряжённых по касательным с межцентровым расстоянием, превышающим сумму радиусов, при этом всасывающий патрубок выполнен соосно с большей, а сливной - с меньшей окружностями, причём соотношение радиусов окружностей составляет 2÷2,5:1. В верхней части камеры находится отверстие для выхода отходящих газов [SU 1060690 А, кл. С21С 7/10].
Наиболее близким по технической сущности является устройство для циркуляционного вакуумирования металла, содержащее вакуум-камеру с всасывающим и сливным патрубками, верхняя поверхность которой выполнена в виде усечённого параболоида вращения, в фокусе которого параллельно сливному и всасывающему патрубкам размещён графитовый нагреватель с установленным над ним экраном-отражателем, в котором со стороны графитового нагревателя выполнены открытые каналы для подачи инертного газа, продувочная фурма установлена противоположно патрубку для присадки ферросплавов, наклонно к днищу и с возможностью перемещения относительно последнего в вертикальной и горизонтальной плоскости, при этом патрубки для подачи газа и реагентов и/или сопла продувочной фурмы выполнены тангенциально, а каналы для подачи транспортирующего газа во всасывающем патрубке выполнены тангенциально к условной окружности, равной 2/3 его внутреннего диаметра, и ориентированы противоположно направлению патрубков для подачи газов и реагентов и/или сопел продувочной фурмы [RU 21915 U1, кл. 7 С21С 7/10].
Недостатком известных устройств является то, что из-за большого объёма капель металла, образующихся в процессе обработки, требуется значительное свободное пространство над поверхностью циркулирующего металла (суммарная высота вакуум-камеры и газохода может достигать 9-11 м). Следует отметить тот факт, что большая часть этого объёма (96-98%) является, по сути, пустым пространством, предназначенным для частичного снижения попадания пыли и капель металла в газоход и систему вакуумных насосов. Недостатком представленных устройств является:
1. Увеличение времени набора вакуума и соответственно всего цикла обработки из-за необходимости создания разрежения в большом объёме.
2. Необходимость использования большого количества огнеупоров для футеровки вакуум-камеры, что увеличивает себестоимость обрабатываемой стали.
3. Необходимость высоких пролётов требует больших капитальных вложений при реконструкции старых сталеплавильных цехов.
Задачей изобретения является уменьшение габаритного размера вакуум-камеры по высоте, а также сокращение продолжительности цикла внепечной обработки стали.
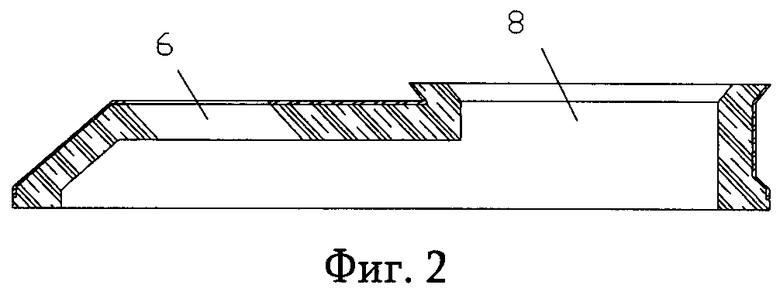
Указанный технический результат при осуществлении изобретения достигается тем, что внутри вакуум-камеры на расстоянии 300-1500 мм от поверхности металла на огнеупорном выступе устанавливается водоохлаждаемый экран, футерованный снизу огнеупорным материалом и имеющий два отверстия: одно для установки продувочной фурмы, другое для выхода газа. Сущность изобретения заключается также в том, что соединение вакуум-камеры и газохода осуществляется через боковой патрубок отходящих газов. Сверху вакуум-камера накрыта крышкой.
На фиг.1 представлен продольный разрез вакуум-камеры и общий вид сверху вакуум-камеры и газохода. На фиг.2 - продольный разрез экрана камеры.
Циркуляционный вакууматор с экраном для подавления капель металла состоит из вакуум-камеры (1), в нижней части которой имеются два патрубка: подъёмный (2) и сливной (3). На расстоянии 300-1500 мм от поверхности металла в камере (высота металла в вакуум-камере определяется барометрической высотой подъёма стали и глубиной погружения патрубков) установлен водоохлаждаемый экран (4), опирающийся на огнеупорный выступ (5). Экран имеет отверстие (6) для ввода фурмы (7) и отверстие (8) для прохода газов. Газоход (9) через компенсирующую часть (10) соединён с вакуум-камерой через боковой патрубок (11). Вакуум-камера сверху накрыта футерованной крышкой (12). Над экраном расположен патрубок (13) для ввода фурмы в вакуум-камеру и патрубок (14) для ввода ферросплавов во время обработки.
