Изобретение относится к обработке металлов давлением, и в частности, к способам листовой штамповки. Изобретение предназначено для получения сферических (полушаровых) тонкостенных деталей больших размеров с отношением толщины S к диаметру D детали (относительной толщиной) S/D 100≤0,5 методом вытяжки.
Известен способ изготовления тонкостенной оболочки сложной формы [Патент РФ №2601364, кл. B21D 22/16, 2016], содержащей цилиндрический элемент, сопряженный с криволинейным донным элементом постоянной толщины, выполненным в виде шарового сегмента, тангенциально сопряженного с частью сферического кольца с радиусом его внутренней поверхности, превышающим радиус внутренней поверхности цилиндрического элемента, отличающийся тем, что осуществляют изготовление плоской листовой заготовки, формовку из нее предварительной холодной штамповкой заготовки типа стакан в виде цилиндрического элемента, сопряженного с криволинейным донным элементом, ротационную вытяжку криволинейного донного элемента с получением полуфабриката с переменной толщиной криволинейного донного элемента, окончательную холодную штамповку полуфабриката, полученного ротационной вытяжкой криволинейного донного элемента, с получением заготовки типа стакан с размерами внутренней поверхности криволинейного донного элемента, соответствующими размерам оболочки, обработку резанием наружной поверхности криволинейного донного элемента с получением окончательной постоянной толщины криволинейного донного элемента, ротационную вытяжку цилиндрического элемента за 2 или 3 операции, промежуточные операции обработки резанием и термообработки для снятия напряжений, окончательную упрочняющую термообработку и окончательную обработку резанием посадочных поверхностей. Причем предварительную холодную штамповку осуществляют с получением заготовки типа стакан с внутренним диаметром цилиндрического элемента, превышающим внутренний диаметр цилиндрического элемента оболочки исходя из допустимого коэффициента вытяжки на окончательной операции холодной штамповки. Однако этот способ очень трудоемок и не позволяет получать сферические детали больших размеров.
Наиболее близким решением из известных является способ получения сферических деталей путем вытяжки в штампе с вытяжными ребрами (В.П. Романовский. Справочник по холодной штамповке, 1979). Этот способ применяется для получения деталей с отношением толщины S к диаметру D детали (относительной толщиной) S/D 100≤0,5. Он включает вырубку круглой заготовки и получение детали в штампе для сферической вытяжки. Отличительной особенностью вытяжки сферических (полушаровых) деталей является то, что пуансон в начале процесса вытяжки касается заготовки только в точке соприкосновения, и большая часть поверхности заготовки не прижата к пуансону на всем протяжении деформации. Поэтому под действием тангенциальных сил на поверхности полуфабриката возможно образование местных «вздутий», гофров, вытянутых в радиальном направлении. Для устранения этого дефекта используется штампы, имеющие матрицу с вытяжными ребрами, препятствующими процессу образования гофров. На горизонтальной поверхности матрицы проектируются кольцевые ребра, которые увеличивают силу втягивания материала из-под прижима в матрицу, тем самым препятствуют росту тангенциальных сил на поверхности заготовки, под действием которых и образуются вздутия. Однако увеличение силы втягивания имеет и отрицательную сторону, так как способствует изменению толщины материала в меньшую сторону за счет роста радиальных сил. Для штамповки деталей с обеспечением одинаковой толщины по всей поверхности вытянутой детали такой способ вытяжки неприемлем, так как при вытяжке деталей цилиндрической формы на вертикальных участках действуют только растягивающие силы, уменьшающие толщину стенки на каждом последующем переходе вытяжки. В результате деталь имеет переменную толщину, уменьшающуюся к центру детали. Поэтому не всегда применение такой конструкции штампа позволяет получить деталь с одинаковой толщиной стенки, особенно при вытяжке деталей больших размеров с относительной толщиной 0,5 и меньше.
Технической задачей изобретения является получение сферических тонкостенных деталей больших размеров с одинаковой толщиной стенки.
Технический результат - повышение эффективности процесса листовой штамповки и выхода годного метала за счет снижения количества брака при изготовлении тонкостенных сферических оболочек больших размеров.
Поставленная задача достигается тем, что в способе изготовлении тонкостенных сферических оболочек, включающим вырубку заготовки заданного диаметра, вытяжку, отжиг и калибровку, перед вытяжкой детали с отношением S/D 100≤0,5 (где S - толщина, D - диаметр) выполняют формовку кольцевых ребер в виде концентрических окружностей, суммарная площадь поверхности которых должна составлять 70÷80% от площади поверхности готовой детали за исключением площади фланцевой части заготовки.
