Область техники, к которой относится изобретение
(1) Настоящее изобретение относится к тиснильным инструментам для упаковочного материала, например, упаковочной фольги и бумаги, к нанесению кода на упаковочный материал путем тиснения, а также к способам и устройствам для считывания таких кодов.
Уровень техники
(2) Настоящее изобретение относится к способу и устройству для удостоверения подлинности опознавательных знаков, нанесенных на упаковочную фольгу, причем опознавательные знаки могут быть выполнены в виде штрихкода или матричного кода, при этом заметность опознавательного знака для человеческого глаза уменьшена, к тиснильному устройству для выполнения указанного способа и к упаковочной фольге, созданной указанным способом.
(3) Известно большое количество способов для удостоверения подлинности множества опознавательных знаков на самых разных товарах и их упаковке. Настоящее изобретение относится к способу для удостоверения подлинности товаров, например, продовольственных товаров, электронного оборудования и, в частности, продуктов для курения, например, сигарет или сигар, помещаемых в ту или иную упаковку. В материале ЕР 1867470 В1 заявителя настоящего изобретения, во всей полноте включенном в настоящий документ посредством отсылки, раскрыты способ и устройство для удостоверения подлинности опознавательных знаков, тисненых на упаковочной фольге, при котором, с одной стороны, в дополнение к тиснению опознавательных знаков, такую фольгу, в частности - так называемую «внутреннюю оболочку», применяемую в табачной промышленности, сатинируют и одновременно путем тиснения наносят массив опознавательных знаков в виде рисунка с возможностью считывания его пригодным для данной цели устройством и сравнения с шаблоном посредством способа обработки изображения.
(4) Вышеописанный способ успешно применяют для удостоверения подлинности упаковочной фольги, толщина которой обычно составляет от 30 мкм до 70 мкм и которую применяют, например, в качестве так называемых «внутренних оболочек», т.е. в качестве упаковочной фольги, в которую заворачивают некоторое количество сигарет, и помещают завернутые сигареты в сигаретную пачку, выполненную из картона. При данном способе, опознавательные знаки, обычно - точковидные элементы, переносят по тому или иному шаблону на тиснильные валы и фольгу, тиснимую посредством этих валов, и декодируют указанные знаки с помощью того же самого шаблона. В этом случае применяют способы оптического считывания и подходящие алгоритмы кодирования.
(5) В период между подачей первой заявки на ЕР 1867470 В1, речь о котором шла во вводной части, и настоящей заявки были реализованы или, в соответствующих случаях, предписаны важные изменения, касающиеся как размещения опознавательных знаков, т.е. кодирования, так и упаковочных материалов. Что касается опознавательных знаков для удостоверения подлинности предметов, в последнее время сложилась практика применения штрихкодов в простой одномерной форме, например, для продовольственных товаров в супермаркетах, и производных от них так называемых «QR-кодов», т.е. кодов «быстрого реагирования», в частности тех, которые также можно считывать и оценивать с помощью смартфона. Здесь и далее, термин «штрихкод» служит для обозначения таких кодов любого типа, например, простых штрихкодов, QR-кодов и матричных кодов, или иных аналогичных кодов.
(6) Например, так называемый генератор QR-кодов можно скачать из сети Интернет - см. ФИГ. 4 - вместе с приложением, представляющим собой способ применения таких кодов. Количество таких штрихкодов, в частности - так называемых QR-кодов и двумерных матричных кодов, применяемых, в частности, для рекламных и информационных целей, постоянно растет. До сих пор были известны штрихкоды, представляемые и печатаемые в виде черно-белых изображений.
(7) Слово «QR» означает, что содержимое кода можно очень быстро декодировать после его сканирования считывателем штрихкодов, или смартфоном, или иным аппаратом подвижной телефонной связи, или посредством сетевой видеокамеры. Можно скачать соответствующие приложения для смартфона для декодирования указанных кодов. Так как данный код, например, QR-код, является двумерным, он может хранить очень большое количество данных и, благодаря этому, выполнять разнообразные функции, например, показ рекламных вставок, просмотр видеофильмов, отправка коротких текстовых сообщений (CMC) или совершение платежей. Этот код был обнародован японской фирмой в 1999 году и регулируется Стандартом ИСО 18004.
(8) Также происходили постоянные изменения в области упаковочного материала для продуктов для курения, например, сигарет и сигар. Уже в течение некоторого времени, тиснение упаковочной фольги для табачной и пищевой промышленности стали осуществлять с помощью устройств с тиснильными валами, при этом в случае продуктов для курения речь идет о вышеуказанных внутренних оболочках, также могущих служить упаковочным материалом для шоколада, масла или тому подобных продовольственных товаров или электронных компонентов. Одновременно с нововведениями в технологии с применением тиснильных валов или, соответственно, в производстве тиснильных валов, также имело место изменение в упаковочных материалах, состоявшее в том, что на смену изначально полностью металлической алюминиевой фольге пришла фольга на основе бумаги, поверхности которой из экологических соображений покрывают все более тонкими металлическими слоями, вплоть до напыления очень тонкого слоя металла. Позднее металлизацию внутренних оболочек сократили, при этом в будущем ее сократят еще больше или полностью прекратят.
(9) Кроме того, в последнее время предпринимаются действия по значительному сокращению или полному устранению рекламы продуктов для курения, в связи с чем тиснение на внутренних оболочках рисунков, имеющих рекламный эффект, станет невозможным в том объеме, в котором оно осуществлялось до настоящего времени. Поэтому все больше активизируется поиск путей создания новых декоративных эффектов без использования броских тиснений, кромок золотистого цвета и иных подобных украшений.
(10) Кроме того, изыскиваются новые пути идентификации продукции, которая до сих пор обеспечивалась лишь признанными на международном рынке торговыми марками. Кроме того, в настоящее время начинают применять так называемые тактильные эффекты, создаваемые специальными структурами на поверхности фольги или специальными гравировками.
(11) В настоящее время сигареты в большинстве случаев заворачивают во внутреннюю оболочку и помещают в складную коробку. В большинстве случаев, защите от высыхания и внешних воздействий способствует покрытие пластмассовой пленкой, например, полипропиленовой пленкой. Внутренняя оболочка сама по себе не может гарантированно обеспечить желаемые функции, например, защиту продуктов для курения от высыхания и воздействий посторонних запахов, с одной стороны, и определенную жесткость для защиты сигарет от механических повреждений, с другой стороны, при этом складная коробка сама по себе также неспособна на это. В настоящее время, указанным требованиям соответствует подходящая складная картонная тара. Далее по тексту настоящего документа подходящая складная картонная тара именуется «заготовка».
(12) В частности, в настоящей заявке также идет речь о таких заготовках, которые могут, в общем случае, иметь вес приблизительно 100-400 г/м2 и, например, толщину приблизительно 300 мкм. Зачастую эти заготовки выполнены в белом цвете или, например, окрашены в серый цвет, при этом они могут быть простыми, лакированными, с печатью и/или с припрессованной алюминиевой фольгой или пластмассовой пленкой. Если речь идет о единственной оболочке, абсолютно необходимо, чтобы эта оболочка не была повреждена во время тиснения и последующего складывания, так как в противном случае будет невозможно гарантированно обеспечить функцию защиты от посторонних запахов и высыхания.
(13) Следует однозначно понимать, что тиснение заготовок по настоящему изобретению раскрыто ниже исключительно в качестве примера, при этом изобретение также применимо к другим видам упаковочной фольги, например, внутренним оболочкам, которые также могут применяться в качестве фольги для пищевой промышленности, иметь вес в диапазоне 15-400 г/м2, толщину от 15 до 400 мкм, и быть выполнены из металлизированной бумаги, алюминиевой бумаги, запечатанной бумаги, бумаги или алюминия, а также к другим гибридным и слоистым видам фольги и фольги с металлическим или пластмассовым покрытием.
(14) В частности, в области табачных изделий имеют место массовые попытки их фальсификации, не в последнюю очередь с целью избежать уплаты высоких таможенных пошлин и налогов. В связи с этим, не только непосредственно страдающая от этого табачная промышленность, но и таможенные и налоговые органы заинтересованы в установлении подлинности пачек сигарет, поступающих на рынок.
(15) В принципе, применение вышеупомянутых двумерных штрихкодов могло бы обеспечить удовлетворение большинства потребностей, однако, как также было сказано выше, на текущий момент существуют только печатные способы нанесения таких кодов. При этом, осуществление печати на упаковочной фольге, в частности - на заготовках или внутренних оболочках для укрытия сигарет в ходе производственного процесса на предприятии по упаковке сигарет во многих отношениях невозможно или возможно, но требует значительных усилий для нанесения этих кодов в ходе производственного процесса с требуемым качеством и, в свою очередь, с требуемой скоростью.
(16) С учетом описанного выше предшествующего уровня техники, цель настоящего изобретения состоит в создании способа и устройства для тиснения кодов и тисненых рисунков на упаковочном материале, например, помимо прочих, на упаковочной фольге, при этом указанные коды выполнены с возможностью кодирования идентификационной информации, удостоверения подлинности идентификационной информации, нанесенной на упаковочную фольгу посредством таких кодов с уменьшенной заметностью для человеческого глаза, причем, с одной стороны, упаковочная фольга, подлежащая тиснению, может представлять собой фольгу весом 15-400 г/м2, в частности также - так называемую заготовку весом 100-400 г/м2, с целью выполнения тисненых кодов, труднообнаружимых и трудночитаемых человеком или человеческим глазом. Кроме того, в соответствии с одним аспектом настоящего изобретения, предложены способ и устройство для считывания указанных тисненых кодов с упаковочного материала. В соответствии с другим аспектом настоящего изобретения, тиснение указанных кодов совместно с декоративным тиснением осуществляют посредством тиснильных зубьев, выполненных по форме неполного многогранника, с обратно-конгруэнтными структурами для пуансонной и матричной сторон тиснильного устройства.
Раскрытие изобретения
(17) В соответствии с одним аспектом настоящего изобретения предложен тиснильный инструмент для тиснения комбинированного тисненого рисунка на упаковочном материале. Комбинированный тисненый рисунок включает в себя декоративные тисненые структуры и по меньшей мере один тисненый код. Кроме того, в предпочтительном варианте тиснильный инструмент включает в себя пуансонно-матричное тиснильное устройство с пуансоном и матрицей для взаимодействия друг с другом, при этом тиснильные структуры пуансонно-матричного тиснильного устройства сформированы с возможностью создания комбинированного тисненого рисунка на упаковочном материале в зазоре для тиснения.
(18) Дополнительно, в предпочтительном варианте тиснильные структуры пуансонно-матричного тиснильного устройства включают в себя первые тиснильные структуры, предназначенные для создания указанного по меньше мере одного тисненого кода, представляющие собой обратно-конгруэнтные пуансонные и матричные тиснильные структуры многогранной формы, при этом зазор для тиснения имеет по существу постоянную ширину, при этом по существу постоянная ширина соответствует толщине упаковочного материала до тиснения с запасом по толщине, учитывающим по меньшей мере одно из следующего: структуру поверхности упаковочного материала, внутреннее структурное строение упаковочного материала и допуск на механическую обработку тиснильных структур.
(19) Кроме того, в предпочтительном варианте декоративные тисненые структуры и указанный по меньшей мере один тисненый код, созданные посредством тиснильных структур, расположены так, что указанный по меньшей мере один тисненый код менее обнаружим и заметен, чем указанные декоративные тисненые структуры.
(20) В соответствии с другим аспектом настоящего изобретения, предложен способ тиснения комбинированного тисненого рисунка на упаковочном материале тиснильным устройством. Комбинированный тисненый рисунок включает в себя декоративные тисненые структуры и по меньшей мере один тисненый код. Кроме того, в предпочтительном варианте тиснильное устройство представляет собой пуансонно-матричное тиснильное устройство с пуансоном и матрицей для взаимодействия друг с другом, выполненное с возможностью создания комбинированного тисненого рисунка на упаковочном материале в зазоре для тиснения. Дополнительно, в предпочтительном варианте тиснильные структуры пуансонно-матричного тиснильного устройства включают в себя первые тиснильные структуры, предназначенные для создания указанного по меньше мере одного тисненого кода, представляющие собой обратно-конгруэнтные пуансонные и матричные тиснильные структуры многогранной формы, при этом зазор для тиснения имеет по существу постоянную ширину, при этом по существу постоянная ширина соответствует толщине упаковочного материала до тиснения с запасом по толщине, учитывающим по меньшей мере одно из следующего: структуру поверхности упаковочного материала, внутреннее структурное строение упаковочного материала и допуск на механическую обработку тиснильных структур.
(21) Кроме того, способ предпочтительно содержит этап, на котором на упаковочном материале тиснят комбинированный тисненый рисунок, включающий в себя декоративные тисненые структуры и по меньшей мере один тисненый код, расположенные так, что указанный по меньшей мере один тисненый код менее обнаружим и заметен, чем указанные декоративные тисненые структуры.
(22) В соответствии с еще одним аспектом настоящего изобретения, предложен способ считывания тисненого кода, выполненного тиснением на упаковочной фольге, при этом тисненый код представляет собой закодированную информацию. В предпочтительном варианте способ включает этапы, на которых: освещают участок тисненого кода первым источником света, при этом первый источник света имеет первое направление освещения, расположенное с возможностью создания первой теневой картины на упаковочной фольге, и захватывают первое изображение от первой теневой картины, освещают участок тисненого кода вторым источником света, при этом второй источник света имеет второе направление освещения, отличное от первого направления освещения, расположенное с возможностью создания второй теневой картины на упаковочной фольге, и захватывают второе изображение от второй теневой картины, вычисляют представление тисненого кода по первому и второму изображениям, и считывают закодированную информацию из представления тисненого кода.
(1) Вышеуказанные и прочие цели, отличительные признаки и преимущества настоящего изобретения и путь их реализации станут более очевидны, а само изобретение - более понятно, из нижеследующего раскрытия на примерах прилагаемых чертежей, иллюстрирующих предпочтительные варианты осуществления изобретения.
Краткое описание чертежей
(23) Изобретение подробнее разъяснено ниже посредством чертежей примеров осуществления.
(24) ФИГ. 1 изображает тиснильное устройство 1 с системой валов из предшествующего уровня техники для сатинирования и тиснения опознавательных знаков;
(25) ФИГ. 2 схематично изображает возможное расположение опознавательных знаков из предшествующего уровня техники;
(26) ФИГ. 3 изображает, с большим увеличением, фрагмент схемы расположения на ФИГ. 2;
(27) ФИГ. 4 изображает штрихкод в виде QR-кода из сети Интернет;
(28) ФИГ. 5 изображает пуансонно-матричную систему тиснильных валов согласно одному из аспектов изобретения;
(29) ФИГ. 6 изображает комплект тиснильных валов М5, Р5 с пуансонным валом и матричным валом, на поверхности которых с большим увеличением показан штрихкод, служащий опознавательным знаком;
(30) ФИГ. 7 изображает поверхность заготовки 12V, тисненую посредством комплекта тиснильных валов на ФИГ. 6;
(31) ФИГ. 8 изображает вид в поперечном разрезе заготовки 12V на ФИГ. 7;
(32) ФИГ. 9 изображает заднюю сторону заготовки 12V на ФИГ. 7;
(33) ФИГ. 10 изображает внутреннюю оболочку 13А для упаковывания сигарет с выполненными на ней логотипами;
(34) ФИГ. 11 изображает дополнительную внутреннюю оболочку 13В для упаковывания сигарет по горизонтали, также с выполненными на ней логотипами;
(35) ФИГ. 12 изображает тиснильное устройство с тремя тиснильными валами Р6, М6А, М6В;
(36) ФИГ. 13 схематически изображает тиснильное устройство, содержащее тиснильные штампы Р10, М10 для гравирования без использования валов;
(37) ФИГ. 14А-14С схематически изображают создание на упаковочном материале или фольге комбинированного тисненого рисунка, включающего в себя кодовые рисунки и декоративный тисненый рисунок;
(38) ФИГ. 15А-15С схематически изображают создание на упаковочном материале или фольге комбинированного тисненого рисунка, включающего в себя кодовые рисунки и декоративный тисненый рисунок, причем использованы два разных кодовых рисунка;
(39) ФИГ. 16А-16С схематически изображают создание на упаковочном материале или фольге комбинированного тисненого рисунка, включающего в себя кодовые рисунки и декоративный тисненый рисунок, причем использованы два разных кодовых рисунка, причем один кодовый рисунок расположен в пределах второго, отличного от него, кодового рисунка;
(40) ФИГ. 17 схематически изображает создание комбинированного тисненого рисунка на упаковочном материале или фольге, при котором используют шахматообразную структуру для представления одномерного штрихкода путем изменения шага тиснения, комбинируя декоративные и кодовые аспекты в одном рисунке;
(41) ФИГ. 18 схематически изображает создание комбинированного тисненого рисунка на упаковочном материале или фольге, при котором код фонового типа встраивают в декоративные тисненые рисунки;
(42) ФИГ. 19А и 19В изображают кодовый элемент, служащий в качестве кода фонового типа, который может быть представлен в виде исходного кода, перевернутого кода, зеркально-отображенного кода и перевернутого зеркально-отображенного кода для изменения внешнего вида кода;
(43) ФИГ. 20 схематически изображает создание комбинированного тисненого рисунка на упаковочном материале или фольге, при котором дифракционный код выполнен тиснением в пределах декоративных тисненых рисунков;
(44) ФИГ. 21 изображает комбинированный тисненый рисунок, содержащий логотип, тисненый на упаковочной фольге, при этом углубленные участки логотипа содержат тисненый массив дифракционных кодовых рисунков;
(45) ФИГ. 22А-22Е изображают этапы способа и устройство для считывания и декодирования малозаметного кодового рисунка;
(46) ФИГ. 23А, 23В и 23С изображают вид сбоку в поперечном разрезе и вид сверху пуансонно-матричной тиснильной структуры с по существу постоянным зазором между пуансонными выступами 1102 и соответствующими матричными впадинами 1103;
(47) ФИГ. 24А изображает вид сверху, а ФИГ. 24В и 24С - виды в аксонометрии, иллюстрирующие детали поверхности тиснильной структуры с многогранными структурами; и
(48) ФИГ. 25 изображает вид в поперечном разрезе устройства 400 для считывания и декодирования кодового рисунка, малозаметного и образованного дифракционным рисунком.
(49) В настоящем документе, по возможности, используются идентичные номера позиций для обозначения идентичных элементов, являющихся общими для фигур. Кроме того, изображения упрощены для целей иллюстрирования и могут не быть выполнены в масштабе.
Осуществление изобретения
(50) С некоторых пор, устройства с тиснильными валами применяют для тиснения на упаковочной фольге для табачной промышленности или пищевой промышленности, причем речь может идти о так называемых «внутренних оболочках», в которые заворачивают некоторое количество сигарет, или об упаковочном материале для шоколада, масла или подобных продовольственных товаров, или для электронных компонентов. Практически во всех случаях, речь идет о тонкой фольге толщиной приблизительно 70 мкм.
(51) Так называемые «внутренние оболочки» сначала состояли из чистой алюминиевой фольги, например, бытовой фольги, при этом тиснение на ней осуществляли путем ее направления между двумя валами, по меньшей мере один из которых содержал рельеф - так называемые «логотипы». Вплоть до приблизительно 1980 года, такая пара валов в большинстве случаев состояла из стального вала со сформированным на нем указанным рельефом и опорного вала из упругого материала, например, резины, бумаги или плексигласа. Путем вдавливания рельефа на пуансонном вале в опорный вал = матричный вал создавали зеркально-перевернутый отпечаток. По меньшей мере, с 1980 года вошли в употребление тиснильные валы с мелкими зубьями для тиснения и сатинирования упаковочной фольги, предпочтительно - в комбинации «шип/шип», см. документ ЕР I 867 470 В1, упомянутый во вводной части.
(52) Законодательство, регулирующее продукты для курения, приобретающее все более запретительный характер, а также усилия, направленные на создание дополнительных признаков, например, тактильных, акустических или иных оптических признаков, с одной стороны, и всевозрастающее разнообразие типов упаковочных материалов, например, алюминиевой фольги, металлизированной бумаги, ободковой бумаги, гибридной фольги, пластмассовых пленок, картона или карточной бумаги, с другой стороны, стали причиной того, что традиционные тиснильные валы в комбинации «шип - шип», при которой и приводной вал, и опорные валы содержат большое количество зубьев, хотя и применяются в полной мере и с успехом для тиснения на внутренних оболочках, но приближаются к пределу своих возможностей для вышеуказанных целей.
(53) Примеры таких тиснильных устройств раскрыты в документе ЕР I 867 470 В1, упомянутом во вводной части. ФИГ. 1 изображает известную из него простую форму тиснильного устройства 1 с двумя тиснильными валами 2 и 3 с зубьями 4 в конфигурации «шип - шип», причем тиснильный вал 2 приводится в действие приводом 5 и снабжен логотипом, например, в виде буквы «L», при этом тиснильные валы 2, 3 образуют зазор 6 для обжима или тиснения. В этот момент, соответствующие зубья удалены с вала с образованием указанного логотипа. В указанном патентном документе также раскрыто то, что опорный вал (валы) также может быть гладким с выступами или быть выполнен с продольными ребрами или с кольцами. Указано, что тиснение на фольге должно происходить через зазор 6 для тиснения.