Экран предотвращает попадание пыли и капель стали в газоход во время вакуумной обработки. Данное решение позволяет существенно снизить габаритные размеры вакуум-камеры по высоте на 25-35%, т.к. основной объём образующихся капель металла и пыли оседает на экране. Огнеупорный выступ (5) удерживает экран в неподвижном положении во время эксплуатации камеры. Установка экрана осуществляется мостовым краном через верх вакуум-камеры после выкладки рабочего слоя новой футеровки на стенде обслуживания и до её постановки на стенд предварительного нагрева.
Фурма (7) используется в следующих функциональных режимах.
1. Для подачи инертных газов (Ar - при обработке с обезуглероживанием, Ar и/или СО - при дегазации стали), для подавления капель металла или кислорода, для принудительного обезуглероживания или химического нагрева стали.
2. Для нагрева футеровки вакуум-камеры до рабочей температуры после смены камеры и поддержания температуры огнеупоров при межплавочных простоях.
3. Для периодического оплавления настылей с нижней поверхности экрана и стен камеры.
4. Для подачи порошкообразных реагентов.
Дополнительный отдув капель через систему верхней фурмы совместно с экраном практически полностью предотвращает заметалливание газового тракта и вакуумного насоса, что в свою очередь способствует сохранению его пропускной способности и гарантированному выходу на рабочее остаточное давление независимо от времени его эксплуатации.
Фурма через боковой патрубок в стенке вакуум-камеры (13) вводится в камеру под некоторым углом к горизонтальной плоскости на стенде обслуживания, после чего подключается система принудительного охлаждения металлического каркаса экрана внутри вакуум-камеры. Питающая вода системы охлаждения экрана может поступать через систему охлаждения фурмы или подаваться по отдельному трубопроводу, устанавливаемому в вакуум-камеру через дополнительный патрубок, расположенный над экраном.
Боковое соединение вакуум-камеры и газохода позволяет полностью исключить из конструкции агрегата П-образную или Г-образную часть газохода, составляющую до 30% высоты агрегата, при этом одновременное применение экрана камеры позволяет сократить общие габаритные размеры установки по высоте на 50-60% относительно обычной конструкции камеры. Соединение может осуществляться через один или два (предпочтительнее) боковых патрубка (11).
При использовании данного технического решения в промышленных условиях достигается:
1. Снижение расхода огнеупоров на 50-55% по сравнению с цилиндрической формой вакуум-камеры и на 25-35% по сравнению с вакуум-камерами, выполненными в виде двух полуокружностей разного диаметра, сопряжённых по касательным с их межцентровым расстоянием.
2. Улучшение условий службы огнеупоров стен камеры, расположенных выше экрана: отсутствует непосредственный контакт с расплавом, а также кислородом при оплавлении настылей, что приводит к увеличению срока их службы на 30-50% и дополнительному снижению удельного расхода огнеупоров.
3. Сокращение времени выхода на рабочее остаточное давление на 1-1,5 мин за счёт снижения объёма эвакуируемого пространства, что согласно расчётам приводит к сокращению всего цикла обработки одной плавки в целом на 2-3 мин при сохранении всех прочих равных условий.
