Изобретение относится к электротехнике, в частности к коммутационной технике, и касается формы контакт-детали элемента коммутации геЕ метизированного магнитоуправляемого контакта, выполненной из полу твердого магнитного материала с волокнистой структурой. Для изготовления контакт-деталей для магнитоуправляемых контактов используют проволоку круглого сечения, которой придают необходимую упругость путем чеканки эе рабочей части (контакт-детали). Сочетание физико-механических, магнитных и тепловых свойств, которыми должна быть наделена проволока для изготовления гезаконов, достигается при современном состоянии металлургии прецизионных сплавов у гетерогенных упрочненных металлических соединений, характеризующихся волокнистой структурой и повышен ной механической твердостью. Чтобы из такой .проволоки можно было чеканить контакт-детали, требу ется придать им такую форму, чтобы был обеспечен достаточно плавный переход от круглой их части к плоской, что всегда учитывается при соз Дании штампов для чеканки контактдеталей. Так, например, для чеканки контакт-деталей может быть придана форма, в которой отсутствуют какие-либо кромки при переходе от их круглой части к плоской l . Однако чеканка таких контакт-деталей требует применения весьма сло ных штампов. Контакт-детали герконов из магни томягкой проволоки че санят при помощи чеканочного штампа с относительно острой кромкой в зоне перехода от круглого участка к плоскому Штампы эти просты и легко выполнимы Форма получаемой контакт-детали тоже проста: линия перехода от кругло го участка к плоскому выполнена так что в продольном сечении образует дугу окружности, с помощью такого же штампа чеканят и контакт-детали гезаконов из полутвердого магнитного сплава с волокнистой структурой 2 . Однако жесткая, волокнистая стру тура материала в процессе чеканки не выдерживает нагрузки и волокна разрушаются. Поэтому в производстве гезаконов часты случаи брака в виде разрывов в области перехода от круг лого участка контакт-детали К плоскому. Цель изобретения - повьшение качества изготавливаемой контакт-дета ли гезаконов за счет исключения воз можности еерасслоения при изготовлении. , Цель достигается тем, что в контакт-деталях гезаконов, имеющих участок круглого сечения, плоский участок, переходящие один в другой так, что линия перехода в продольном сечении образует дугу окружности, радиус дуги указанной окружности выбран из соотношения г/d 5, а толщина плоского участка выбрана из соотношения , где г - радиус дуги окружности, образованной линией перехода в продольном сечении; d - диаметр круглого участка кон так т--дет али / t - толщина плоского участка. В случае резкого перехода от круглого участка контакт-детали к плоскому происходит разрубание волокон проволоки штампом. Если же сделать зону перехода менее крутой, за счет увеличения радиуса перехода, то этого дефекта не наблюдается. Кроме того, рабочая часть контакт-детали не должна,быть слишком тонкой. Во избежание появления не следует плющить провсхаоку более чем на 1/3 с каждой стороны. При выполнении указанных условий ш амповки брак вышеописанного типа при производстве гезаконов можно исключить. f , Штамп для чеканки контакт-деталей остается простым, лишь немного меняются его геометрические размеры. . На чертеже приведено схематическое изображение контакт-детали предлагаемого гезакона с кромкой. На чертеже приняты обозначения; d - диаметр круглого участка равен диаметру проволоки после ее рихтовки; t - толщина плоского участка контакт-детали/ г - радиус перехода от круглого участка контакт-детали к ее плоскому участку. Не происходит расслоения материала в месте перехода от круглого участка к плоскому если соблюдаются следующие соотнсяиения г 5d(1) . t г 0,33 (3) d (2) При изготовлении гезаконов наиболее широко при1ченяется проволока из сплава 40КНВ диаметром d - О,б мм. Из нее изготовляются контакт-детали с толщиной плоского участка 0,220,25 мм. Выражения (1) и (2) приводят к следующим условиям получения стопроцентного выхода годных (нерасслоенных) контакт-деталей г 3 3 мм Это положение подтверждено при наблюдении за чеканкой большого количества (сотни тысяч) кон такт-де.талей с разными эначени51ми d, г и t .из проволоки разных .плавок.
В таблице приведены данные о штампуемости проволоки из нескольких производственных плавок сплава 40КНВ.
В качестве базового объекта взяты контакт-детгши гезаконов типа МКА 27-601, изготовляемые из указанной проволоки диаметром 0,6 мм с помощью известных штампов (где г « 3, d 1,8 мм). Для сравнения
в таблице приведена штампуемость контакт-деталей гезаконов, изготовленных согласно предлагаемой, конструкции.
Как видно из таблицы, ни одна из штампованных 500 контакт-деталей, удовлетворяющих выражениям (1) и (2), не оказывается расслоенной, тогда как среди 651 контакт-деталей, для которых это условие не выполнено i (г 3d), число расслоенных конт&ктдеталей достигает 244, т.е. превыша- ет 38%.