По отношению к прототипу у предлагаемой установки имеются следующие отличительные признаки.
Перед операцией вытяжки выполняется операция формовки кольцевых ребер в виде концентрических окружностей. Это позволяет в дальнейшем при вытяжке избежать утонения заготовки, связанного с действием растягивающих напряжений.
Кроме того, должно выполняться условие, по которому суммарная площадь поверхности ребер при их последующей вытяжке должна быть равна площади поверхности готовой детали. В этом случае обеспечивается равномерная в пределах допуска толщина детали в процессе вытяжки и уменьшается количество переходов вытяжки. Суммарная площадь поверхности этих ребер должна составлять 70÷80% от площади поверхности готовой детали, при этом часть заготовки (фланцевая) будет находиться под прижимом.
Количество, диаметр и высота ребер зависят от размеров, толщины и рода материала детали.
Для контроля толщины детали используют операцию калибровки, выполняемую отдельно, или совмещенную с операцией вытяжки. Для увеличения пластичности металла после его упрочнения, связанного с деформацией, используют операцию отжига (термообработку).
Способ изготовления тонкостенных сферических оболочек иллюстрируется ниже графически.
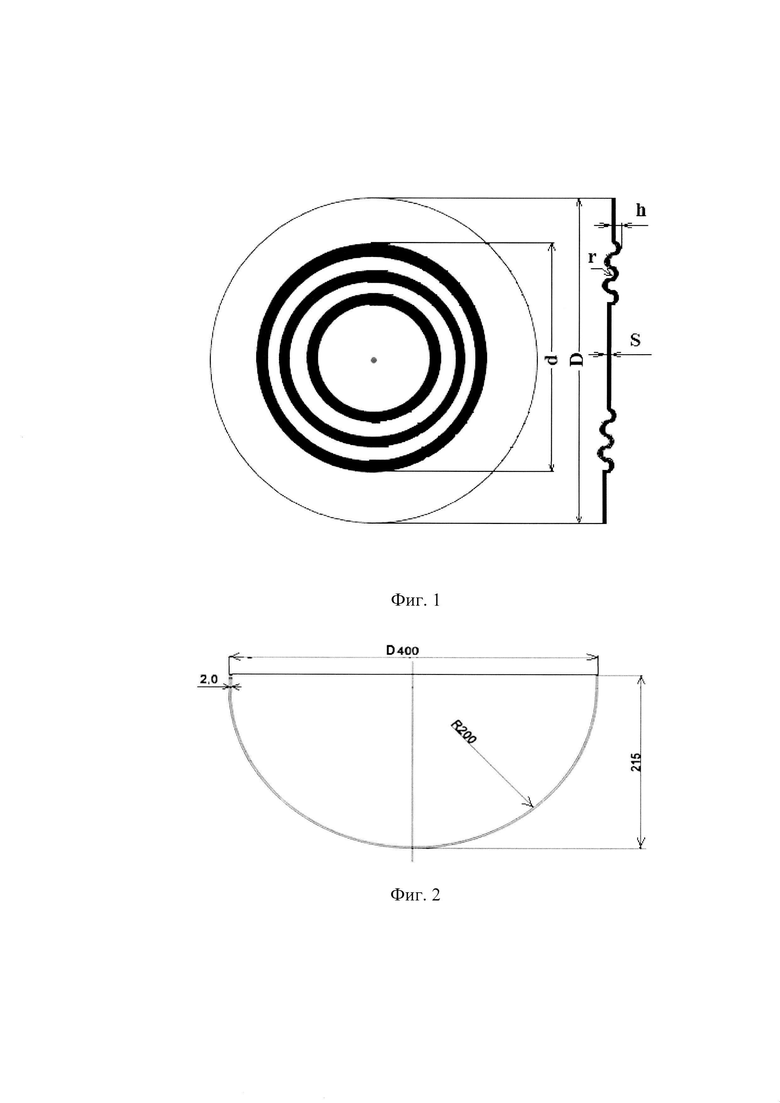
На фиг. 1 форма полуфабриката с ребрами после формовки, где: D - диаметр заготовки; S - толщина заготовки; r - радиус ребра; h - высота ребра, d - диаметр детали после вытяжки.