(54) Одним из аспектов настоящего изобретения является создание, посредством по существу известных устройств с модифицированными индивидуальными зубьями, кольцами или продольными ребрами на тиснильных валах, или путем размещения подходящих конструкций на по существу гладком вале, той или иной композиции опознавательных знаков, например, небольших тисненых или гравированных вмятин в твердом или листовом материале, представляющей собой массив точек, знаков или чего-либо подобного, с возможностью распознания и, как следствие, считывания в процессе удостоверения подлинности. Для этого создают индивидуально модифицированные зубья, кольца, продольные ребра или подходящие структуры на по существу гладком вале, которые модифицируют в соответствии с конкретным рисунком, например, шахматообразным рисунком или иным повторимым рисунком, причем в массиве точек, создающем эффект сатинирования по сравнению с обычным состоянием, выделяют одну или несколько специфических геометрических зон для удостоверения подлинности массива опознавательных знаков.
(55) На ФИГ. 2 на фольгу схематически нанесена сетка так, как ее создают при сатинировании, т.е. образованная регулярно расположенными вмятинами S, созданными посредством описанных способов и устройств для сатинирования. Ее дополняют опознавательные знаки М, вмятины другой конфигурации, созданные путем вдавливания микроструктур. ФИГ. 3 изображает вид на ФИГ. 2 в разрезе с увеличением. Рисунок опознавательных знаков был перенесен на тиснильные валы по шаблону.
(56)В возможном примере осуществления данного способа осуществляют съемку поверхности упаковочной фольги с опознавательными знаками посредством камеры, причем термин «камера» включает в себя камеры любого типа, в том числе, например, камеры на приборах с зарядовой связью (ПЗС), камеры на комплементарных структурах «металл - оксид - полупроводник» (КМОП) и им подобные. При этом способ также допускает применение иных способов захвата изображений. Для сопоставления шаблона с конкретным рисунком, например, шахматообразного шаблона с захваченным камерой изображением, осуществляют обработку изображения, в основе которой лежит так называемое «сопоставление с шаблоном».
(57) В качестве среды передачи, фольга может иметь недостатки в части изготовления и использования. Для того, чтобы, несмотря эти недостатки, обеспечить надежное извлечение скрытых опознавательных знаков, создают их избыточность, т.е. выполняют дополнительное кодирование, адаптированное под канал передачи. Это избыточное кодирование впоследствии обеспечивает возможность надежного извлечения опознавательных знаков в процессе считывания, тем самым повышая надежность удостоверения подлинности. В данном случае извлечение опознавательных знаков осуществляют способом декодирования и сопоставляют их с исходной информацией на шаблоне.
(58) Устанавливаемая указанным способом статистическая корреляция между знаками шаблона и тисненого опознавательного знака служит мерой сходства между шаблоном и тисненым рисунком и, как таковая, создает основу для принятия решения о подлинности. На практике было установлено, что эмпирическое определение минимального уровня обрабатывающего сигнала относительно шума позволяет удостоверять подлинность с надежностью, достаточной для многих целей.
(59) Как было сказано во вводной части, в последнее время растет объем применения штрихкодов для идентификации и удостоверения подлинности, причем для более технически сложных текстов и иных областей рассматривают возможность применения так называемых QR-кодов и двумерных матричных кодов, которые, в отличие от простых одномерных штрихкодов для супермаркетов и т.п., имеют двумерную структуру и, благодаря ей, гораздо большую емкость для хранения информации. ФИГ. 4 - это пример результата работы генератора QR-кодов, который можно скачать из сети Интернет. Большая емкость позволяет таким штрихкодам, как QR-коды и матричные коды, обозначаемые здесь как 7QRC, принимать удостоверяющие подлинность знаки, трудные для обнаружения и декодирования. Это также подразумевает то, что такие штрихкоды для того, чтобы их было трудно обнаружить, должны быть как можно более мелкими.
(60) До сих пор были известны только коды, наносимые способом черно-белой печати на подложку и, в связи с тем, что данный способ печати не подходит для установок упаковывания продуктов для курения, работающих с высокой скоростью, один из аспектов настоящего изобретения состоит в тиснении таких штрихкодов на упаковочной фольге, могущей представлять собой заготовку. Учитывая структуру такого кода, его тиснение уже нельзя выполнять посредством тиснильных валов с зубьями, так как цель состоит в применении как можно более тонкой структуры и как можно больших объемов.
(61) Помимо тиснильных валов с зубьями, также известны валы, работающие по пуансонно-матричной системе. Известные системы валов, включающие в себя пуансонный вал с пуансонными структурами и матричный вал с обратно-конгруэнтными им матричными структурами, хотя и позволяют увеличить диапазон декоративных элементов, но, из-за необходимости их изготовления и сортировки по парам, их производство является очень дорогостоящим и времязатратным, в связи с чем на текущий момент их мало употребляют для промышленного тиснения для табачной промышленности.
(62) Кроме того, тонкое тиснение можно обеспечить только за счет очень больших затрат на производство таких валов. Более того, в данном случае, при применении пуансонного вала и обратно-конгруэнтного матричного вала, происходит сдавливание находящейся между ними фольги во время тиснения с возникновением сил натяжения в поперечном направлении, недопустимых для типов бумаги для табачных изделий. Также возникает трудно контролируемое пограничное состояние, за которым может последовать образование дыр, а для высокоскоростного тиснения продолжительностью в миллисекундном диапазоне в ходе производственного процесса нужно очень высокое давление. И наконец, существует тенденция к применению бумаги большей толщины - вплоть до 300 мкм и более.
(63) В патентной заявке РСТ/ЕР2013/056144 того же заявителя, во всей полноте включенной в настоящий документ посредством отсылки, решающей общую задачу создания способа для изготовления комплекта тиснильных валов с возможностью выполнения тонкого тиснения для самых разных структур поверхности указанных разнообразных типов материалов в процессе работы упаковочной установки, предложено изготавливать структуру матричной поверхности в пуансонно-матричной системе тиснильных валов независимо от ранее изготовленной или уже физически существующей структуры пуансонной поверхности. В не опубликованной ранее заявке №13181978.1 на европейский патент вышеуказанный способ расширен для обеспечения дополнительной возможности тиснения самых малых структур с еще большей точностью.
(64) ФИГ. 5 иллюстрирует вышеуказанную заявку, схематически и упрощенно разъясняя принцип структуры тиснильного устройства 1 с пуансонным валом Р1 и матричным валом М1 в качестве пары 2 взаимодействующих валов, в которой привод 5 приводит в действие пуансонный вал. Пуансонный вал Р1 содержит два выступа Р1Е1 и Р1Е2, отличных друг от друга, а матричный вал М1 содержит впадины M1R1 и M1R2, соответствующие выступам пуансонного вала. Указанные два вала соединены друг с другом посредством мелкомодульной шестерни 8 и 9.
(65) Поскольку структуры матричных валов изготавливают отдельно от структур пуансонных валов, матричные впадины не в точности обратно-конгруэнтны соответствующим пуансонным выступам. Как указано ниже, отклонения могут включать в себя отклонения по высоте или глубине, а также по углам. Выступ Р1Е1 и соответствующая впадина M1R1 выполнены полусферическими, а выступ Р1Е2 и соответствующая впадина M1R2 структурированы.
(66) ФИГ. 6 изображает тиснильное устройство 10 согласно одному из аспектов изобретения, содержащее пуансонный вал Р5 и матричный вал М5. Указанные два вала содержат соответствующие одна другой структуры Р5Е5 и M5R5 по форме штрихкода 7ВСР и 7ВСМ. Индивидуальные структурные элементы обозначены STP или, соответственно, STM. В данном случае штрихкод двумерного матричного типа изображен с большим увеличением. Чтобы усложнить обнаружение такого кода, в данном примере его размер уменьшен до 4×4 мм.
(67) ФИГ. 7 изображает полученную из заготовки упаковочную фольгу 12V для упаковывания сигарет, до складывания, разделения и сгибания, с расположенным на ней кодом 7BCPMV, выполненным посредством указанных двух тиснильных валов Р5 и М5. В данном случае штрихкод также проиллюстрирован с большим увеличением.
(68) ФИГ. 8 изображает ту же самую фольгу 12V в разрезе, причем ее толщина составляет приблизительно 300 мкм. На данной фигуре лицевая сторона расположена слева, а задняя сторона на ФИГ. 12 - соответственно справа. Коды 7BCPMV изображены на левой стороне фольги 12V, а код 7ВСРММ - на правой стороне.
(69) ФИГ. 9 изображает ту же самую фольгу 12V в разрезе, с кодами 7ВСРММ на одной стороне фольги 12V.
(70) ФИГ. 10 изображает внутреннюю оболочку 13А для применения в сигаретоупаковочной установке, причем помимо штрихкода 7ВСРМ и логотипов, посредством тиснильных валов также тиснят линии F сгиба. Кроме того, на ФИГ. 10 можно видеть, что упаковочная фольга 13А может содержать дополнительные логотипы, при этом следует понимать, что «логотип» означает любые знаки, изображения, тексты и т.п., которые, например, уже напечатаны на внутренней оболочке 13А или выполнены тиснением согласно указанной ранее не публиковавшейся заявке №13181978.1 на европейский патент, чье содержание во всей полноте включено в настоящий документ посредством отсылки. В данном случае, на валах могут быть сформированы логотипы согласно ФИГ. 6. Штрихкоды могут содержать только информацию, относящуюся к удостоверению подлинности, или к логотипу, или и к тому, и к другому.
(71) ФИГ. 11 изображает еще одну внутреннюю оболочку 13В для другой сигаретоупаковочной установки, также с выполненными на ней логотипами 7ВСРМ и линиями F сгиба.
(72) На ФИГ. 12 схематично показано то, что не только тиснильные устройства с двумя тиснильными валами, но и тиснильные устройства с комплектом из трех тиснильных валов 8, 9 можно успешно применять для целого ряда целей. В данном случае, два матричных вала 9, М6А, М6В могут относиться к одному пуансонному валу 8, Р6 или два пуансонных вала могут относиться к одному матричному валу. Теоретически, комплект тиснильных валов также может содержать более трех тиснильных валов.
(73) На ФИГ. 12 структуры проиллюстрированы упрощенно для ясности, при этом пуансонный вал Р6 содержит два прямоугольника Р8Е1 и Р8Е2, расположенные один над другим, а матричные валы М6А и М6В содержат относящиеся к ним впадины M6AR1 и M6AR2, M6BR1 и M6BR2, причем глубина впадин M6AR1 и M6AR2 меньше, чем глубина впадин M6BR1 и M6BR2. На ФИГ. 12 показано, что указанные три вала работают совместно в трехваловой системе, причем выступы Р6Е1, Р6ЕЕ2 расположены на пуансонном вале так, чтобы соответствующая пара выступов работала совместно с относящимися к ним впадинами на первом матричном вале, а вторая пара выступов работала совместно с относящимися к ним впадинами второго матричного вала, причем впадины M6AR1, M6AR2 менее глубокие, чем впадины M6BR1, M6BR2.
(74) Также возможно, чтобы соответствующая пуансонная часть двухваловой системы сначала работала бы совместно с одним матричным валом, а затем, во второй валовой системе, она работала бы совместно с другим матричным валом, причем пуансонный вал Р6 сначала работал бы совместно с матричным валом М6А, а затем тот же пуансонный вал Р6 работал бы совместно с другим матричным валом М6В. Это позволяет выполнять тиснение выпуклых или углубленных фигур, не подвергая фольгу чрезмерному напряжению. В данном случае, в частности, можно предотвратить разрыв фольги на участках более глубоких впадин матричной части. Также можно применять последовательно расположенные тиснильные устройства с двумя или более тиснильными валами для более щадящего тиснения.
(75) Так, например, второй код может быть выполнен поверх штрихкода с логотипом, выполненного с возможностью считывания посредством смартфона или чего-либо подобного и декодирования, при этом второй код можно декодировать только с помощью кодирующего кода с подходящим для этого алгоритмом. Это позволяет затруднить считывание посредством смартфона и, тем самым, гарантировать очень высокую степень безопасности.
(76) Очевидно, что уменьшение размеров пикселя позволяет существенно увеличить количество данных, которые можно разместить на отдельно взятой поверхности, но ограничивает возможности тиснильных валов в части создания таких кодов посредством механических устройств, например, фрезерных станков. Возможно тиснение и считывание кодов, подобных QR-кодам, размером 8×8 мм и кодов, подобных двумерным матричным кодам, размером 4×4 мм. Если желательно дополнительное уменьшение этих размеров и, следовательно, размеров соответствующих структурных элементов, для их создания на тиснильных валах нужна лазерная гравировальная система, например, та, о которой идет речь в указанном документе ЕР 2513687 А1. Применительно к способу согласно одному из аспектов изобретения, важно, чтобы подлежащий применению штрихкод был перенесен на тиснильные валы так, чтобы обеспечить возможность корректного считывания с тисненой упаковочной фольги.
(77) Стандартные считыватели штрихкодов настроены на черно-белые коды, чтобы обеспечить возможность считывания посредством смартфонов, сетевых камер и т.п. В случае упаковочной фольги, например, серой или белой карточной бумаги, считывание или, соответственно, сканирование тисненых структурных признаков является по существу более трудным, так как в этом случае состояние поверхности или, соответственно, разное отражение света впадинами или выступами имеет большое значение. Характеристики отражения также зависят от волокон бумаги, типа и величины загрязнения.
(78) Испытания со смартфоном показали, что возможно создание, тиснение, считывание и декодирование тисненого штрихкода типа, подобного QR-коду, размером 8×8 мм или типа, подобного двумерной матрице, размером 4×4 мм. Однако, в случае сложных кодов, неблагоприятных условий отражения и более мелких размеров, может быть нужно использовать сканер на основе интерферометрии белого света или иной технологии пространственного измерения. В частности, это касается считывания штрихкода через упаковочную пленку, выполненную из прозрачной пластмассы.
(79) Применение лазерной гравировальной системы, как подробнее раскрыто ниже, также позволяет создавать области структурных элементов с микроструктурами, например, с интерференционными сетками, создающими цветовые эффекты на тисненом носителе за счет интерференции. Такая лазерная гравировальная система также позволяет создавать любые другие микро- или наноразмерные структуры, или иные сложные структуры на структурных элементах и, тем самым, создавать дополнительные возможности для кодирования.
(80) ФИГ. 13 изображает другое схематическое представление примера устройства для формирования комбинированных тисненых рисунков 30 на упаковочном материале или фольге 12 согласно одному аспекту настоящего изобретения, в котором упаковочный материал 12 штампуют для выполнения гравировки. Тиснильное устройство 20 содержит подвижный тиснильный штамп 22 с пуансонной пресс-формой Р10, содержащей пуансонную тиснильную структуру 16, неподвижный ответный штамп 24 с матричной пресс-формой М10, содержащей соответствующую матричную тиснильную структуру 14, упаковочный материал 12, подлежащий тиснению, например, упаковочную фольгу, и комбинированный тисненый рисунок 30 на материале 12, сформированный тиснильным устройством 20.
(81) В контексте настоящего описания изобретения, выражение «комбинированный тисненый рисунок 30» означает тисненый рисунок, выполненный тиснением на упаковочном материале 12, включающий в себя и декоративные тисненые рисунки, например, декоративный тисненый рисунок 60, и один или несколько кодов, принявших форму тисненой структуры на материале 12, например, кодовых рисунков 50. В предпочтительном варианте комбинированный тисненый рисунок 30 сформирован однократным тиснением, при котором формирование комбинированного тисненого рисунка 30 осуществляет непосредственно тиснильное устройство 10, 20, формирующее декоративные и кодовые элементы одновременно, а не два разных тиснильных устройства. Как подробнее разъяснено ниже, один или несколько кодовых рисунков 50 могут быть расположены относительно декоративного тисненого рисунка 60 так, чтобы они были менее заметны человеческому глазу, когда человек осматривает тисненый упаковочный материал 12. Разные кодовые рисунки 50 также могут перекрывать части участка поверхности друг друга, либо в пределах участка поверхности одного или нескольких кодовых рисунков 50 могут быть сформированы декоративные тисненые рисунки 60, чтобы сделать кодовые рисунки 50 менее обнаружимыми и заметными, чем декоративные тисненые рисунки 60, с образованием комбинированного тисненого рисунка 30.
(82) В одном варианте, раскрытом на ФИГ. 14А, 14В и 14С, комбинированный тисненый рисунок 30 на упаковочном материале 12 можно создать, выбрав рисунок, состоящий из двумерных рисунков в форме подобного двумерной матрице кода размером n × n, в качестве кодового рисунка 50 и расположив группу таких двумерных матричных кодов в виде массива с образованием повторяющейся в двух измерениях структуры и декоративного тисненого рисунка 60. Таким образом, комбинированный тисненый рисунок 30 состоит и из кодовых рисунков 50, и из декоративных тисненых рисунков 60, при этом в указанном варианте показан массив подобных двумерной матрице кодов и линий, расположенных в массиве с чередующимися точками вокруг кодовых рисунков 50 с образованием декоративного тисненого рисунка, при этом в данном варианте глубина или высота тиснения одинаковы для кодового рисунка 50 и декоративного тисненого рисунка 60, при этом, за счет того, что кодовые рисунки 50 расположены среди декоративных тисненых рисунков 60, человеческий глаз не может сразу воспринять или обнаружить кодовые рисунки 50, кажущиеся только частью декоративного тиснения.
(83) ФИГ. 14А изображает пример подобного двумерной матрице кода, составленного из квадратных клеток числом восемнадцать (18) на восемнадцать (18), в котором закодирована закодированная информация. Например, в раскрытом варианте закодированная информация представляет собой буквы, обозначающие веб-сайт «www.boegli.ch», при этом данная закодированная информация закодирована в подобном двумерной матрице коде. Далее, на ФИГ. 17В раскрыта тиснильная структура, могущая входить в состав структурных элементов STM, STP тиснильного устройства 10 на ФИГ. 9 с пуансонным валом 5Р и матричным валом 5М или структуры тиснильных пресс-форм М10, В10 тиснильного инструмента 20 на ФИГ. 13, представляющая подобный двумерной матрице код на ФИГ. 14А, с примерным шагом клеток 0.3 мм. В раскрытом варианте тиснильная структура содержит тиснильные зубья для тиснения, выполненные по форме конуса, сферы или цилиндра, символизируемые округлыми выступами или шипами для точек подобного двумерной матрице кода на ФИГ. 14В. На ФИГ. 14С показано, что, взяв за основу данный подобный двумерной матрице код, можно изготовить соответствующую тиснильную структуру для тиснильных устройств 10, 20, например, помимо прочего, тиснильный вал, а также тиснильный штамп, впечатывающую форму, пресс-форму для литья под давлением.
(84) Тиснильное устройство 10, 20 включает в себя структурированную поверхность в качестве пуансонно-матричной тиснильной структуры для создания комбинированного тисненого рисунка 30 на упаковочном материале 12, содержащую массив подобных двумерной матрице кодов с таким же шагом клеток, что и у подобного двумерной матрице кода. С ее помощью можно создать структурированную или тисненую поверхность на упаковочном материале 12, которая создает впечатление художественного или декоративного тиснения и выглядит как таковое, одновременно содержа встроенную в нее закодированную информацию. Комбинирование кодовых рисунков 50 и декоративных тисненых рисунков 60, тисненых с одинаковым шагом и расположенных смежно друг с другом, позволяет снизить вероятность обнаружения и считывания кодового рисунка 50 человеком. ФИГ. 14С изображает вид сверху упаковочного материала 12, структурированного с образованием на нем комбинированного тисненого рисунка 30, с тремя кодами, расположенными по ширине или в поперечном направлении. За счет повторения закодированной информации посредством множества подобных двумерной матрице кодов также обеспечена избыточность закодированной информации на упаковке. В раскрытом варианте, между двумя соседними подобными двумерной матрице кодами на упаковочном материале 12 может быть расположена одна или несколько линий из чередующихся выступов или шипов и пробелов в качестве разделительных линий или линий-заполнителей, проходящих как в поперечном, так и в продольном направление по упаковочному материалу, при этом линии в каждом направлении параллельны друг другу. Данные линии играют роль декоративного тисненого рисунка 60 и не содержат никакой информации.
В раскрытом варианте декоративный тисненый рисунок 60 сформирован из линий, состоящих только из одной точки в ширину, однако он может быть сформирован из линий из нескольких точек в ширину. В примере на ФИГ. 14С комбинированный рисунок 30 сформирован из массива квадратных элементов с квадратными матричными кодами. При этом возможны и другие схемы расположения, например, массив прямоугольных элементов, треугольных элементов, а также применение кодов, выполненных по форме, отличной от квадрата.