| название | год | авторы | номер документа |
|---|---|---|---|
| Контакт-деталь для герметизирован-НОгО KOHTAKTA C зАпОМиНАНиЕМ | 1979 |
|
SU834790A1 |
| Контакт-деталь для герметизированногоКОНТАКТА C зАпОМиНАНиЕМ | 1979 |
|
SU834789A1 |
| Способ оценки технологической пластичности материала | 1981 |
|
SU993348A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПРАВЛЯЮЩЕЙ СТЕКЛОПОДЪЕМНИКА | 2003 |
|
RU2284873C2 |
| МОНЕТА | 2001 |
|
RU2180181C1 |
| Магнитный полутвердый сплав для контакт-деталей гезаконов | 1991 |
|
SU1813116A3 |
| Магнитный полутвердый сплав для контакт-деталей гезаконов | 1991 |
|
SU1813117A3 |
| Способ изготовления тонкостенных сферических оболочек | 2022 |
|
RU2791478C1 |
| Способ изготовления деталей типа инструмента с формообразующей полостью | 1988 |
|
SU1570831A1 |
| Способ оценки упругих характеристикпРОВОлОКи | 1979 |
|
SU836692A1 |
КОНТАКТ-ДЕТАЛЬ ГЕЗАКОНА, выполненная из полутвердого магнит|Ного сплава с волокнистой структу- , рой, содержащая участок круглого сечения и плоский участок, переходящие один в другой таким образом, что линия перехода в продольном сечении образует дугу окружности, о тл и чаю щ а я с я тем, что, с целью повышения качества контактдетали путем исключения возможности ее расслоения при изготовлении, радиус дуги указанной окружности выбран из соотношения г/d 5, а толщина плоского участка выбрана.из соотношения t/d где г - радиус дуги окружности, образованный линией перехода в продольном сечении, d - диаметр круглого участка контакт-детгши; (Л t - толщина плоского участка. on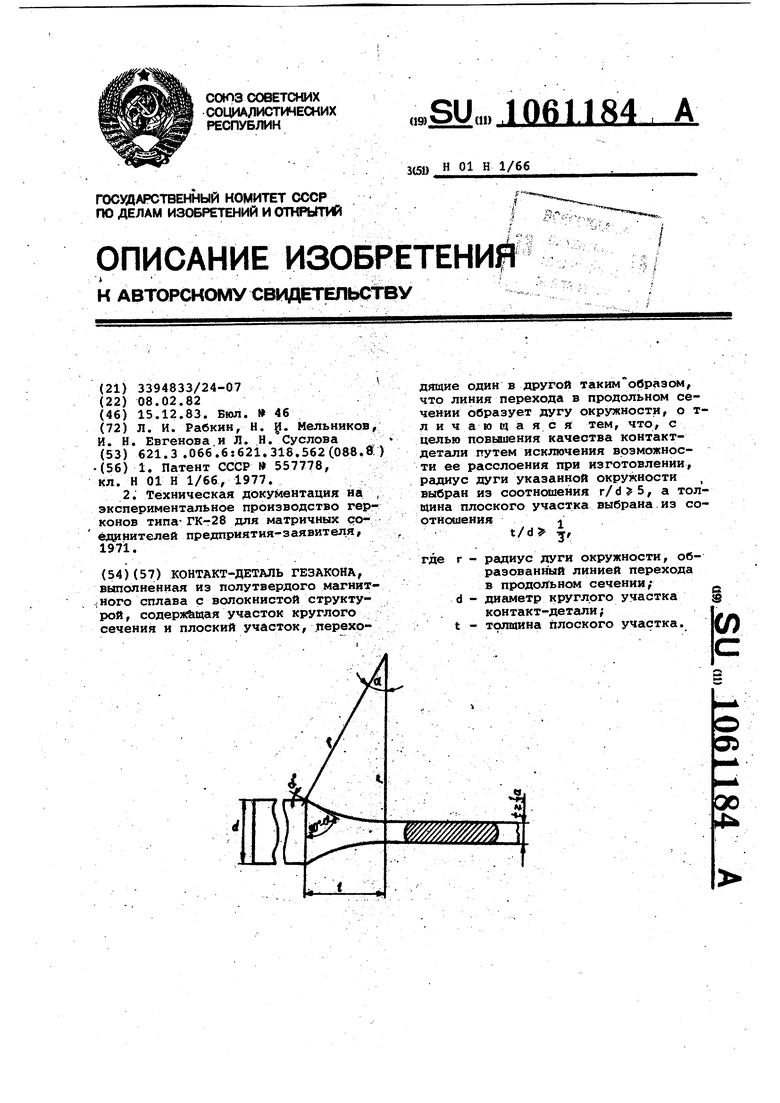
100 100 100 100 100
124
6
4,8 43,4 106
46 29 71 92 164 17,7 140 50,7 78,8 117
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Контактный сердечник | 1974 |
|
SU557778A3 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Техническая документация на , экспериментальное производство герконов типа- ГК-28 для матричных qoёд}1нителей предприятия-заявителя, 1971. | |||