На фиг. 2 пример использования предлагаемого решения.
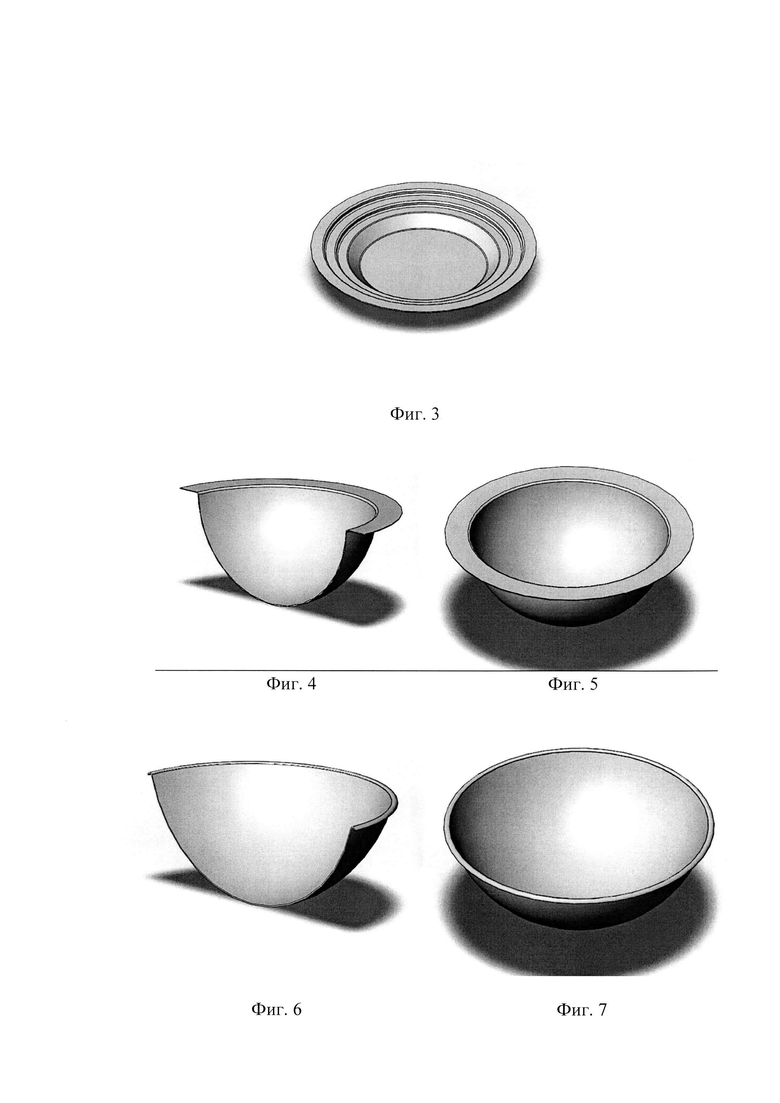
На фиг. 3 полуфабрикат после формовки
На фиг. 4 и 5 полуфабрикат после вытяжки.
На фиг. 6 и 7 полуфабрикат после калибровки.
Пример использования предлагаемого решения при изготовлении из алюминиевого сплава 01580 тонкостенной оболочки (фиг. 2) с указанными геометрическими размерами (S/D 100 = 0,5). Данный сплав системы Al-Mg, экономно легированный скандием в количестве 0,1 мас. %, в отожженном состоянии имеет следующие механические характеристики: сопротивление разрыву 380 МПа; условный предел текучести 264 МПа; относительной удлинение 16%. Такие свойства позволяют проводить вытяжку листового металла с достаточно большими степенями деформации без разрушения заготовки.