(85) Согласно одному аспекту настоящего изобретения, раскрытые выше признаки способа обеспечивают возможность создания на упаковочном материале 12 тисненого рисунка 30, в котором кодовые рисунки 50 встроены в декоративный тисненый рисунок 60 так, чтобы тиснение в целом казалось декоративным, а кодовые рисунки 50 не были бы легко заметны человеческому глазу и только в минимальной степени нарушали бы эстетичный внешний вид тисненого изделия, которое может быть создано из тисненого упаковочного материала 12. Этого можно достичь за счет выбора особой схемы взаимного расположения кодовых рисунков 50 и декоративных тисненых рисунков 60, а также выбора плотности тиснения кодового рисунка 50, аналогичной или равной плотности тисненого рисунка 60. Плотность тиснения - это соотношение тисненой поверхности и не-тисненой поверхности в пределах рисунка, выраженное, например, соотношением числа тиснильных шипов и числа пробельных шипов. Кроме того, шаг тисненых кодов, в раскрытом варианте - подобных двумерной матрице кодов, равен шагу добавляемых декоративных тисненых рисунков для улучшения визуального впечатления отсутствия несплошности между кодовым рисунком 50 и декоративным тисненым рисунком 60.
(86) В другом варианте, раскрытом на ФИГ. 15А, 15В и 15С, комбинированный тисненый рисунок 30 может быть сформирован из нескольких разных подобных двумерной матрице кодов в виде кодовых рисунков 50 в комбинации с декоративным тисненым рисунком 60, при этом в раскрытом примере комбинированный тисненый рисунок 30 включает в себя два разных подобных двумерной матрице кода 50.1 и 50.2, расположенных с повтором в виде массива в комбинированном тисненом рисунке 30. Декоративные тисненые рисунки 60.1 и 60.2 расположены между ними для создания сплошного рисунка. ФИГ. 15А изображает два разных подобных двумерной матрице кода, кодирующих две разные закодированные информация, при этом левый подобный двумерной матрице код включает в себя первую закодированную информацию, представляющую собой веб-сайт www.boegli.ch, при этом первая закодированная информация закодирована в первый подобный двумерной матрице код, содержащий квадратные клетки или шипы числом восемнадцать (18) на восемнадцать (18), а правый подобный двумерной матрице код содержит вторую закодированную информацию, представляющую собой текст IL2123E-D, при этом вторая закодированная информация закодирована во второй подобный двумерной матрице код, содержащий квадратные клетки или шипы числом четырнадцать (14) на четырнадцать. Шаг для обоих подобных двумерной матрице кодов одинаковый. Далее, ФИГ. 15В изображает первую и вторую тиснильные структуры для первого и второго подобных двумерной матрице кодов 50.1, 50.2, могущие входить в состав конструкции тиснильных устройств 10, 20, представляющих первый и второй подобные двумерной матрице коды на ФИГ. 15А, с примерным шагом клеток 0.3 мм. Кроме того, первая тиснильная структура для кода 50.1 слева содержит округлые тиснильные шипы или зубья, например, без каких-либо ограничений, элементы выполненные по форме конуса, цилиндра или сферы, а вторая тиснильная структура для кода 50.2 содержит квадратные тиснильные шипы или зубья, например, без каких-либо ограничений, элементы выполненные по форме пирамиды, ромбоида. Обе имеют одинаковый шаг и в поперечном, и в продольном направлении.
(87) Далее, как проиллюстрировано на ФИГ. 15С, сформирована тиснильная структура для тиснильного устройства 10, 20, при этом каждый элемент массива, формирующего комбинированный тисненый рисунок 30, содержит расположенный в нем либо первый подобный двумерной матрице код 50.1, либо второй подобный двумерной матрице код 50.2. В раскрытом варианте первый и второй подобные двумерной матрице коды 50.1, 50.2 расположены поочередно как в поперечном, так и в продольном направлениях для каждого квадратного элемента массива, при этом квадратные элементы по размеру превышают и первый, и второй подобные двумерной матрице коды, благодаря чему они могут вмещать матричные коды, содержащие клетки числом девятнадцать (19) на девятнадцать (19) с примерным шагом клеток 0.3 мм. Первый и второй подобные двумерной матрице коды 50.1, 50.2 расположены с возможностью помещения их в каждый из нижних левых углов квадратных элементов массива. Таким образом, остальная часть квадратных элементов заполнена соответствующим декоративным тисненым рисунком 60.1, 60.2. В раскрытом варианте два разных Г-образных участка 60.1, 60.2, покрывающих верхнюю сторону и правую сторону элемента, не покрываемые соответствующим подобным двумерной матрице кодом 50.1, 50,2, как показано на ФИГ. 15С, заполнены декоративной тиснильной структурой.
(88) Для первого подобного двумерной матрице кода ширина Г-образного элемента составляет только одну (1) клетку, а для второго двумерного матричного кода ширина составляет пять (5) клеток. В раскрытом варианте для заполнения Г-образной части применяют шахматообразную структуру с чередованием шипов и пробелов. Для декоративного тиснения также можно применять декоративные тиснильные структуры иных типов. Кроме того, в раскрытом варианте первый и второй коды 50.1, 50.2 расположены в углу каждого квадратного элемента матрицы, образующей комбинированный тисненый рисунок. При этом первый и второй коды 50.1, 50.2 также могут быть расположены в другом месте в пределах каждого квадрата матрицы, а не в левом нижнем углу, как на ФИГ. 15С, в связи с чем декоративные тисненые рисунки 60.1, 60.2 могут быть выполнены по форме квадрата, окружающего соответствующие первый и второй коды 50.1, 50.2. Согласно другому аспекту, квадратные элементы, вмещающие более крупный первый подобный двумерной матрице код 50.1, содержат тиснильные шипы округлой формы, а квадратные элементы, содержащие более крупный второй подобный двумерной матрице код 50.2, содержат тиснильные шипы квадратной формы, для изменения общего внешнего вида комбинированного тисненого рисунка 30.
(89) Согласно другому аспекту настоящего изобретения, на ФИГ. 16А, 16В и 16С показано, что комбинированный тисненый рисунок 30 может быть выполнен из двух или более разных подобных двумерной матрице кодов 50.3, 50.4, тиснение которых осуществляют с применением разных форм для каждого шипа или клетки. Способ и устройство для тиснения обеспечивают возможность того, чтобы участок поверхности, содержащий первый двумерный код, перекрывал участок поверхности, содержащий второй двумерный код, или полностью входил в него. Например, на ФИГ. 16А показано, что первый двумерный матричный код может содержать первую закодированную информацию с кодом 50.3, при этом для тиснения применяют округлые шипы или зубья, как схематически показано справа на ФИГ. 16А. Первый код 50.3 образован матрицей клеток числом восемнадцать (18) на восемнадцать (18). Далее, на ФИГ. 16В показано, что второй подобный двумерной матрице код может служить для кодирования второй информации с кодом 50.4, причем используют тип кода и размер, отличные от первого кода 50.3, например, двумерную метку. Данный код образован матрицей клеток числом тридцать восемь (38) на тридцать восемь (38). Для данного кода применяют квадратные тиснильные шипы или зубья, как показано справа на ФИГ. 16В. Тиснение и первого, и второго кодов 50.3, 50.4 будут осуществлять с одинаковым шагом и в поперечном, и в продольном направления, однако тиснение каждого шипа выполняют зубом другой формы, например, округлой, а не квадратной.
(90) На ФИГ. 16С показано, что комбинированный тисненый рисунок 30 образован массивом квадратных элементов. При данном расположении массива, первый код 50.3, тисненый квадратными шипами/зубьями, расположен с повторами на каждом 19-ом шипе и в поперечном, и в продольном направлении на упаковочном материале 12. Второй код 50.4 расположен поверх тисненого первого кода 50.3 с повторами на каждом 38-ом шипе и в поперечном, и в продольном направлении. Для тиснения каждой клетки применяют тиснильный зуб или шип в форме заполненного квадрата, а для каждой клетки без тиснения или пробельной клетки показан пустой квадрат. Данный способ и устройство тиснения с одинаковым шагом для первого кода 50.3 и второго кода 50.4, но с использованием шипов или зубьев разных стилей, для тиснения кодов позволяют расположить два разных кода один поверх другого. Если тисненая клетка первого кода 50.3 расположена в том же месте, что и тисненая клетка второго кода 50.4, клетки могут быть выполнены в виде заполненных квадратных клеток, как показано в качестве примера на ФИГ. 16С. При наличии только тисненой клетки второго кода, данная клетка может быть выполнена тиснением посредством пустого квадрата. Кроме того, при наличии только тисненой клетки первого кода, данная клетка может быть выполнена тиснением посредством заполненного круга.
(91) На ФИГ. 16С также показано, что через равные промежутки между первым кодом 50.3, при этом площадь поверхности первого кода 50.3 меньше, чем у второго кода 50.4, присутствуют декоративные тисненые рисунки 60 в виде линии шириной в одну клетку с чередующимися тиснеными и пробельными шипами. Данные линии расположены массивом, с повтором линий на каждом 19-й шипе и в поперечном, и в продольном направлении на материале 12. В одном из вариантов какой-либо дополнительный декоративный тисненый рисунок 60 может отсутствовать, а комбинированный рисунок 30 может состоять только из кодов 50.3 и 50.4.
(92) Водном из вариантов, согласно принципу, раскрытому выше на примерах ФИГ. 16А - 16С, вместо перекрытия участков поверхности разных тисненых кодов 50.3 и 50.4, может иметь место перекрытие участков поверхности одного или нескольких тисненых кодов рисунков с тиснеными участками поверхности декоративного тисненого рисунка 60, например, за счет применения шипов разных форм или отрицательных/положительных выступов тиснильного устройства 10, 20, например, округлой формы против прямоугольной формы, или иных типов разных геометрических характеристик шипов. Перекрытие может быть полным, например, таким, что участок поверхности тисненого кода 50.3, 50.4 будет расположен и лежать полностью в пределах участка поверхности декоративного тисненого рисунка 60, или частичным, при котором участок поверхности тисненого кода 50.3, 50.4 перекрывает участок поверхности декоративного тисненого рисунка 60. Шаг тисненого кода 50.3 и 50.4 и декоративного тисненого рисунка 60 может быть одинаковым и в продольном, и в поперечном направлении. Такое расположение позволяет по существу скрыть от человека тисненый код 50.3, 50.4 в пределах декоративного тисненого рисунка 60 на материале 12 или рядом с ним.
(93) ФИГ. 17 изображает другой вариант, в котором для создания кодового рисунка применен принцип одномерного штрихкода для встраивания закодированной информации. Например, слева на ФИГ. 17 изображен одномерный штрихкод, служащий для тиснения и образованный сплошными и белыми, несплошными, или пробельными линиями особой ширины, представляющими число или информацию иного типа. Для целей тиснения с формированием комбинированного тисненого рисунка 30, сплошные линии соответствуют первому шагу р1 тиснения, в раскрытом примере составляющему 0.305 мм, а пробельные линии соответствуют второму шагу р2 тиснения, в раскрытом примере составляющему 0.295 мм. Разность шагов р1 и р2 выбрана относительно малой, например, предпочтительно менее 7.5%, более предпочтительно менее 5%, чтобы обеспечить незаметность или затруднить видимость кодов, встроенных в комбинированный тисненый рисунок 30 на материале 12, человеческим глазом. Справа на ФИГ. 17 изображен пример части представления одномерного штрихкода, изображенного слева, для формирования тисненого рисунка 30 посредством пуансонной и матричной пресс-форм 16, 14 или тиснильного устройства иного типа. Например, пробельной линии, ширина которой составляет двенадцать (12) единиц на заштрихованном участке на ФИГ. 17, соответствует двенадцать (12) рядов тиснильных шипов с шагом р2 величиной 0.295 мм. Указанные два участка, примыкающие к пробельному участку, представляют сплошные линии с другим шагом р1 величиной 0.305 мм.
(94) Согласно другому аспекту настоящего изобретения, тиснение упаковочного материала 112 можно осуществлять посредством тиснильного устройства 10, 20 с возможностью создания комбинированного тисненого рисунка 130 путем комбинирования декоративных тисненых рисунков 160 с фоновым кодом 150 в качестве кодового рисунка, при этом, как раскрыто на ФИГ. 18, фоновый код 150 содержит группу кодов, повторяемых в целях избыточности. В раскрытом варианте создана полоса упаковочного материала 112, при этом декоративный тисненый рисунок 160 расположен в ряд вдоль упаковочного материала 112. Например, декоративный тисненый рисунок 160 может представлять собой логотип или обозначение компании, логотип или обозначение продукта, или просто декоративный рисунок. Два пробела 161, 162 расположены продольно на материале 112 и не содержат какого-либо тиснения, кроме линейно-расположенного тиснения, представляющего собой фоновый код 150.
(95) В раскрытом варианте толщина указанных двух пробелов 161, 162 в декоративных тисненых рисунках 160 может быть менее 3 мм, при этом к пробелам примыкает ряд кодов, образованных клетками числом от трех (3) до десяти (10), показанных крупным планом в разрезе на ФИГ. 18 и по отдельности на ФИГ. 19А, с образованием фонового кода. Тиснение может быть выполнено посредством шипов или зубьев, расположенных в матрице с квадратными клетками. Может быть выбран шаг менее 0.5 мм, чтобы коды были малозаметны человеческому глазу и имели большее сходство с декоративной полосой. Кроме того, глубина тиснения фонового кода 150 на материале 112 может быть меньше, чем глубина тиснения декоративного тисненого рисунка 160, чтобы сделать коды еще менее заметными и обнаружимыми, чем декоративные тисненые рисунки. Фоновый код 150 может представлять собой группу, состоящую из одного и того же кода, но изменяемого путем создания представления по меньшей мере одного из следующего: исходного кода, зеркально-отображенного кода, перевернутого кода и перевернутого зеркально-отображенного кода, так, чтобы два непосредственно соседних кода фонового кода 150 не имели один и тот же внешний вид.
(96) Для создания видимости случайного расположения фонового кода, базовый код на ФИГ. 19А может быть расположен сплошным рядом по линии, но со случайным чередованием четырех или более разных вариантов его представления, в том числе - исходного представления базового кода, перевернутого представления базового кода, зеркально-отображенного представления базового кода и перевернутой зеркально-отображенной версии базового кода, как раскрыто на ФИГ. 19 В.
(97) На ФИГ. 20 изображена схема тиснения, схожая со схемой на ФИГ. 18, за исключением того, что вместо тиснения двух тонких полос фонового кода 150 на упаковочном материале 112, выполнено тиснение дифракционного рисунка 151, при этом дифракционный рисунок может по меньшей мере частично представлять собой комбинацию тисненого кода, например, фонового кода как такового, ряда одномерных штрихкодов, ряда двумерных матричных кодов. Дифракционный рисунок 151 также быть расположен в виде двух тонких полос, при этом кодовый рисунок может повторяться, и показан крупным планом в разрезе на ФИГ. 20. Например, для создания дифракционного рисунка, шаг дифракции для разных типов света, например, ультрафиолетового (УФ) света, света ближнего инфракрасного диапазона (БИК) или видимого света, может быть выбран из диапазона от 300 нм до 5 мкм, при этом глубина тиснения может быть выбрана из диапазона от 100 нм до 1 мкм.
(98) ФИГ. 21 изображает пример тисненого материала или пленки 312 с декоративным тиснением для изображения логотипа, в данном случае символически представленным словом «логотип», в качестве декоративного тисненого рисунка 360 и кодовым рисунком 350 в виде дифракционного рисунка, расположенного с повтором. Благодаря этому, коды, представленные в кодовом рисунке 350, не будут заметны человеческому глазу и будут казаться просто более тонкой тисненой декоративной структурой в пределах логотипа, например, создающей эффект сатинирования.
(99) Согласно другому аспекту настоящего изобретения, предложены способ и устройство для считывания тисненого кода за счет применения множества источников бокового или косого освещения. Способ и устройство для считывания тисненого кода раскрыты на примерах ФИГ. 22А - 22Е, изображающих различные виды сбоку в поперечном разрезе и виды сверху тисненого материала 212. ФИГ. 22А изображает вид сбоку в поперечном разрезе и вид сверху тисненого материала 212, например, картонной упаковки для табачной или пищевой продукции, с выполненной на нем тисненой структурой 230, представляющей собой закодированную информацию. Тисненая структура 230 включает в себя множество выступов 232. В раскрытом примере выступы 232 расположены и выстроены в ряд в продольном направлении или направлении у материала 212, а также расположены и выстроены в ряд в поперечном направлении или направлении х материала 212 с образованием сетки.
(100) Далее, поверх тисненой структуры 230 материала 212 помещают устройство 200 считывания кода. Показано, что устройство 200 считывания кода содержит проем 267 для считывания и освещения, включающий в себя множество, в качестве неограничивающего примера - четыре (4), источников 262, 264, 266, 268 освещения, при этом источник 262 освещения выполнен с возможностью создания светового луча L1 в направлении у или в продольном направлении материала 212, источник 264 освещения выполнен с возможностью создания светового луча L2 в обратном направлении у, источник 266 освещения выполнен с возможностью создания светового луча L3 в направлении х или поперечном направлении, а источник 268 освещения выполнен с возможностью создания светового луча L4 в обратном направлении х или поперечном направлении. Контроллер, могущий входить в состав устройства 200 считывания кода, выполнен с возможностью выборочного включения или выключения световых лучей L1 - L4 в соответствующих источниках 262, 264, 266, 268 освещения. Также предложена рамка 271, 273, обеспечивающая возможность размещения устройства 200 считывания кода с прилеганием поверх тисненого материала 212.
(101) Для каждого светового луча L1 - L4 освещения из источников 262, 264, 266, 268 освещения, будет создана теневая картина РТ1, РТ2, РТ3 и РТ4 на верхней поверхности материала 212, так как выступы 232 будут затенять каждый косой световой луч. Создание теневых картин РТ1 - РТ4 возможно даже при очень малых выступах, сформированных тиснением. Длина отдельной тени, измеренная в направлении прохождения света светового луча L1 - L4, дополнительно содержит информацию о высоте соответствующей тисненой клетки. Можно осуществить захват теневых картин РТ1, РТ2, РТ3 и РТ4 в качестве изображений, и, с помощью алгоритма обработки изображения, реконструировать исходный тисненый код, считать и извлечь закодированную информацию кода, например, с помощью обработчика данных устройства считывания кода или внешнего устройства, соединенного с устройством 200 считывания кода, например, смартфона, планшета, портативного компьютера, настольного компьютера.
(102) Например, на основе захваченных изображений спроецированных теневых картин РТ1, РТ2, РТ3 и РТ4, к каждой теневой картине по очереди можно применить алгоритм выделения контуров для выделения контуров тисненой структуры на противоположном конце по направлению освещения светового луча L1, L2, L3 и L4. Объединив выделенные контуры, можно вычислить замкнутый контур локально для каждой тисненой структуры. И наконец, в самом простом случае двоичного кодирования, можно сформировать расчетное представление выделенного изображения кодового рисунка путем заполнения указанного замкнутого контура и, тем самым, создания черно-белого изображения двумерного кода. Затем можно проанализировать черно-белое представление данных тисненого кода с помощью алгоритма распознавания рисунка для считывания кода и извлечения закодированной информации.
(103) Также можно применить многоуровневые способы кодирования путем учета переменной длины проекции тени тисненых опознавательных знаков разной высоты. В этом случае применяемое кодирование необходимо осуществлять с соблюдением граничных условий так, чтобы проекции теней переменной длины обладали свойством, позволяющим определять высоту тисненых опознавательных знаков по отдельности, используя разные направления освещения проецируемым светом, например, с помощью простых геометрических расчетов. Вместо черно-белых изображений возможно создание изображений с многоуровневой шкалой полутонов, представляющих расчетную высоту тисненых признаков. Далее можно извлекать исходно закодированную информацию с помощью алгоритмов программного декодирования.
(104) Устройство 200 считывания кода также содержит линзу 252, предпочтительно - макросъемочный объектив, и устройство 254 формирования сигнала изображения, и, совместно с линзой 252, захватывает поле обзора, включающее в себя тисненую структуру 230 с возможностью просмотра всех выступов 232 структуры 230. В одном из вариантов, устройство 200 считывания кода само по себе не содержит устройство 254 формирования сигнала изображения, и выполнено с возможностью прикрепления к формирующей сигнал изображения части смартфона или планшета, а также с возможностью подключения к смартфону или планшету для получения электроэнергии, например, через порт универсальной последовательной шины (USB). Освещением устройства 200 считывания кода, а также процессом захвата изображения формирователем сигнала изображения, содержащимся в смартфоне или планшете, можно управлять с помощью прикладной программы, работающей на смартфоне, планшете или в устройстве обработки данных иного типа. В указанном приложении также могут быть реализованы функции обработки изображений и данных с возможностью реконструкции исходного кода из теневых картин РТ1, РТ2, РТ3 и РТ4 и извлечения закодированной информации.