4. Увеличение пропускной способности агрегата в результате снижения цикла обработки одной плавки.
5. Сохранение пропускной способности газового тракта на постоянном начальном уровне за счёт активного подавления выноса пыли и капель металла и предотвращения его зарастания.
В таблице представлены различные варианты реализации изобретения. Как видно, для достижения технических результатов при промышленной реализации изобретения расстояние от экрана до поверхности металла в вакуум-камере должно быть в пределах 300-1500 мм. При этом выполняется условие максимального снижения высоты агрегата, расхода огнеупоров и времени набора вакуума.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ | 2006 |
|
RU2325448C2 |
| Футеровка нижней части вакуум-камеры | 2022 |
|
RU2776656C1 |
| СПОСОБ ЦИРКУЛЯЦИОННОГО ВАКУУМИРОВАНИЯ ЖИДКОГО МЕТАЛЛА, СИСТЕМА И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2213147C2 |
| СПОСОБ ЦИРКУЛЯЦИОННОГО ВАКУУМИРОВАНИЯ СТАЛИ | 2010 |
|
RU2441924C1 |
| СПОСОБ ВАКУУМИРОВАНИЯ СТАЛИ | 2010 |
|
RU2430974C1 |
| СПОСОБ ВНЕПЕЧНОГО РАФИНИРОВАНИЯ МЕТАЛЛИЧЕСКОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2074896C1 |
| Способ циркуляционного вакуумирования металлического расплава | 2016 |
|
RU2660720C2 |
| СПОСОБ ПОЛУЧЕНИЯ СУПЕРЧИСТОЙ СТАЛИ, РАСКИСЛЕННОЙ АЛЮМИНИЕМ, ДЛЯ ПРОИЗВОДСТВА ВЫСОКОКАЧЕСТВЕННОЙ МЕТАЛЛОПРОДУКЦИИ | 2019 |
|
RU2740949C1 |
| Способ циркуляционного вакуумирования металла | 1982 |
|
SU1092188A1 |
| Устройство для циркуляционного вакуумирования жидкой стали | 1987 |
|
SU1574644A1 |
Изобретение относится к черной металлургии, конкретнее к установкам внепечной обработки жидкой стали. Циркуляционный вакууматор содержит вакуум-камеру, в нижней части которой расположены всасывающий и сливной патрубки, продувочную фурму для подачи газа и/или реагентов, патрубок для подачи ферросплавов, патрубок для ввода продувочной фурмы в вакуум-камеру, патрубок для отходящих газов и газоход, причем площадь сливного патрубка меньше площади подъемного патрубка. Экран для подавления капель металла выполнен водоохлаждаемым, футерован снизу огнеупорным материалом, установлен в вакуум-камере на огнеупорный выступ на расстоянии 300-1500 мм от поверхности металла и имеет два отверстия: одно - для ввода расположенной над экраном для подавления капель металла продувочной фурмы, а другое - для выхода газов через газоход, соединенный через боковой патрубок с вакуум-камерой. Изобретение позволяет уменьшить габаритный размер металлургического агрегата по высоте, снизить удельный расход огнеупоров и сократить цикл внепечной обработки стали. 1 з.п. ф-лы, 1 табл., 2 ил.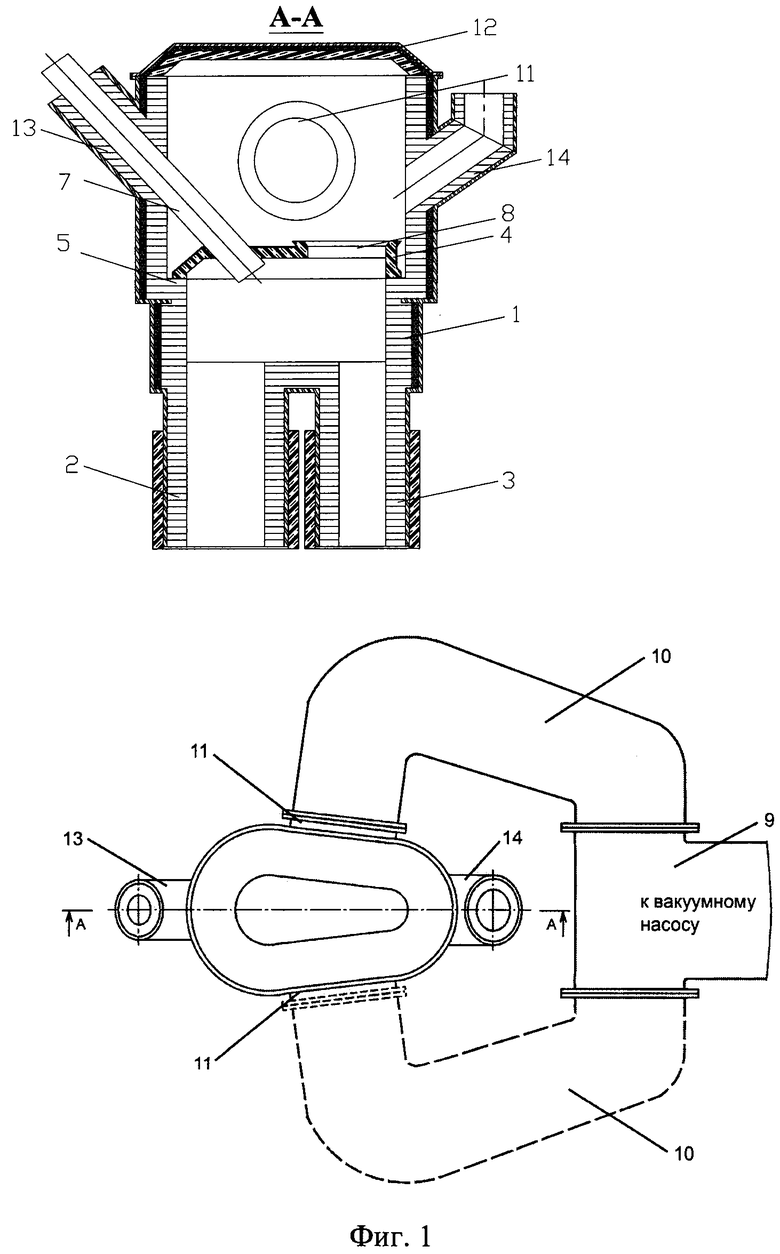
| Классификатор | 1927 |
|
SU21915A1 |
| Устройство для циркуляционного вакуумирования металла | 1982 |
|
SU1060690A1 |
| УСТРОЙСТВО ДЛЯ ЦИРКУЛЯЦИОННОГО ВАКУУМИРОВАНИЯ СТАЛИ | 2001 |
|
RU2215047C2 |
| US 3790369 A, 05.02.1974 | |||
| Способ пластики мягких тканей при одномоментной установке дентальных имплантатов и постоянных индивидуальных абатментов в условиях тонкого биотипа десны | 2018 |
|
RU2676458C1 |
| Устройство для пуска и расхолаживания паровой турбины | 1984 |
|
SU1164447A1 |