Из листового холоднокатаного проката по имеющейся схеме раскроя вырубают круги диаметром 600 мм. Далее производят формовку ребер (фиг. 3), площадь которых примерно равна площади поверхности получаемой детали. На гидравлическом прессе усилием 8 МН производят вытяжку сферической детали диаметром 400 мм и толщиной 2 мм (фиг. 4, 5). Далее осуществляют термическую обработку полуфабриката при температуре отжига 380°С и времени выдержки 1 час. После этого проводят калибровку (фиг. 6, 7) и получают деталь с заданными размерами. В качестве отделочных операций при необходимости применяют травление и зачистку дефектов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ ПОЛУСФЕРИЧЕСКИХ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2392079C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК С ДНОМ | 2015 |
|
RU2601364C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2014 |
|
RU2556846C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СОСУДОВ | 1998 |
|
RU2131787C1 |
| Способ изготовления стальных тонкостенных осесимметричных сосудов | 2018 |
|
RU2673591C1 |
| Пуансон первого перехода для двухпереходной вытяжки тонких оболочек вращения с криволинейной поверхностью | 2019 |
|
RU2697307C1 |
| Способ изготовления сферических днищ с вафельным оребрением из листовых заготовок | 1980 |
|
SU931263A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2433012C1 |
| Способ штамповки днищ | 1984 |
|
SU1233990A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОРОБЧАТЫХ В ПЛАНЕ КВАДРАТНЫХ ДЕТАЛЕЙ С ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ ПУТЕМ СОВМЕЩЕНИЯ ВЫТЯЖКИ И ОТБОРТОВКИ | 2011 |
|
RU2490084C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении сферических тонкостенных деталей больших размеров. Осуществляют вырубку заготовки заданного диаметра, формовку на ней по концентрическим окружностям кольцевых ребер и последующую вытяжку. Вытяжку ведут с прижимом ее фланцевой части с получением полуфабриката. Формовку кольцевых ребер осуществляют на заготовке за исключением ее фланцевой части. Суммарная площадь поверхности кольцевых ребер составляет 70-80% от площади поверхности готовой детали. Полученный вытяжкой полуфабрикат подвергают отжигу и калибровке. В результате обеспечивается получение сферических тонкостенных деталей больших размеров с одинаковой толщиной стенки. 7 ил., 1 пр.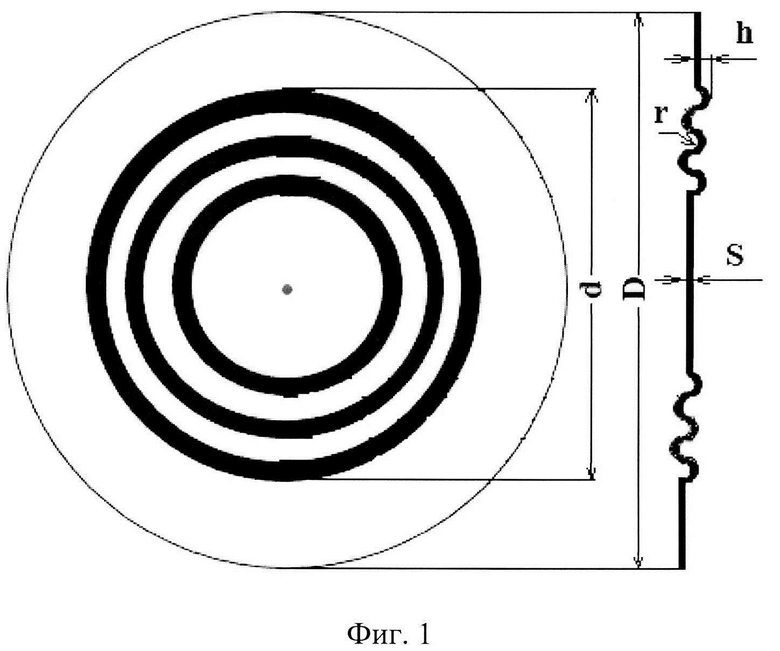
Способ изготовления тонкостенных сферических оболочек, включающий вырубку заготовки заданного диаметра, формовку по концентрическим окружностям заготовки кольцевых ребер и вытяжку, отличающийся тем, что формовку кольцевых ребер осуществляют перед вытяжкой заготовки, которую ведут с прижимом ее фланцевой части с получением полуфабриката, при этом формовку кольцевых ребер осуществляют на заготовке за исключением упомянутой фланцевой части, суммарная площадь поверхности кольцевых ребер составляет 70-80% от площади поверхности готовой детали, а полученный вытяжкой полуфабрикат подвергают отжигу и калибровке.
| Способ штамповки сферических, эллиптических и других куполообразных днищ | 1975 |
|
SU545406A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2574908C2 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2082524C1 |
| US 20210046534 A1, 18.02.2021 | |||
| CN 201988629 U, 28.09.2011 | |||
| РОМАНОВСКИЙ В.П., Справочник по холодной штамповке, Л., Издательство "Машиностроение", 1971, с | |||
| Приспособление для градации давления в воздухопроводе воздушных тормозов | 1921 |
|
SU193A1 |