(105) ФИГ. 23А и 23В изображают вид сбоку в поперечном разрезе пуансонно-матричной тиснильной структуры и вид сверху положительных и отрицательных выступов с по существу постоянным зазором между пуансонными положительными выступами 1102 и соответствующими матричными отрицательными выступами 1103, при этом данная структура выполнена с возможностью тиснения комбинированного тисненого рисунка на упаковочном материале 12 согласно другому аспекту настоящего изобретения. Указанные выступы могут представлять собой тиснильные структуры тиснильного устройства 10, 20, например, тиснильные валы Р5, М5 на ФИГ. 6 или тиснильные пресс-формы Р10, М10 на ФИГ. 13. ФИГ. 23А изображает вид в разрезе в месте обжима между двумя валами 1100, 1101, например, первым валом 1100 и вторым, опорным, валом 1101, при этом указанные два вала расположены так, что положительные выступы 1102 первого вала 1100 находятся в положении для тиснения напротив отрицательных выступов 1103 второго вала 1101, при этом отрицательные выступы 1103 первого вала 1100 находятся в положении для тиснения напротив положительного выступа 1103 второго вала 1101. На ФИГ. 23А зазор 1104 между первым и вторым валами 1100, 1101 заполнен тиснимым упаковочным материалом 12, 112, 212, 312, давая представление о конечной толщине тиснимого фольгового материала. На ФИГ. 23 В показано, что специальные поверхности положительных выступов 1102 представляют собой квадраты с длиной стороны Х1, а специальные поверхности отрицательных выступов 1103 представляют собой квадраты с длиной 1104 стороны, с соблюдением уравнения Х1 < V1. Значение Х1 намеренно принято меньшим, чем значение V1, для учета конкретной толщины упаковочного материала 12, 112, 212, 312 и обеспечения сплошного и беззазорного стыка выступов первого вала 1100 с выступами второго вала 1101.
(106) На ФИГ. 23А пунктирной линией 1105 также показан средний уровень поверхности первого вала 1100. Высота положительного выступа 1102, измеренная от пунктирной линии 1105, равна глубине отрицательного выступа 1103, измеренной от пунктирной линии 1105. Сумма указанных здесь высоты и глубины обычно составляет порядка 40 мкм, что аналогично толщине несжатого упаковочного материала 12, 112, 212, 312, подлежащего тиснению, и соответствует средней ширине зазора WA, отделяющего соответствующие поверхности отрицательных выступов 1103, обозначенные Х2.
(107) ФИГ. 23В изображает вид сверху шахматообразной схемы расположения положительных и отрицательных выступов 1102 и 1103 на поверхности первого вала 1100. Для большего удобства чтения фигуры, показано только по одному (1) положительному 1102 и отрицательному 1103 выступу с соответствующей специальной поверхностью, т.е. квадратными поверхностями со значением стороны Х1 и V1 соответственно. В результате тиснения тиснильными структурами на ФИГ. 23А и 23В, тисненый упаковочный материал 12, 112, 212, 312 содержит пирамидальные структуры с усеченной вершиной. Поэтому, при проецировании света на поверхности упаковочного материала 12, 112, 212, 312, содержащего такие тисненые структуры, интенсивность отражаемого света будет обычно меньше, чем в случае поверхности со структурами, тиснеными по форме полной пирамиды, благодаря чему такие тисненые рисунки, например, комбинированный тисненый рисунок 30, менее заметны человеческому глазу.
(108) На ФИГ. 23С, изображающем вид в поперечном разрезе в зазоре для тиснения или обжима или в положении наибольшей близости между двумя валами 1100, 1101, зазор между верхней поверхностью выступов 1102.1, 1103.1 первого вала 1100 и между нижней поверхностью выступов 1102.2,1103.2 второго вала 1101 является переменным. В направлении Y имеет место постоянный зазор или зазор W1 для обжима на участках В, F, обращенных к усеченной вершине Х1 положительных выступов 1102, и постоянный зазор или зазор W2 для обжима между участками, где наклонные боковые стенки D, Н выступов 1102, 1103 обращены друг к другу. Это значит, что на участках, где выступы являются плоскими, параллельных направлению х или параллельных оси вращения валов, ширина W1 зазора постоянна. Ширина W2 зазора шире, чем ширина W1 зазора. Кроме того, на участках А, С, Е, G между плоской частью выступа и наклонной частью соответствующего выступа, вдоль зазора Х4 по направлению х, ширина зазора изменяется от W1 до W2 или от W2 до W1. Средняя толщина или ширина WG зазора для обжима лежит в диапазоне от W1 до W2 и по существу соответствует толщине необработанного и не подвергнутого тиснению упаковочного материала 312 толщиной WA, как схематически показано слева на ФИГ. 23С. Средняя ширина указана между двумя пунктирными линиями, обозначающими среднюю высоту выступов каждого вала 1100, 1101.
(109) Кроме того, на ФИГ. 23С показано, что ширина W3 зазора между боковыми стенками положительного выступа и соответствующего отрицательного выступа, измеренная перпендикулярно указанным боковым стенкам, является по существу такой же, как ширина W1 зазора. Поскольку будет происходить тиснение упаковочного материала 312 при его пропускании через зазор, то зазор, через который проходит тиснимый материал, имеет по существу постоянную ширину, составляющую W1 между усеченными плоскими частями и W3 между боковыми стенками, будучи по существу равной толщине WA упаковочного материала 312. Иными словами, когда будет происходить тиснение упаковочного материала 312, осевая линия или участок упаковочного материала 312 будет соответствовать осевой линии ML, изображенной пунктирной линией на ФИГ. 23С, а зазор от осевой линии ML до боковых стенок положительных и отрицательных выступов 1102, 1103 будет по существу равен  , или
, или  , или
, или  .
.
(110) Такое структурное расположение положительных и отрицательных выступов 1102, 1103 на тиснильном устройстве обеспечивает по существу постоянную ширину зазора для тиснения или толщину W1, W3, а также то, что поверхность поперечного сечения положительного выступа 1102 первого вала обратно-конгруэнтна поверхности поперечного сечения соответствующего отрицательного выступа 1103 второго вала. Это обеспечивает возможность создания менее заметного тиснения на упаковочном материале 312, а также позволяет уменьшить напряжение материала 312 во время тиснения во избежание образования деформаций в упаковочном материале 312. Например, это позволяет уменьшить силы натяжения или напряжение при растяжении, воздействующие на пачечную бумагу или оберточный материал для табачных изделий, а также предотвратить разрыв материала или образование отверстий в нем. Кроме того, постоянная ширина зазора для тиснения или толщина W1, W3 учитывает не только толщину WA упаковочного материала 312, но и запас по толщине на шероховатость поверхности упаковочного материала 312, внутреннее структурное строение упаковочного материала 312, условия окружающей среды в процессе тиснения, могущие привести к изменению размера упаковочного материала из-за влажности и температуры, а также, если на упаковочный материал 312 была нанесена краска или иное покрытие до тиснения, постоянная ширина зазора для тиснения или толщина W1 также учитывает увеличение толщины за счет окраски или слоев покрытия. Она также может учитывать допуски на механическую обработку, обусловленные способом изготовления пуансонно-матричной тиснильной структуры.
(111) ФИГ. 24А изображает вид сверху, а ФИГ. 24В и 24С - виды в аксонометрии деталей поверхности тиснильной структуры с многогранными структурами, содержащими четыре грани, например, Р5, М5, Р10, М10 тиснильного устройства 10, 20, в котором положительные и отрицательные тиснильные выступы 2102, 2103 расположены с образованием углов усеченного октаэдра. Тиснильные зубья, шипы или структуры выполнены по форме неполного многогранника, причем частичный или неполный многогранник образует выступ, зуб или шип для тиснения, при этом обратно-конгруэнтный элемент частично или неполного многогранника образует соответствующий отрицательный выступ или паз. Вид в поперечном разрезе на ФИГ. 23С мог бы быть видом в поперечном разрезе по линии CL1 многогранной структуры на ФИГ. 24А. Данная тиснильная структура представляет собой усеченные участки поверхности или плоские участки в форме квадрата для отрицательных выступов 2103, более крупные по сравнению с усеченными участками поверхности или плоскими участками, также в форме более мелкого квадрата, для положительных выступов 2102. Зазор для тиснения между валом 2100 или тиснильной пресс-формой и соответствующим тиснильным валом или пресс-формой образован в соответствии с общей толщиной не-тисненого упаковочного материала 12, а также с учетом шероховатости поверхности и структуры упаковочного материала 12, имеющих место даже до тиснения. Ширина зазора для тиснения также может быть рассчитана и образована в процессе производства с учетом толщины упаковочного материала 12 со слоем краски, нанесенным до процесса тиснения и увеличившим исходные параметры толщины упаковочного материала 12.
(112) В одном из вариантов тиснение на упаковочном материале 12 комбинированного тисненого рисунка 30, включающего в себя декоративный тисненый рисунок 60 и кодовый рисунок 50, можно осуществлять посредством тиснильной структуры другого типа, как раскрыто на примерах ФИГ. 24А-24С, с применением произвольных отклонений от обратно-конгруэнтной структуры пуансонно-матричной тиснильной структуры. Например, можно использовать комплект тиснильных валов, включающий в себя взаимодействующие друг с другом пуансонный штамповочный вал 5Р и матричный штамповочный вал 5М, при этом поверхность пуансонного штамповочного вала содержит текстурные элементы, при этом поверхность матричного штамповочного вала содержит текстурные элементы. Кроме того, текстурные элементы матричного штамповочного вала и текстурные элементы пуансонного штамповочного вала, соответствующие текстурным элементам матричного штамповочного вала, содержат намеренные отклонения, обеспечивающие отсутствие обратной конгруэнтности текстурного элемента матричного штамповочного вала и соответствующего ему текстурного элемента пуансонного штамповочного вала, при этом в число намеренных отклонений входят: (i) отклонение по углу между стороной текстурного элемента матричного штамповочного вала и соответствующей стороной текстурного элемента пуансонного штамповочного вала величиной до 20° включительно, и (ii) линейное отклонение между текстурным элементом матричного штамповочного вала и соответствующим текстурным элементом пуансонного штамповочного вала величиной свыше 15 мкм в осевом и радиальном направлениях. Кроме того, текстурные элементы пуансонного штамповочного вала, предназначенные для текстурных элементов матричного штамповочного вала, могут содержать грани, выполненные для повышения локального давления. Текстурные элементы также могут иметь структуру, выполненную с возможностью создания комбинированного тисненого рисунка 30 на упаковочном материале 12. Указанные тиснильные структуры и текстурные элементы раскрыты в Патенте США №9,636,885, во всей полноте включенном в настоящий документ посредством отсылки.
(113) В одном из вариантов тиснение на упаковочном материале 12 комбинированного тисненого рисунка 30, включающего в себя декоративный тисненый рисунок 60 и кодовый рисунок 50, можно осуществлять посредством тиснильной структуры другого типа, как раскрыто на примерах ФИГ. 24А-24С, содержащей светорассеивающие элементы на по меньшей мере одной из следующих поверхностей: боковой поверхности, нижней поверхности и верхней поверхность структурного элемента. Это обеспечивает возможность тиснения по меньшей мере кодового рисунка 50 комбинированного тисненого рисунка 30 в виде таких светорассеивающих элементов, при этом декоративный тисненый рисунок 60 может быть выполнен в виде структурного элемента. Например, по меньшей мере один структурный элемент из соответствующих структурных элементов пары взаимодействующих валов, включающей в себя матричный тиснильный вал М5 и пуансонные тиснильные валы Р5, содержит по меньшей мере одну из следующих поверхностей: нижняя поверхность, верхняя поверхность и боковая поверхность, со светорассеивающими элементами или светорассеивающие элементы в непосредственной близости от такой поверхности, при этом высота (Н) светорассеивающих элементов может составлять от 10 мкм до 150 мкм, а ширина основания составляет по меньшей мере 10 мкм, при этом светорассеивающие элементы являются частью структуры для формирования кодового рисунка 50. Кроме того, глубина или высота структурных элементов, образующих структуру для декоративного тисненого рисунка 60, составляет от 25 мкм до 400 мкм. Указанные тиснильные структуры и текстурные элементы раскрыты в международной патентной публикации № WO 2017/108516, содержание которой во всей полноте включено в настоящий документ посредством отсылки.
(114) ФИГ. 25 изображает схематический вид в поперечном разрезе устройства 400 для считывания и декодирования дифракционного кодового рисунка 450 из комбинированного тисненого рисунка 430, включающего в себя декоративный тисненый рисунок 460 изделия 420, например, без каких-либо ограничений, табачного изделия. Считывающее устройство 400 состоит из наружного кожуха 494 с гнездом 492 для вмещения части изделия 420, снабженного комбинированным тисненым рисунком 430 с дифракционным кодовым рисунком 450 и декоративным тисненым рисунком 460. Гнездо 492 может быть сконструировано с возможностью вставки изделия 420 в гнездо с прилеганием по диаметру гнезда 492 так, чтобы по меньшей мере часть дифракционного кодового рисунка 450 могла быть расположена напротив светового проема 496, расположенного в боковой стенке 490 гнезда 492. Изделие 420 также может быть введено внутрь гнезда 492 до упирания конца изделия 420 в нижнюю стенку 498 гнезда 492. Устройство освещения, выполненное в виде источника 478 когерентного или частично-когерентного света, например, диодного лазера, включающее в себя оптические устройства 474, расположено с возможностью испускания когерентного светового луча L5, например, лазерного излучения, в направлении вставки изделия 420. Зеркало 464, расположенное на кожухе 494, перенаправляет световой луч L5 с возможностью прохождения светового луча через визуализационный проем 496 для освещения комбинированного тисненого рисунка 460 изделия 420. Дифракционный кодовый рисунок 450 как таковой может быть выполнен в виде фонового кода или быть выполнен в нескольких местах на изделии 420 для создания избыточной информации с возможностью ее незатрудненного освещения световым лучом L5, например, так, чтобы по меньшей мере один отдельный код дифракционного кодового рисунка 450 было освещен световым лучом L5.
(115) На боковых стенках светового проема 496 расположены два или более оптических датчиков 466 под непрямым углом так, чтобы они были обращены к месту расположения комбинированного тисненого рисунка 460, для фиксации дифрагированного света DB5, образованного в результате дифракции светового луча дифракционным кодовым рисунком 450 комбинированного тисненого рисунка 430. Оптические датчики 466 и устройство 478 освещения функционально связаны с контроллером 454, выполненным с возможностью включения и выключения освещения, с последующим сбором и обработкой данных от оптических датчиков 466, что обеспечивает возможность считывания и декодирования кода, встроенного в дифракционный рисунок 450 комбинированного тисненого рисунка 430. Например, после того, как изделие 420 будет вставлено в гнездо 492, можно включить освещение. Это позволяет удостовериться в подлинности дифракционного рисунка 450 комбинированного тисненого рисунка 430 на цилиндрической поверхности изделия 420.
(116) На ФИГ. 25 изображено изделие 420 с комбинированным тисненым рисунком 430, расположенным по окружности изделия 420, например, табачного изделия цилиндрической формы. При этом, без отступления от объема настоящего варианта осуществления, изделие 420 также может быть выполнено в любой форме, например, параллелепипеда, квадрата, полосы, в округлой или иной форме, при этом комбинированный тисненый рисунок 430 может быть нанесен только на одну сторону или на несколько сторон упаковки изделия, или на само изделие, без нанесения по всей его окружности. Кроме того, несмотря на то, что показанное гнездо 492 имеет подковообразное поперечное сечение, гнездо 492 может быть выполнено в другой форме и иметь другое расположение без отступления от объема изобретения. Например, визуализационный проем 496 также может быть расположен на поверхности устройства 400 без создания специального гнезда 492 для вмещения изделия 420.
(117) Кроме того, контроллер 454 считывающего устройства 460 может быть функционально связан с компьютером, например, персональным компьютером, дорожным компьютером, компьютером системы Макинтош и т.п., например, посредством кабеля 472 и штепсельного разъема 476, например, без каких-либо ограничений, разъема универсальной последовательной шины (USB), по беспроводной связи, например, без каких-либо ограничений, через интерфейс беспроводной связи по технологии «Bluetooth». Таким образом, изделие 420 можно применять в качестве считывающего устройства или периферийного устройства системы удостоверения подлинности изделий.
(118) Несмотря на то, что изобретение было раскрыто на примерах некоторых предпочтительных вариантов осуществления, возможны многочисленные модификации, переделки и изменения указанных вариантов, а также эквивалентные варианты без отступления от сущности и объема изобретения. В связи с этим подразумевается, что изобретение не ограничено раскрытыми вариантами осуществления, а его толкование должно быть максимально расширительным, насколько это обосновано содержанием прилагаемой формулы изобретения.
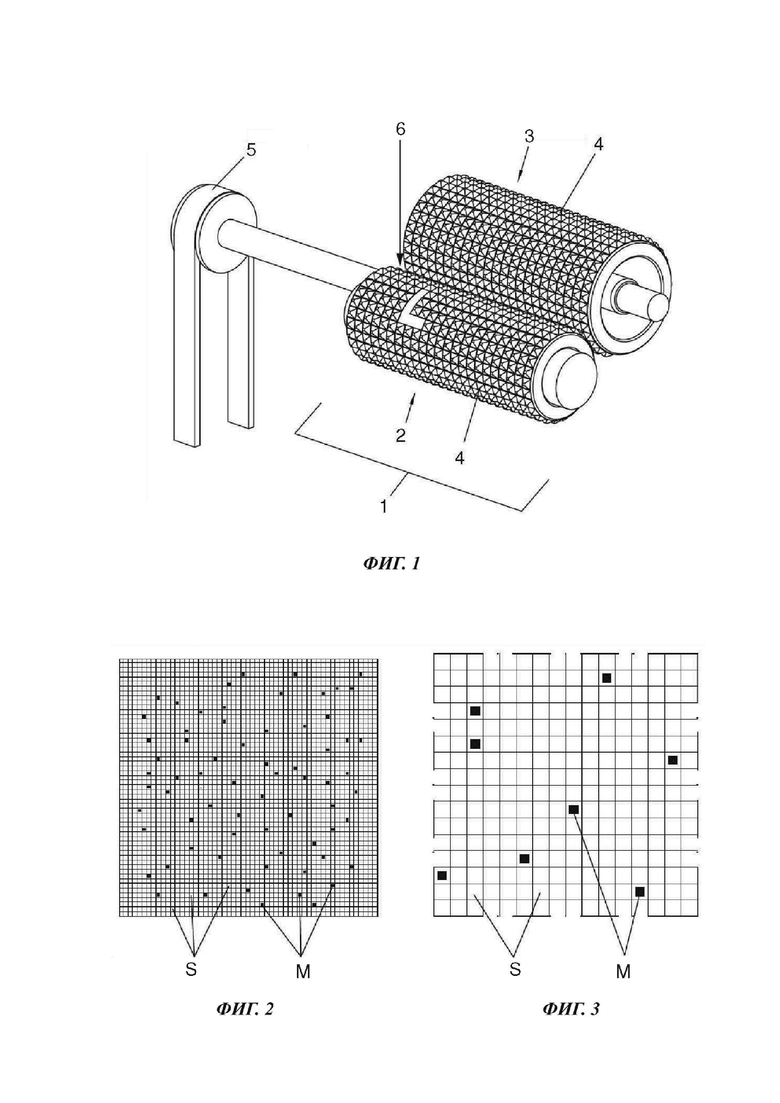
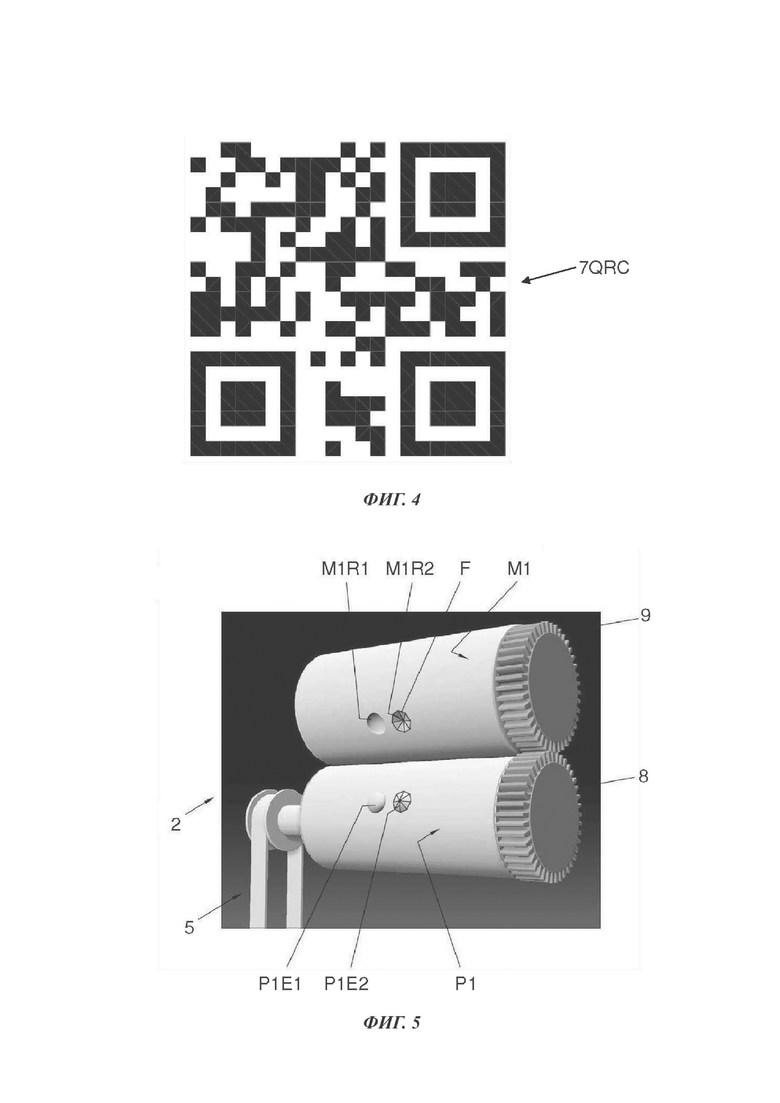
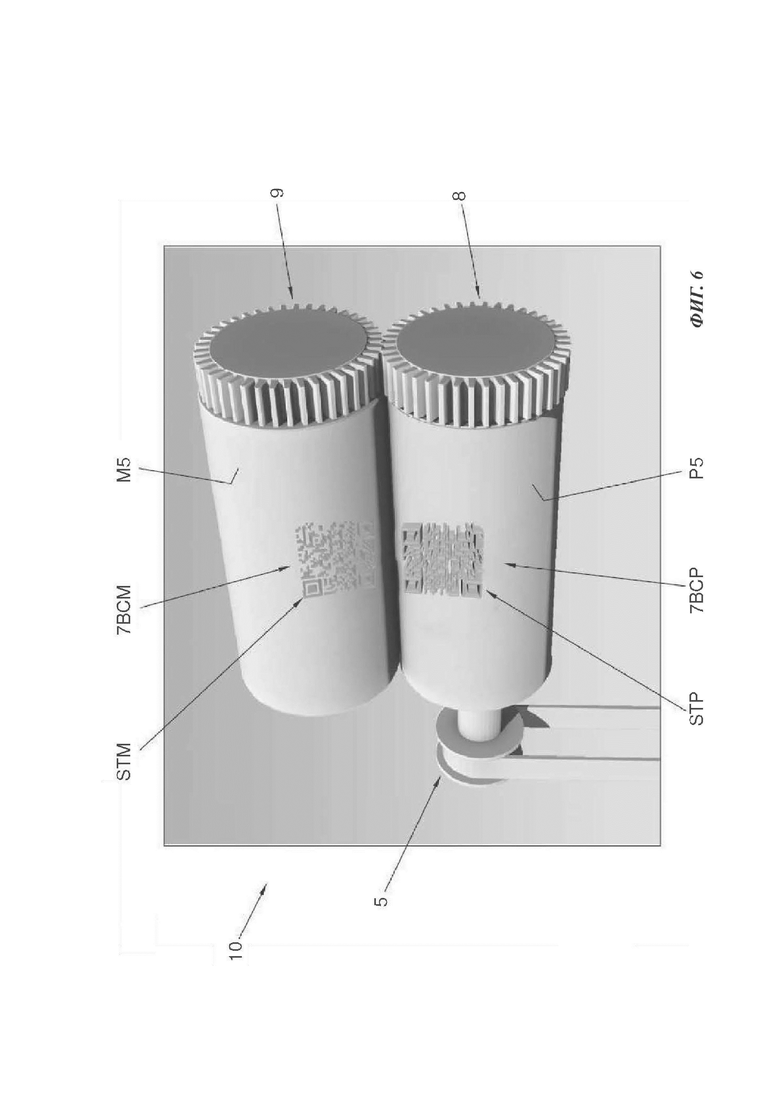
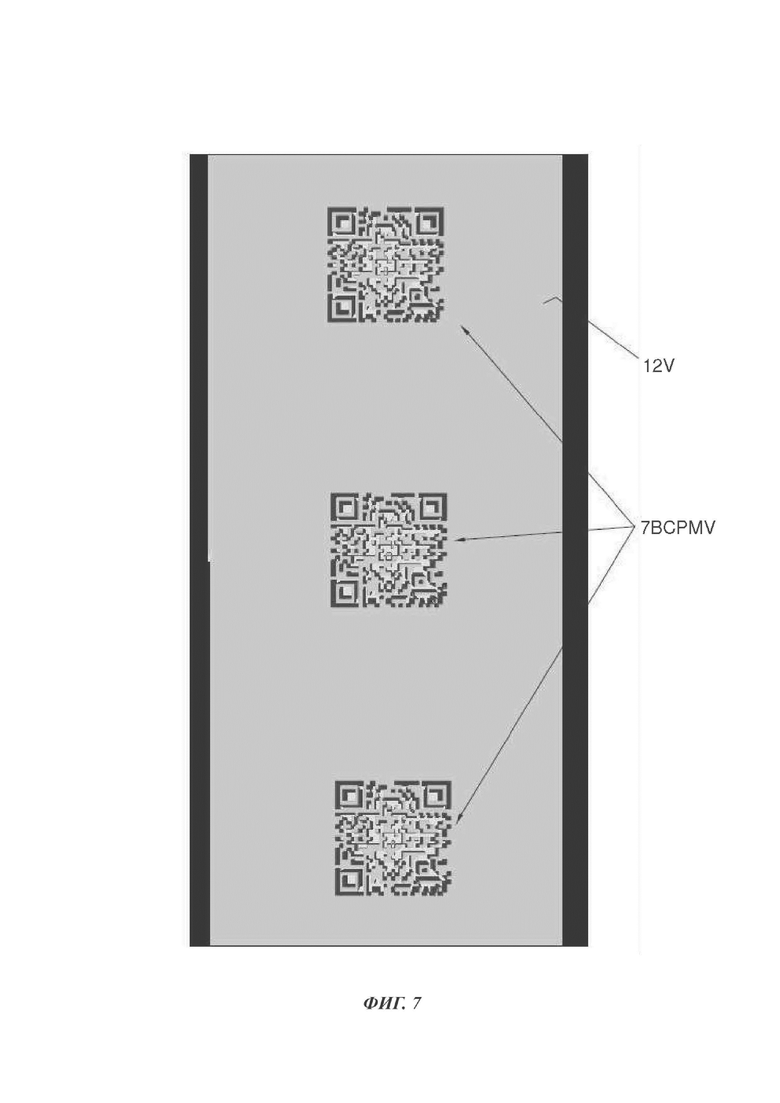
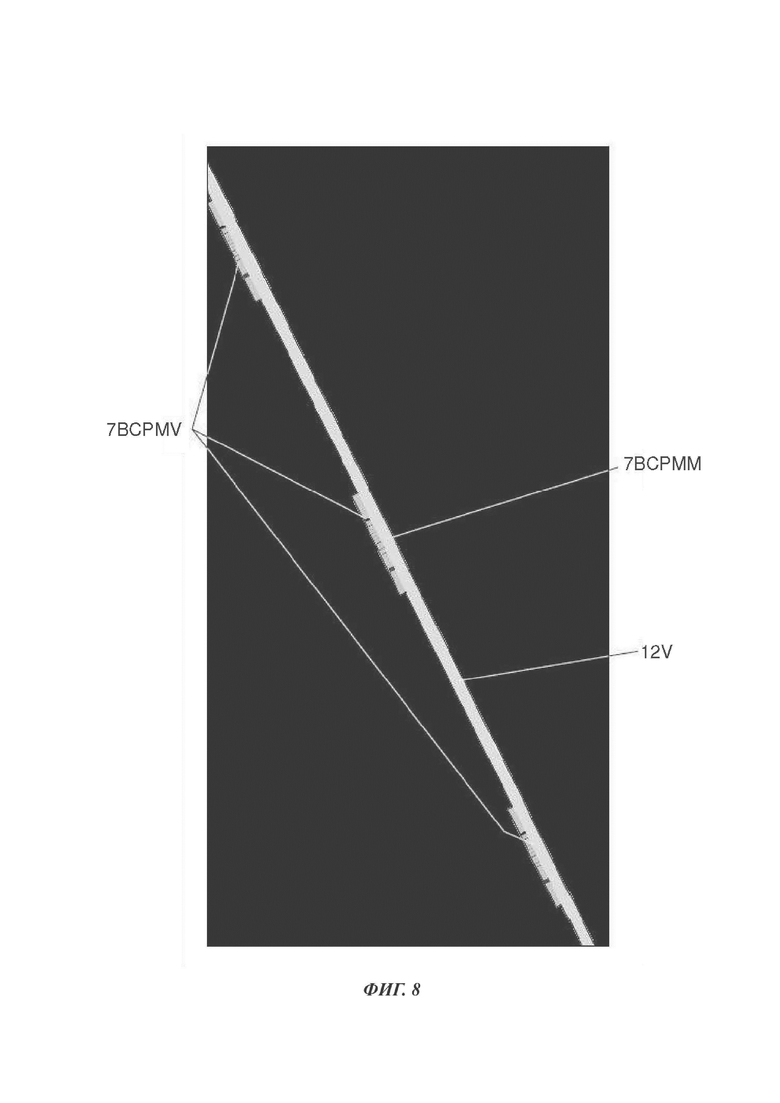
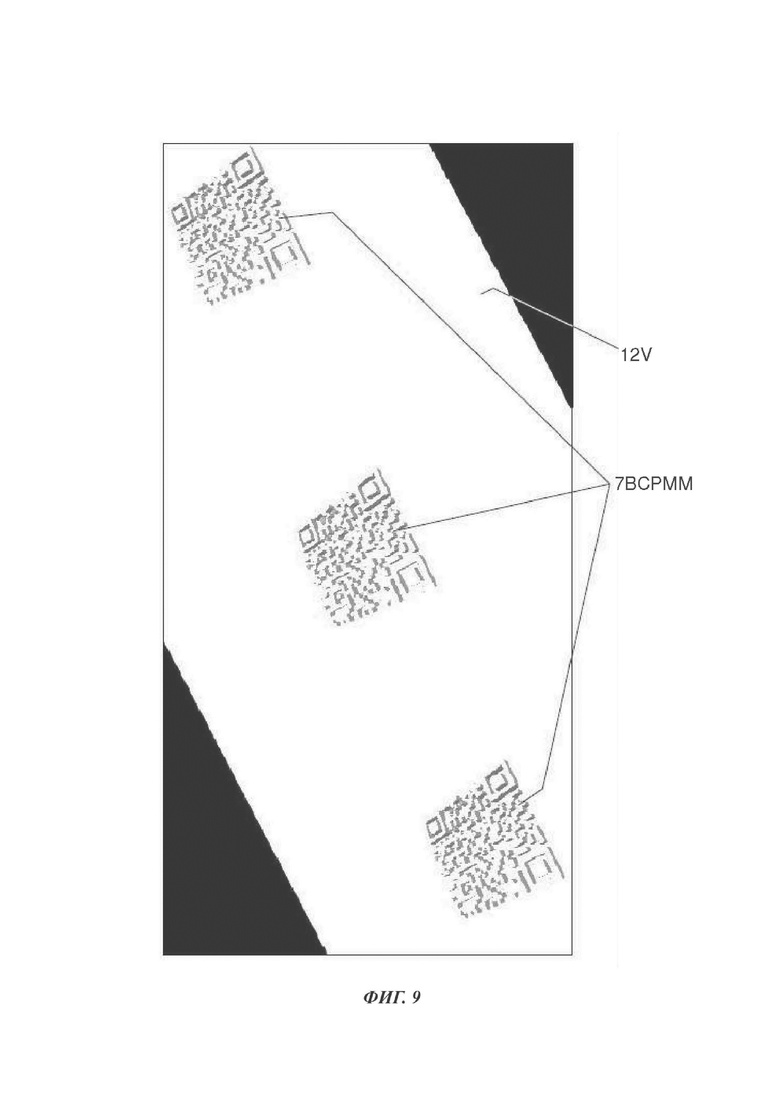
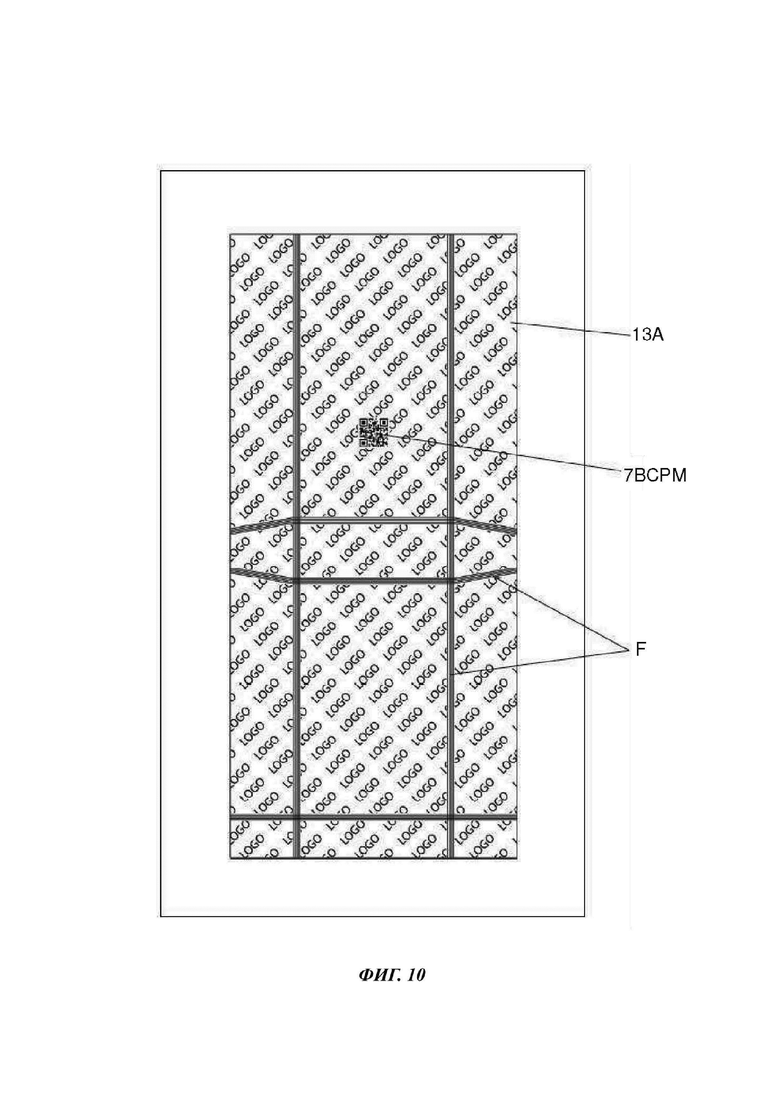
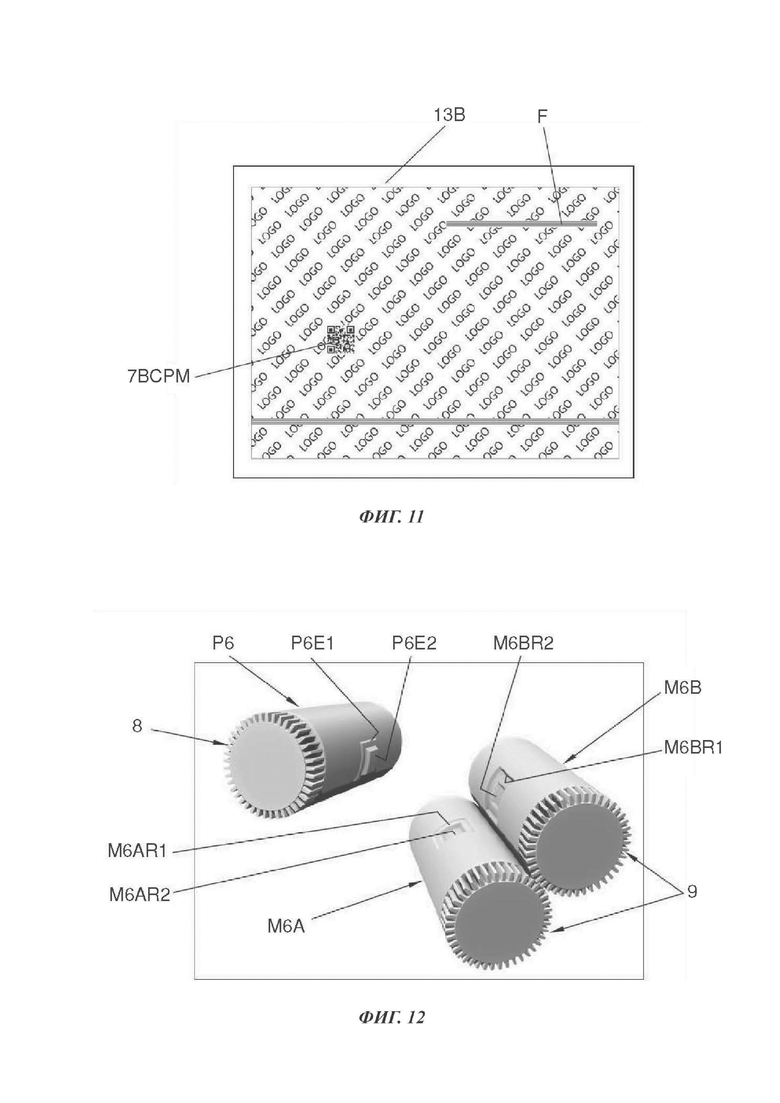
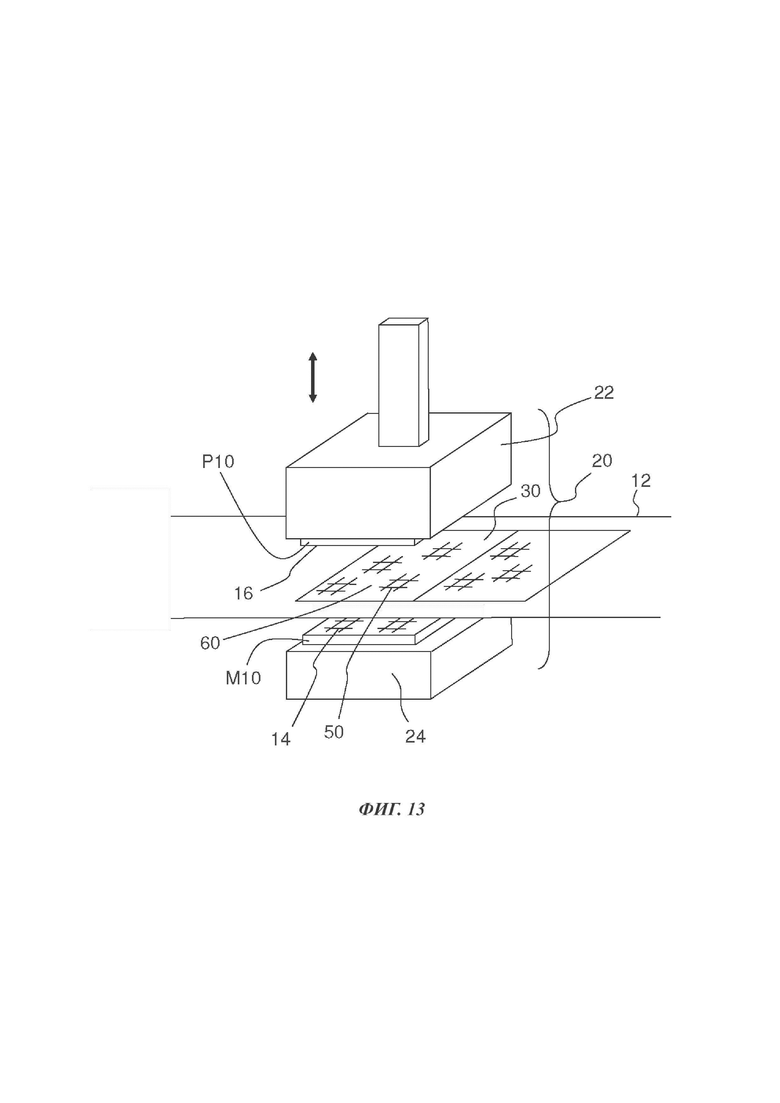
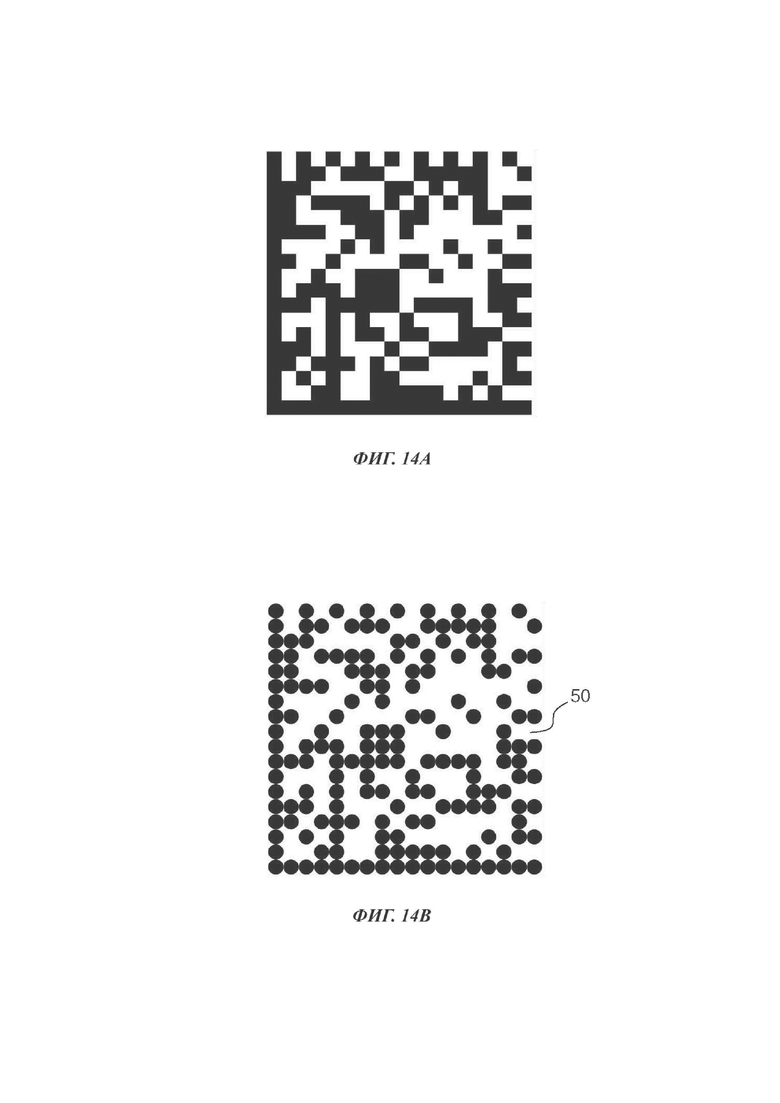
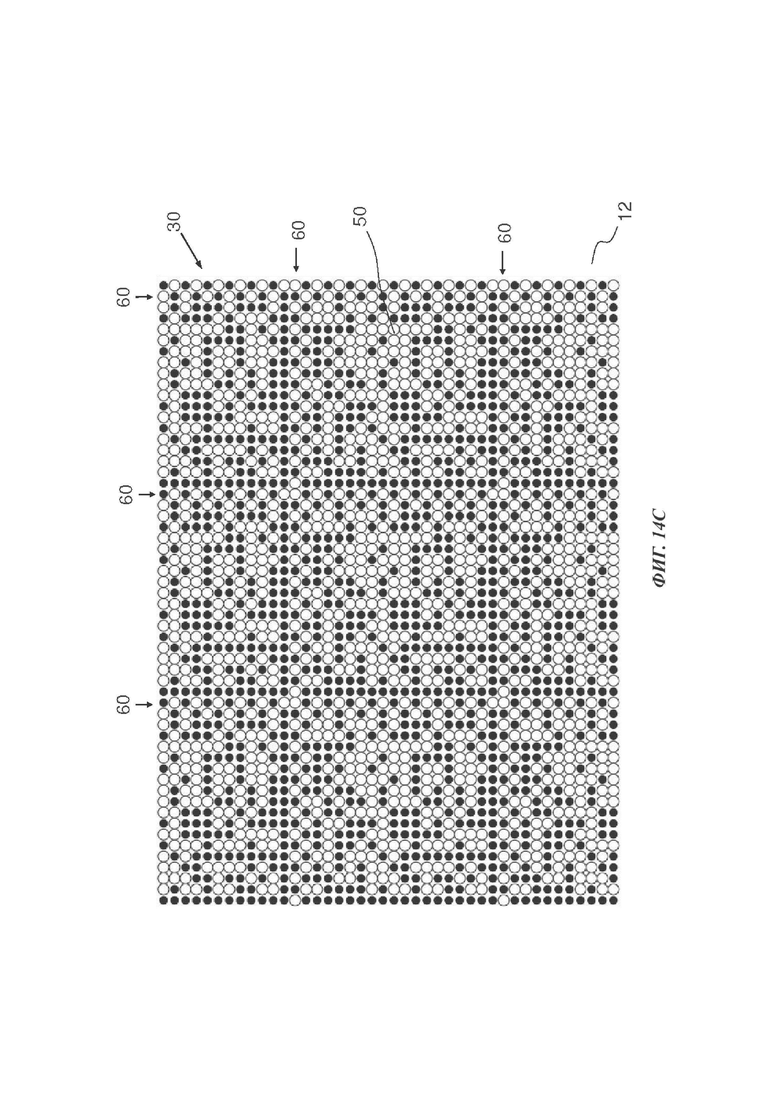
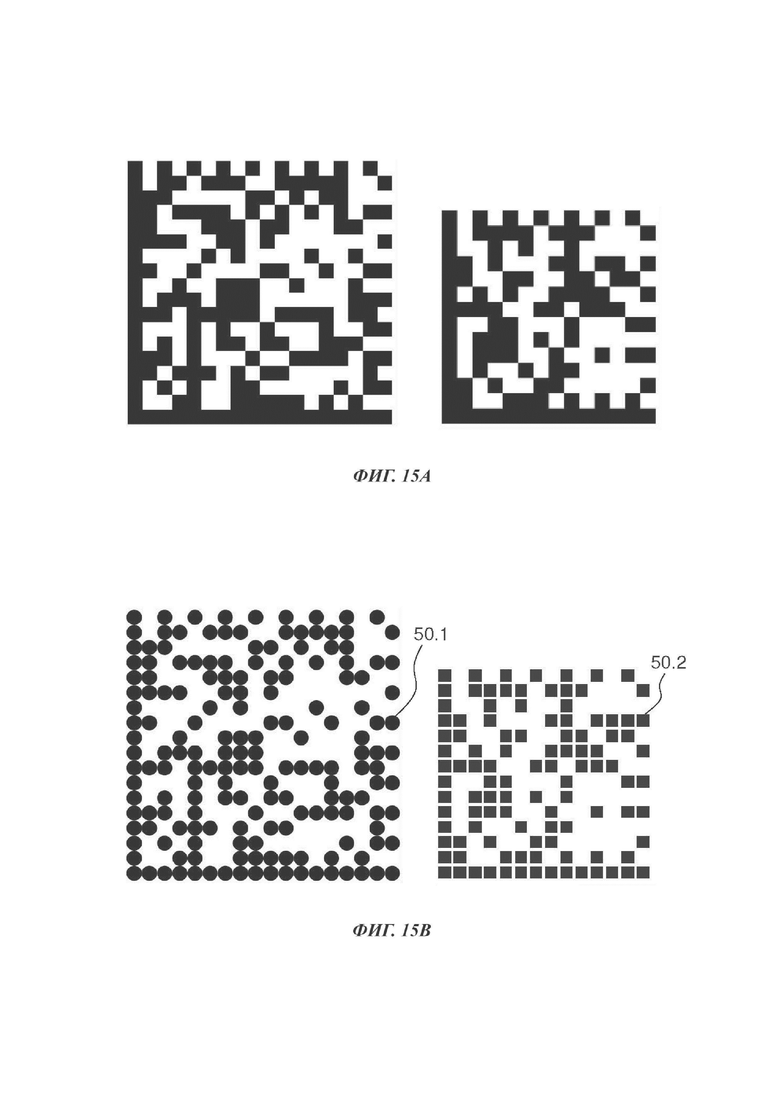
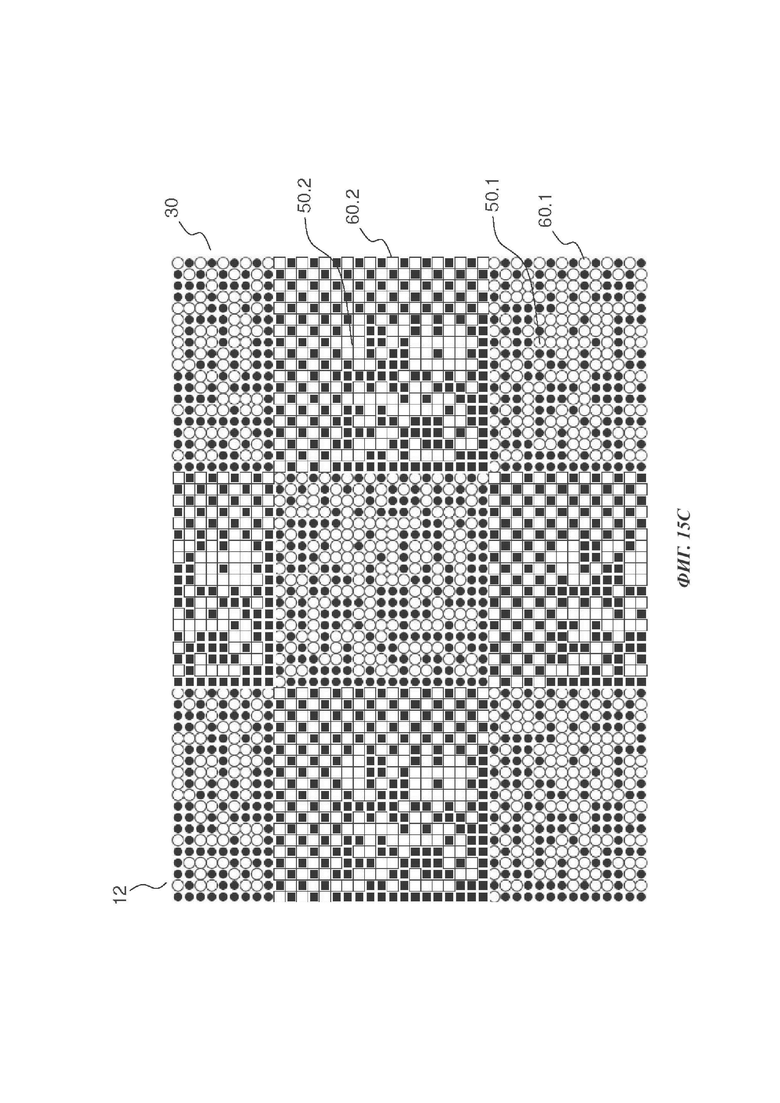
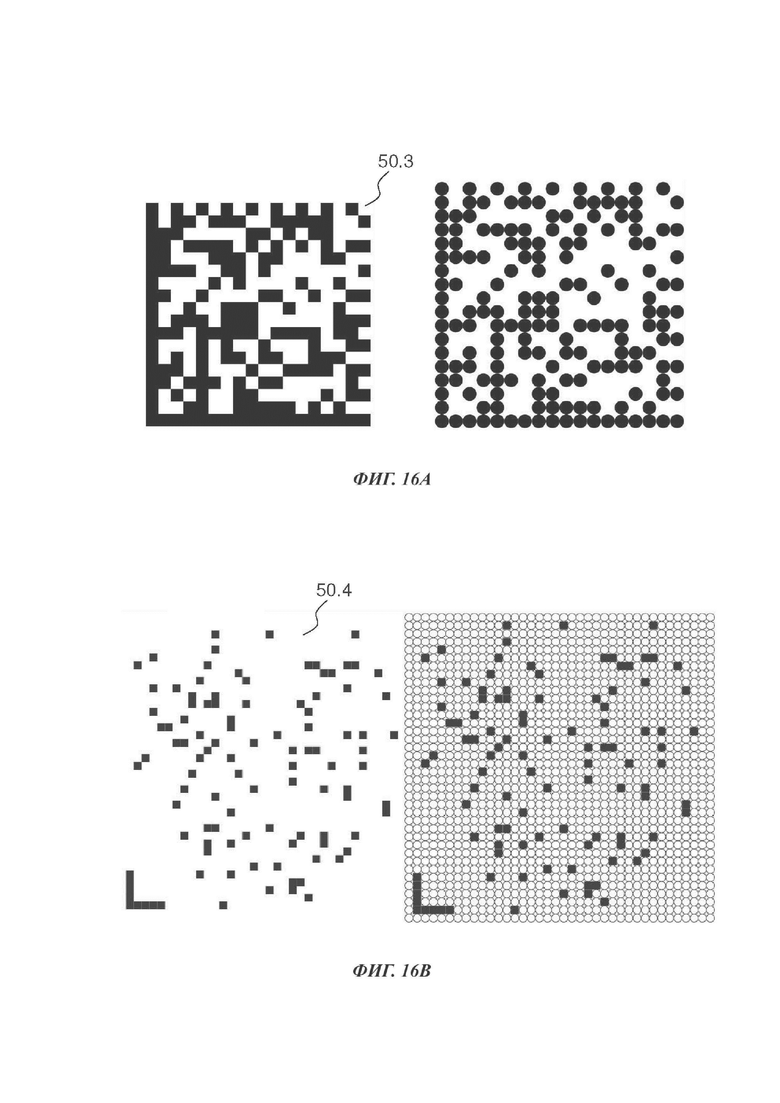
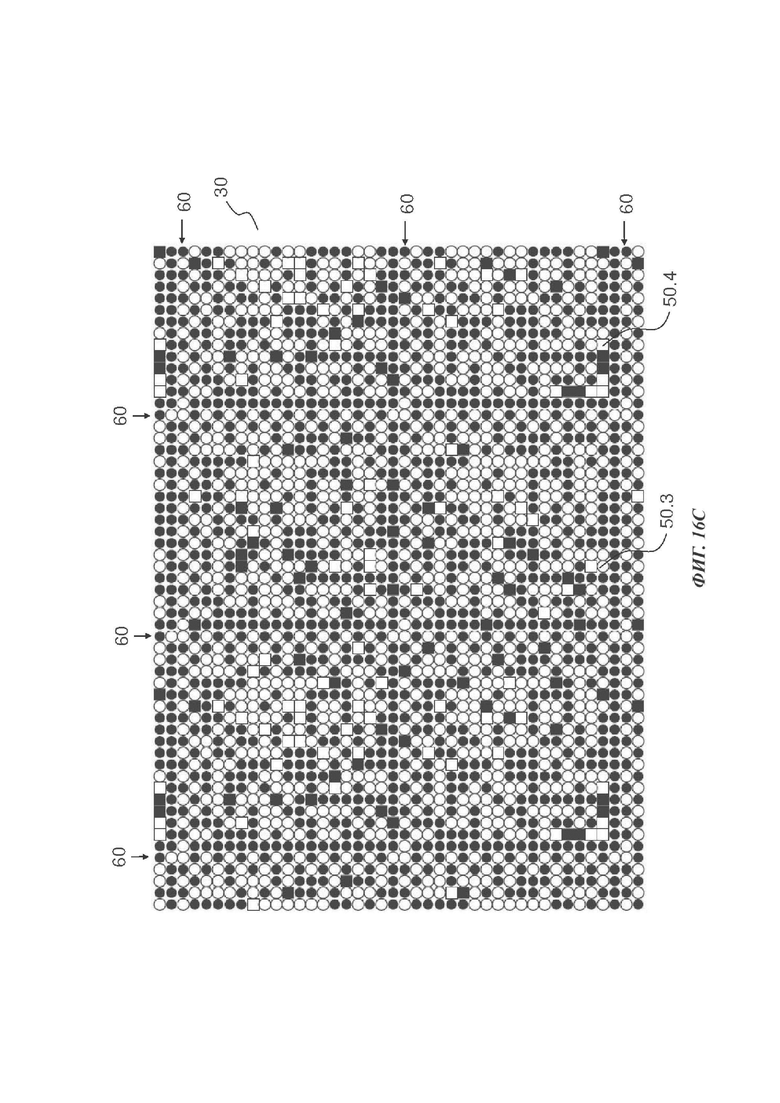
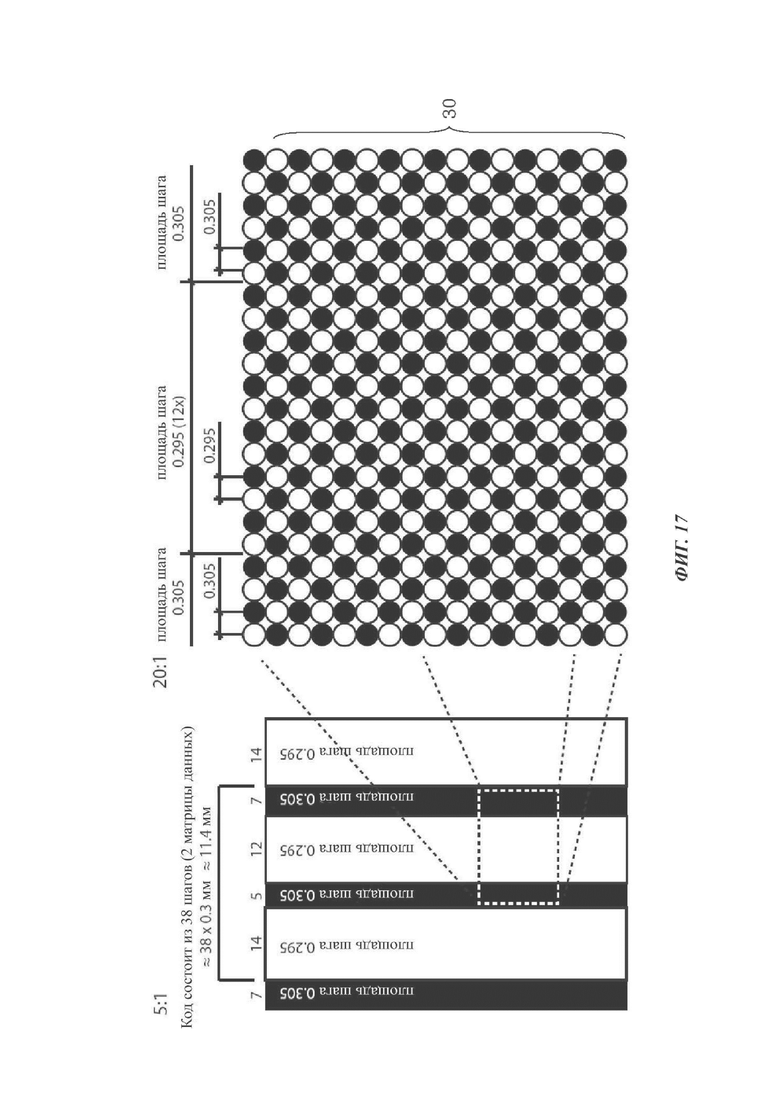
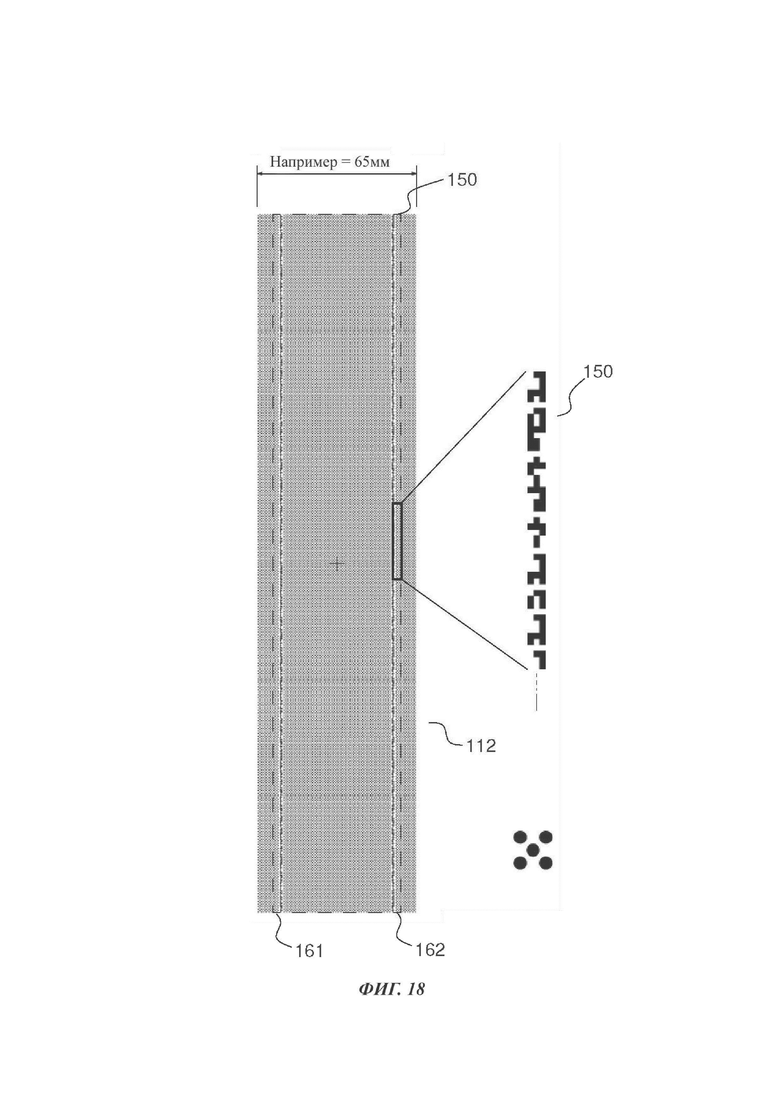
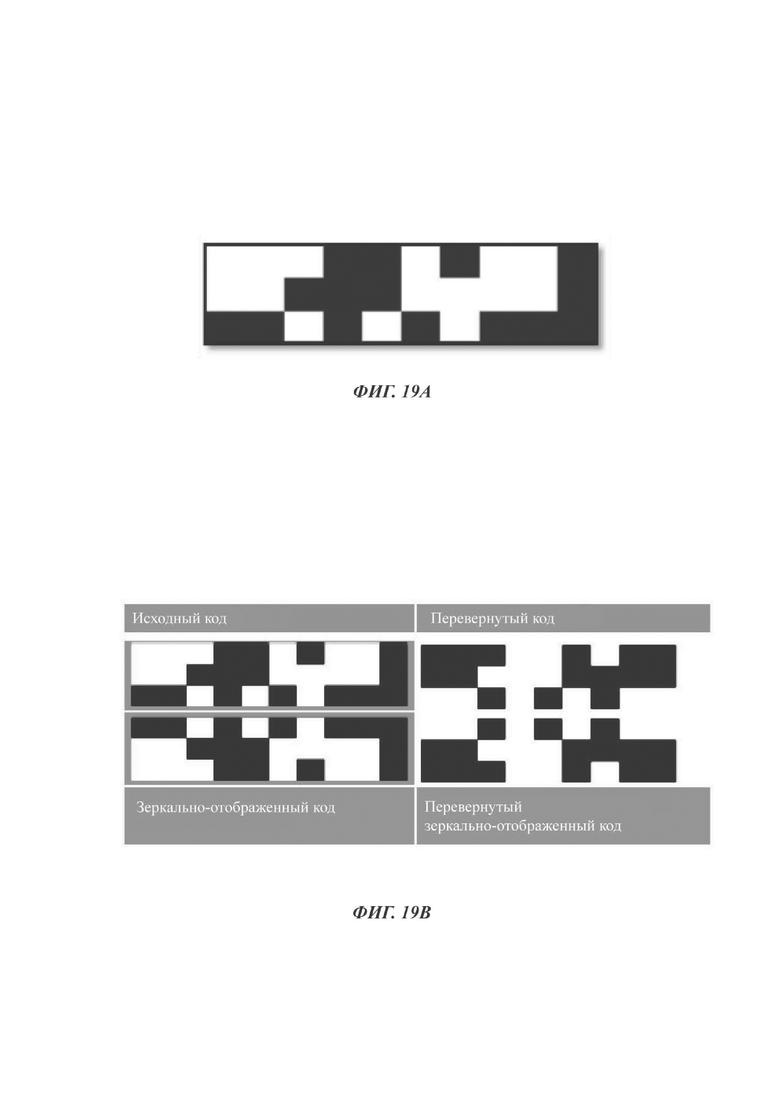
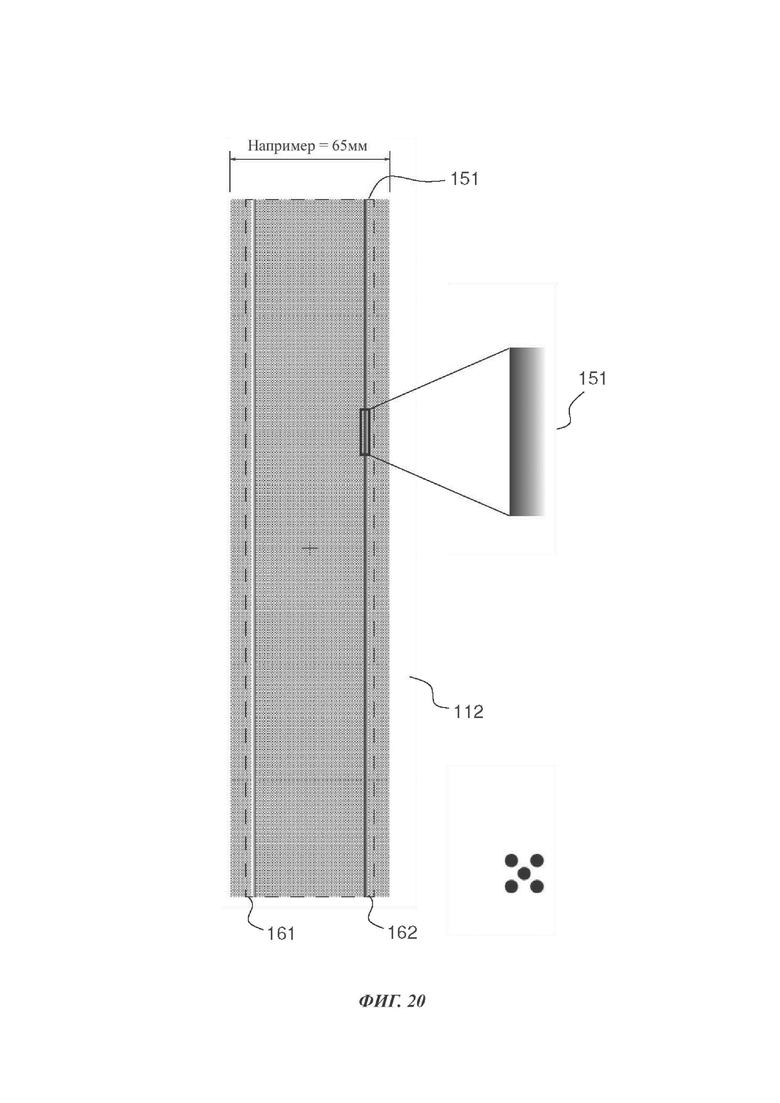
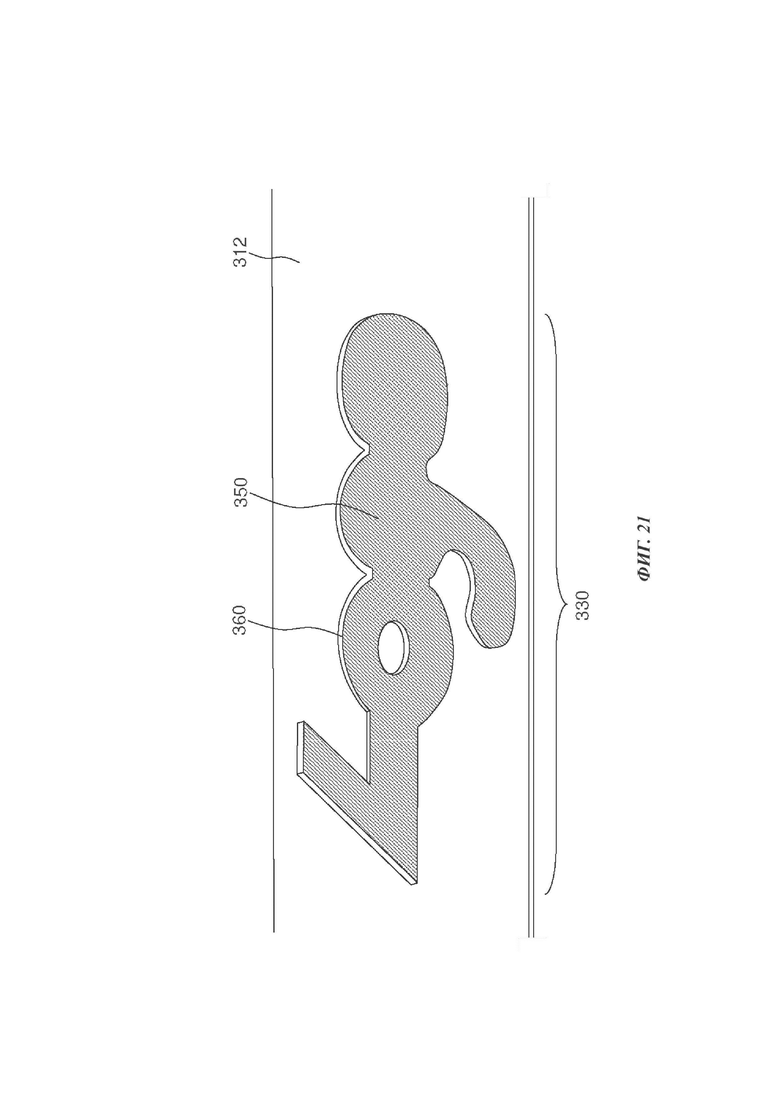
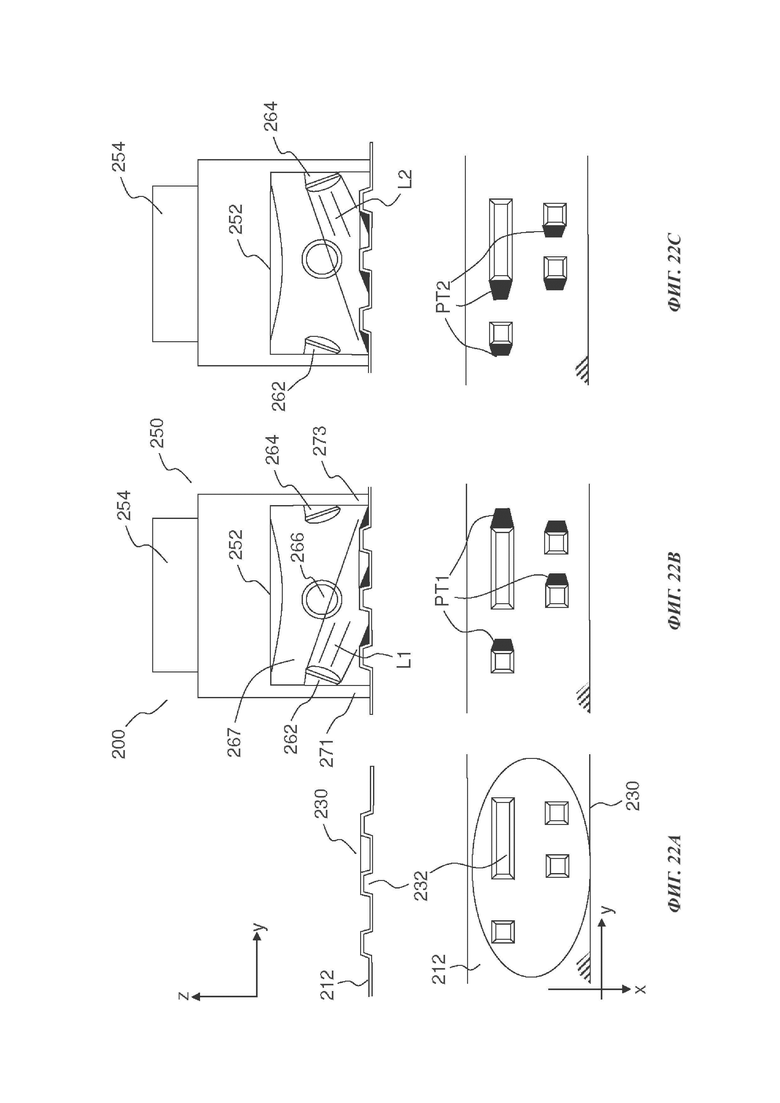
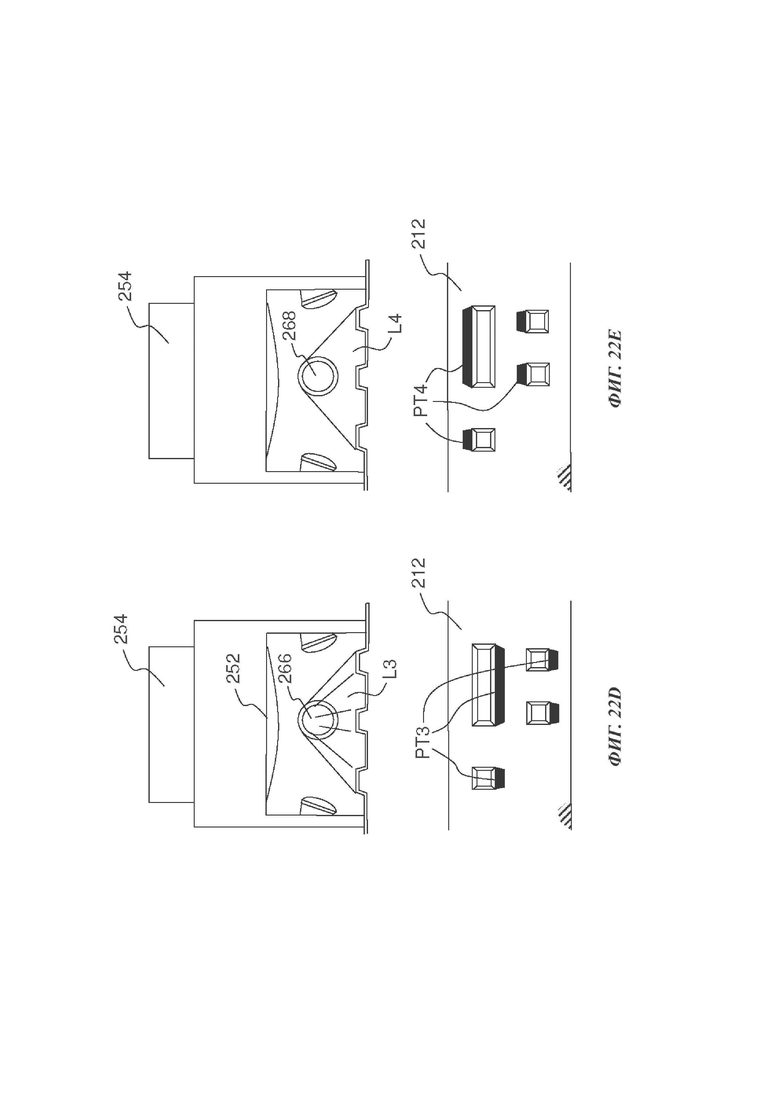
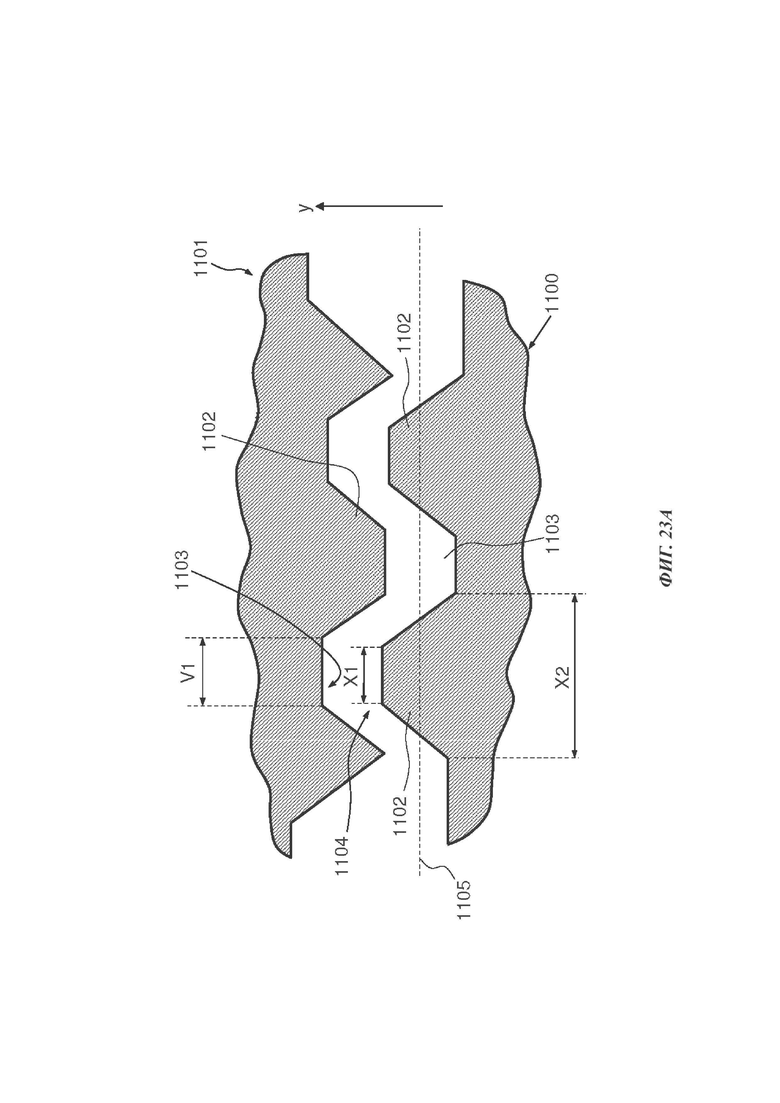
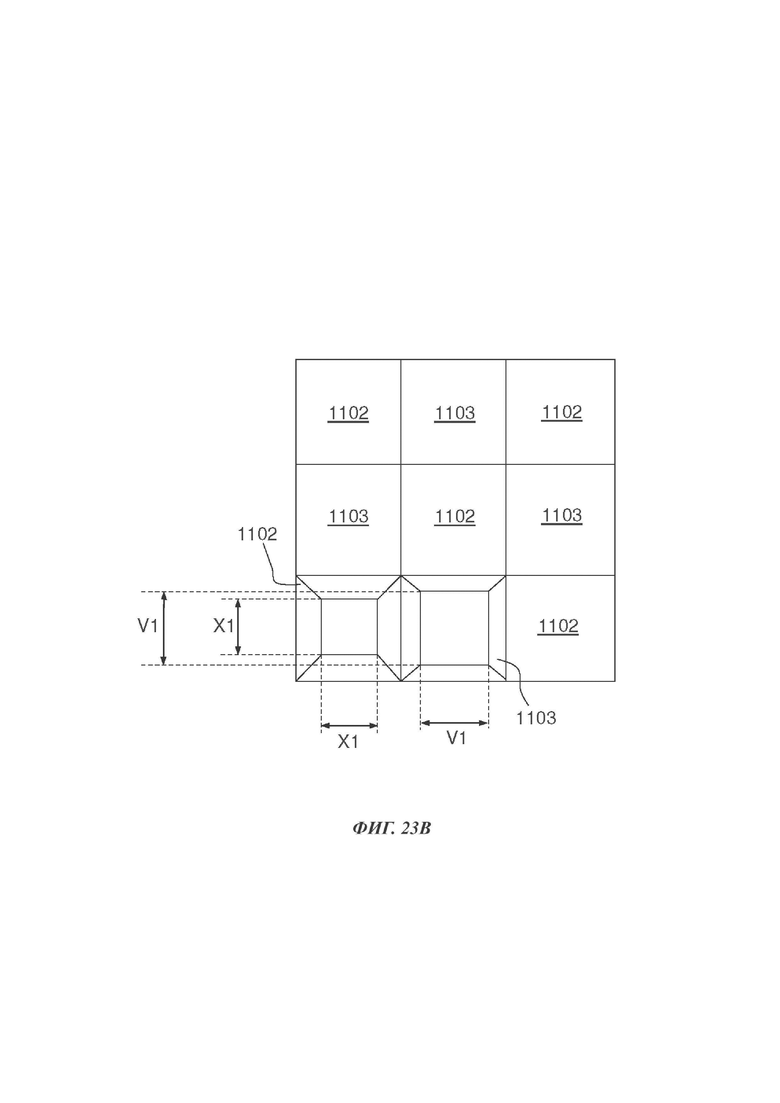
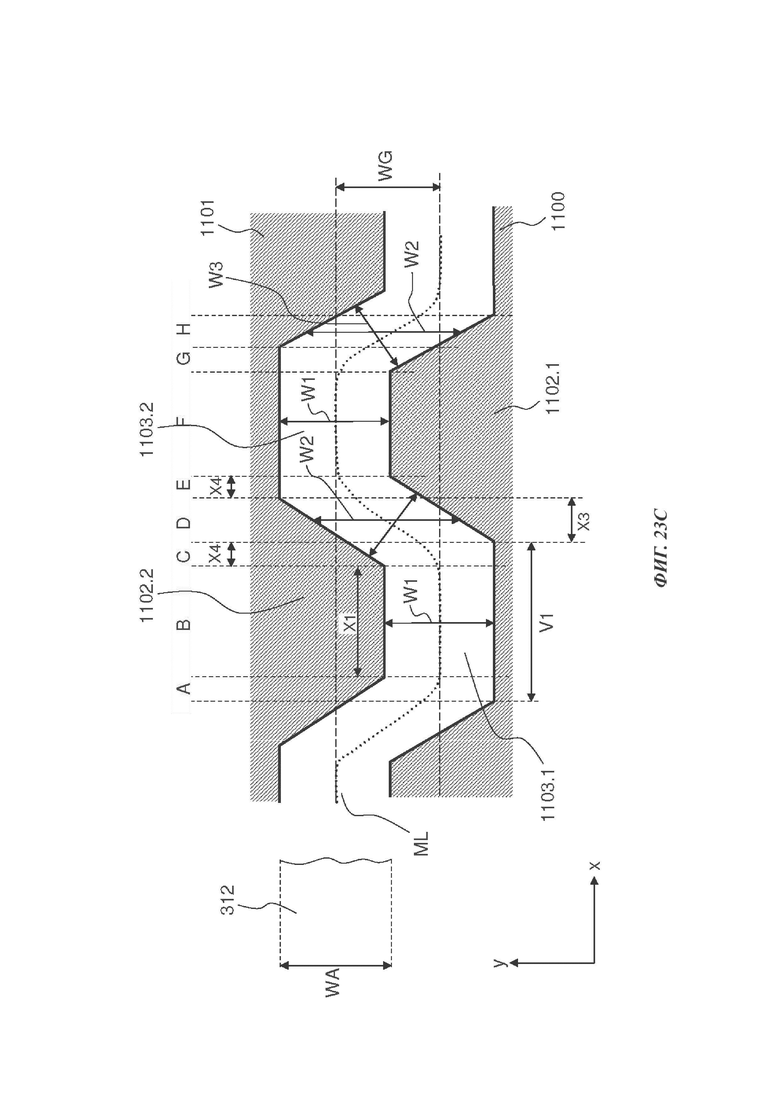
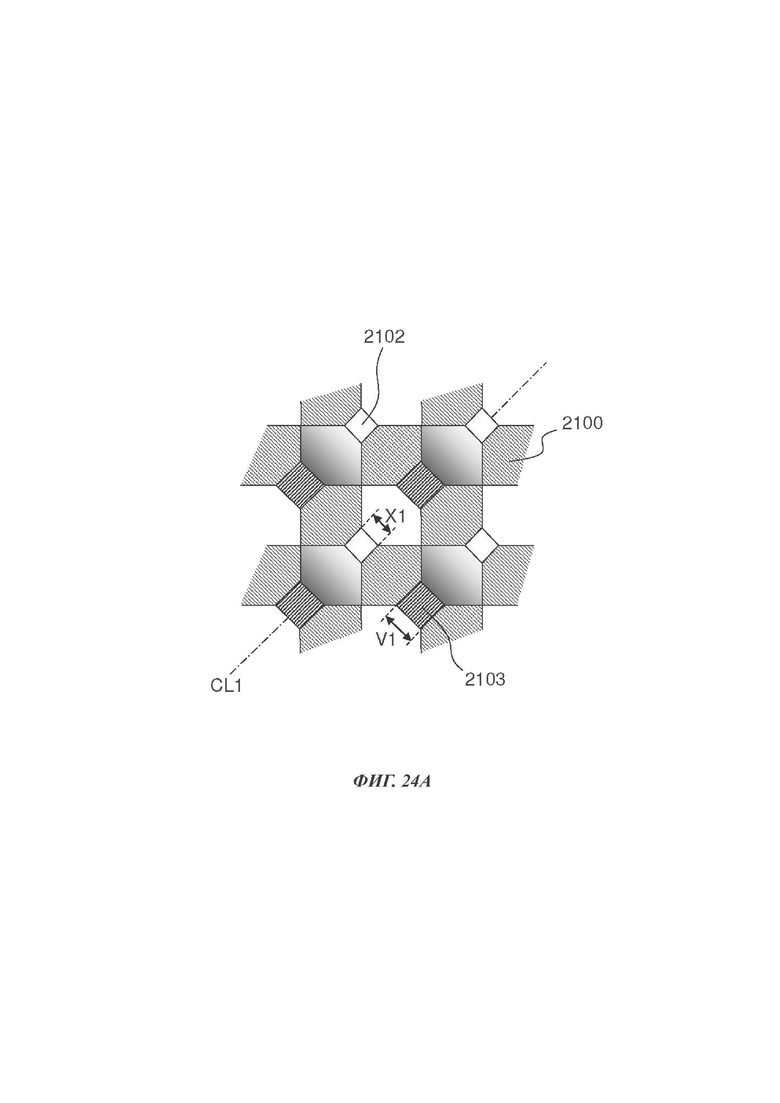
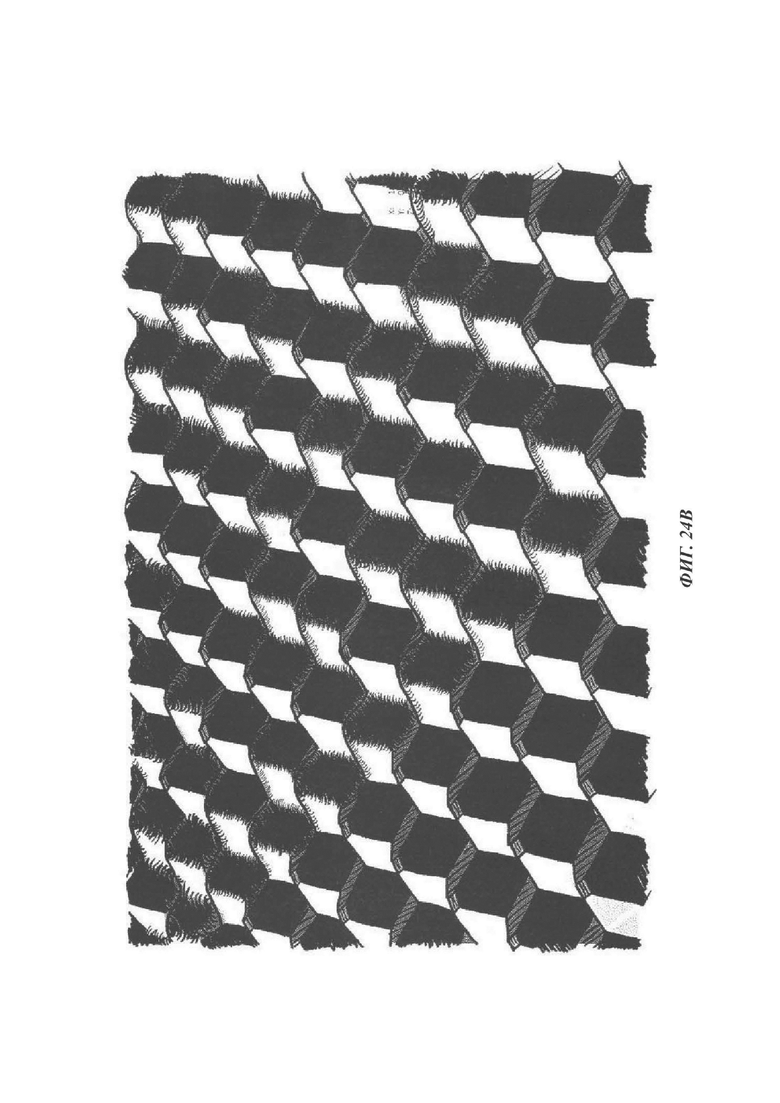
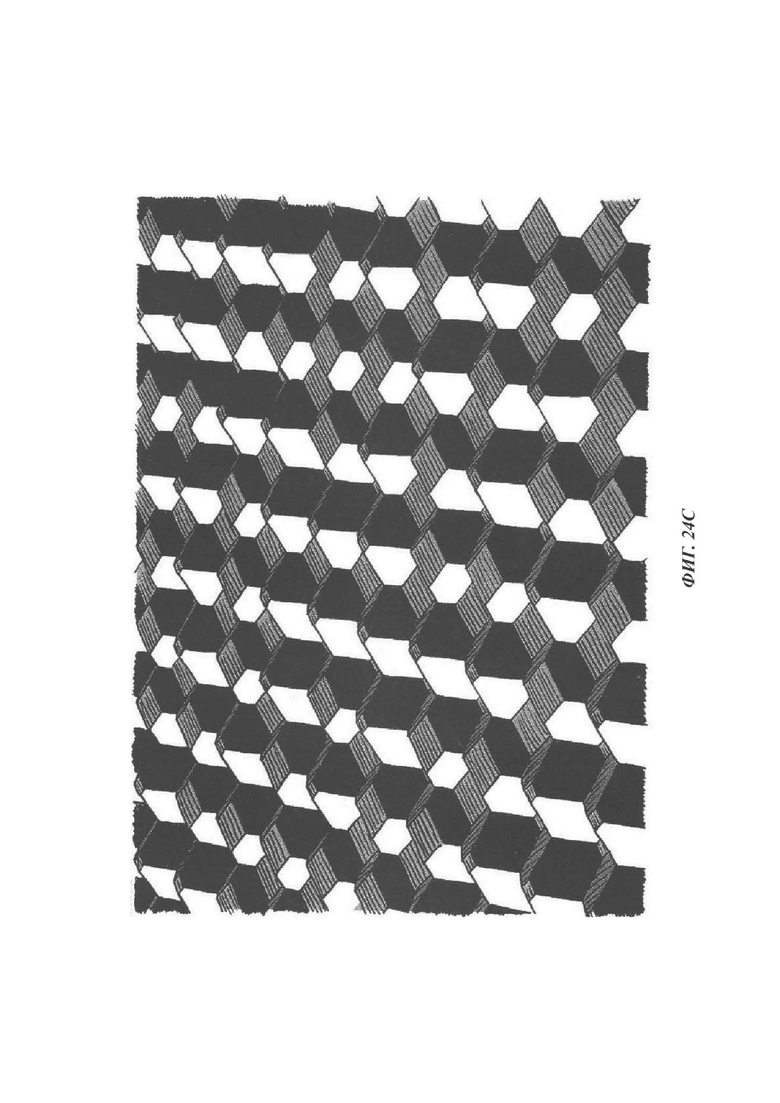
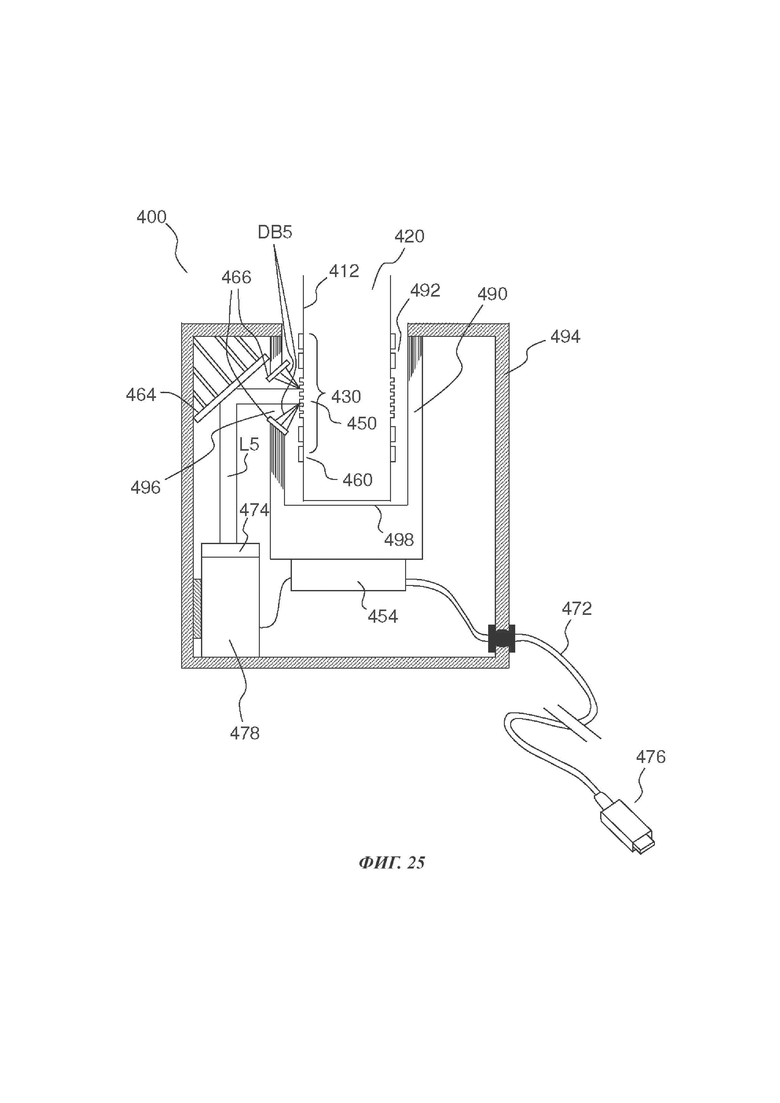
Настоящее изобретение относится к тиснильным инструментам для упаковочного материала, например упаковочной фольги и бумаги, к нанесению кода на упаковочный материал путем тиснения, а также к способам и устройствам для считывания таких кодов. Тиснильный инструмент для тиснения комбинированного тисненого рисунка на упаковочном материале, причем этот комбинированный тисненый рисунок включает в себя декоративный тисненый рисунок и множество тисненых кодов, содержащий пуансонно-матричное тиснильное устройство с пуансоном и матрицей для взаимодействия друг с другом, имеющее тиснильные структуры, выполненные с возможностью создания комбинированного тисненого рисунка на упаковочном материале в зазоре для тиснения, причем указанные тиснильные структуры включают в себя первые структуры, представляющие указанное множество тисненых кодов, и вторые структуры, представляющие указанный декоративный тисненый рисунок, причем посредством тиснильных структур предусмотрена возможность создания указанных декоративного тисненого рисунка и множества тисненых кодов, которые расположены так, что множество тисненых кодов перекрывается или перемежается с декоративным тисненым рисунком в пределах участка поверхности, вследствие чего множество тисненых кодов является менее обнаружимым и заметным, чем декоративный тисненый рисунок, при этом указанные первые структуры тиснильных структур выполнены с возможностью формирования указанного множества тисненых кодов в виде матрицы на упаковочном материале. Технический результат заключается в создании способа и устройства для тиснения кодов и тисненых рисунков на упаковочном материале, например, помимо прочих, на упаковочной фольге, при этом указанные коды выполнены с возможностью кодирования идентификационной информации, удостоверения подлинности идентификационной информации, нанесенной на упаковочную фольгу посредством таких кодов с уменьшенной заметностью для человеческого глаза. 3 н. и 12 з.п. ф-лы, 40 ил.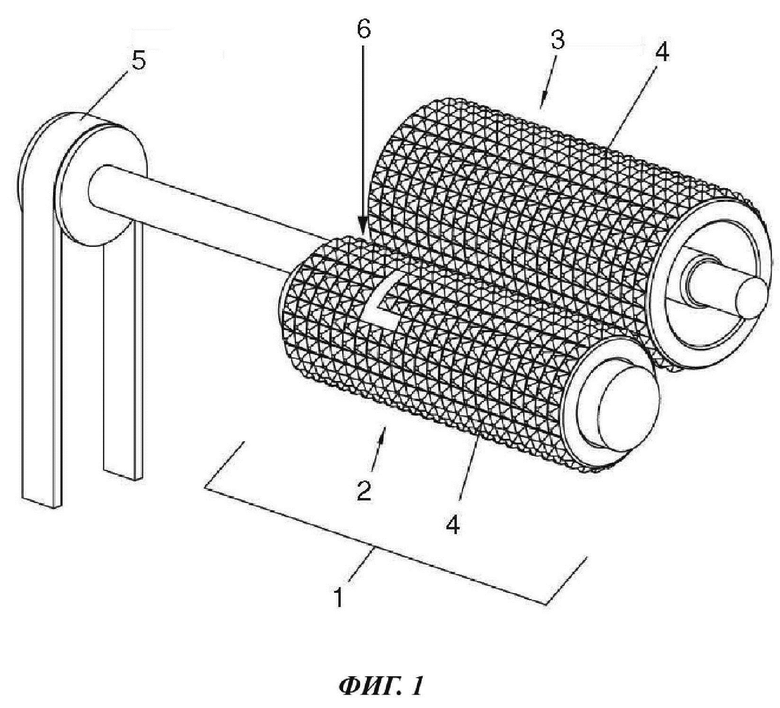
1. Тиснильный инструмент для тиснения комбинированного тисненого рисунка на упаковочном материале, причем этот комбинированный тисненый рисунок включает в себя декоративный тисненый рисунок и множество тисненых кодов, содержащий:
пуансонно-матричное тиснильное устройство с пуансоном и матрицей для взаимодействия друг с другом, имеющее тиснильные структуры, выполненные с возможностью создания комбинированного тисненого рисунка на упаковочном материале в зазоре для тиснения,
причем указанные тиснильные структуры включают в себя первые структуры, представляющие указанное множество тисненых кодов, и вторые структуры, представляющие указанный декоративный тисненый рисунок,
причем посредством тиснильных структур предусмотрена возможность создания указанных декоративного тисненого рисунка и множества тисненых кодов, которые расположены так, что множество тисненых кодов перекрывается или перемежается с декоративным тисненым рисунком в пределах участка поверхности, вследствие чего множество тисненых кодов является менее обнаружимым и заметным, чем декоративный тисненый рисунок,
при этом указанные первые структуры тиснильных структур выполнены с возможностью формирования указанного множества тисненых кодов в виде матрицы на упаковочном материале.
2. Тиснильный инструмент по п. 1, отличающийся тем, что первые и вторые структуры тиснильных структур выполнены таким образом, что декоративный тисненый рисунок заполняет участок поверхности, не занятый ни одним из тисненых кодов из указанного множества на упаковочном материале.
3. Тиснильный инструмент по п. 1, отличающийся тем, что декоративные участки, образованные декоративным тисненым рисунком, образуют сетку линий вокруг тисненых кодов, размещенных в виде матрицы.
4. Тиснильный инструмент по п. 1, отличающийся тем, что множество тисненых кодов включает повторение единого кода вдоль продольного направления упаковочного материала, при этом декоративный тисненый рисунок расположен вдоль продольного направления упаковочного материала смежно с линией повторения единого кода.
5. Тиснильный инструмент по п. 2, отличающийся тем, что указанные первые и вторые структуры сформированы таким образом, что тиснильные выступы декоративного тисненого рисунка и тиснильные выступы множества тисненых кодов имеют одинаковый шаг.
6. Тиснильный инструмент по п. 1, отличающийся тем, что множество тисненых кодов включает первый тисненый код и второй тисненый код, при этом первый код занимает первый участок поверхности, а второй код занимает второй участок поверхности на упаковочном материале, причем первые структуры сформированы так, чтобы первый и второй участки поверхности перекрывали друг друга.
7. Тиснильный инструмент по п. 1, отличающийся тем, что множество тисненых кодов включает первый тисненый код и второй тисненый код, при этом информация, представленная первым кодом, отлична от информации, представленной вторым кодом.
8. Тиснильный инструмент по п. 1, отличающийся тем, что множество тисненых кодов включает по меньшей мере один код из группы, содержащей двумерный матричный код и QR-код.
9. Тиснильный инструмент по п. 1, отличающийся тем, что выступы тиснильных структур имеют усеченные вершины.
10. Способ тиснения комбинированного тисненого рисунка на упаковочном тиснильным устройством, при этом комбинированный тисненый рисунок включает в себя декоративный тисненый рисунок и множество тисненых кодов,
причем тиснильное устройство представляет собой пуансонно-матричное тиснильное устройство с пуансоном и матрицей для взаимодействия друг с другом, имеющее тиснильные структуры, выполненные с возможностью создания комбинированного тисненого рисунка на упаковочном материале в зазоре для тиснения,
причем тиснильные структуры включают в себя первые структуры, представляющие указанное множество тисненых кодов, и вторые структуры, представляющие указанный декоративный тисненый рисунок,
при этом способ включает этап, на котором:
на упаковочном материале тиснят комбинированный тисненый рисунок, включающий в себя декоративный тисненый рисунок и множество тисненых кодов, расположенных так, что указанное множество тисненых кодов перекрывается или перемежается с декоративным тисненым рисунком в пределах участка поверхности, вследствие чего множество тисненых кодов является менее обнаружимым и заметным, чем декоративный тисненый рисунок,
при этом указанные первые структуры тиснильных структур выполнены с возможностью формирования указанного множества тисненых кодов в виде матрицы на упаковочном материале.
11. Способ по п. 10, отличающийся тем, что на этапе тиснения декоративные участки, образованные декоративным тисненым рисунком, образуют сетку линий вокруг тисненых кодов, размещенных в виде матрицы.
12. Способ по п. 10, отличающийся тем, что на этапе тиснения множество тисненых кодов включает повторение единого кода вдоль продольного направления упаковочного материала, при этом декоративный тисненый рисунок расположен вдоль продольного направления упаковочного материала смежно с линией повторения единого кода.
13. Способ по п. 10, отличающийся тем, что множество тисненых кодов включает первый тисненый код и второй тисненый код, при этом первый код занимает первый участок поверхности, а второй код занимает второй участок поверхности на упаковочном материале,
причем первые структуры сформированы так, чтобы первый и второй участки поверхности перекрывали друг друга.
14. Способ считывания тисненого кода, выполненного тиснением на упаковочной фольге, при этом тисненый код представляет собой закодированную информацию, при этом способ включает этапы, на которых:
освещают участок тисненого кода первым источником света, при этом первый источник света имеет первое направление освещения, расположенное с возможностью создания первой теневой картины на упаковочной фольге, и захватывают первое изображение от первой теневой картины;
освещают участок тисненого кода вторым источником света, при этом второй источник света имеет второе направление освещения, отличное от первого направления освещения, расположенное с возможностью создания второй теневой картины на упаковочной фольге, и захватывают второе изображение от второй теневой картины;
вычисляют представление тисненого кода по первому и второму изображениям;
и считывают закодированную информацию из представления тисненого кода.
15. Способ по п. 14, отличающийся тем, что этап вычисления представления тисненого кода включает в себя вычисление контуров для первой теневой картины и второй теневой картины.
| US 20160075077 A1, 17.03.2016 | |||
| US 20040209050 A1, 21.10.2004 | |||
| US 20180033128 A1, 01.02.2018 | |||
| УСТРОЙСТВО ТИСНЕНИЯ | 2005 |
|
RU2308377C1 |

