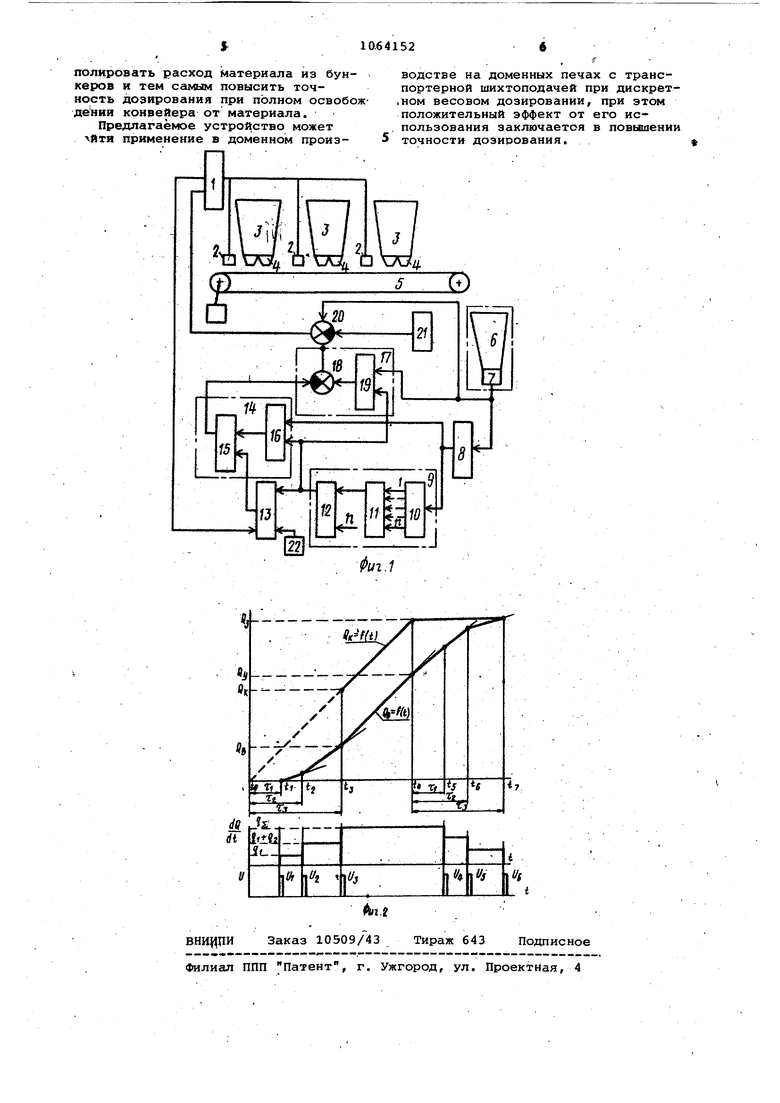
Изобретение относится к весоизмерительной технике, в .частности к устройствам управления весовыми дозаторами сыпучих материалов. Известно цифровое устройство дл весового дискретного дозирования, содержащее весовой бункер, расходные бункера, тензодатчики, подключенные к узлу сравнения, связанному с фазочувствительным нуль-органом, который управляет реверсивным счетчиком измерений, блок управлений, генератор импульсов, делитель частоты, декодирующие преобразователи, задатчик дозы, реверсивный счетчик загружаемой массы, информация о состоянии которого поступает в анализатор хода, связанный с задатчиком временного интервала корреляции, ключи и узел загрузки l Известное устройство не позволяе получить требуемую точность дискретного дозирования материалов в весовую воронку, так как в нем не предусмотрена подача команды на остановку узла загрузки с учетом наличия материала на конвейере, не учитывается изменение скорости загрузки после отключения питателей бункеров, кроме этого, скорость загрузки материала в весовую воронку учитывается косвенно. Наиболее близким по технической сущности к изобретению является уст ройство управления весовым порционным дозированием сыпучих материалов содержащее конвейер и расходные бун керы с питателями, пускатели которых подключены к управляющему блоку соединенному с выходом узла сравнения, один вход которого соединен с задатчиком порции, а другой - с вых дом датчика веса приемной воронки, который через датчик производительности подключен к экстраполятору, состоящему из последовательно соединенных элемента памяти и множителя 2 . В известном устройстве при изменении количества включенных бункеров или их производительности не изменяется задание установки уровня сигнала коррекции и время упреждения отключения питателей, что снижа ет точность дозирования. , Известное устройство не обеспечи вает необходимой точности дозирования материала также из-за того, что в нем не учитывается изменение скорости набора материала после отключения питателей, т.е. экстраполят тор продолжает прогнозировать одно и то же количество материала, хотя скорость набора изменяется после отключения питателей.. Цель изобретения - повышение точ ности набора порции путем учета вре мени транспортного запаздывания поступления материала в условиях произвольного выбора работающих питателей. Поставленная цель достигается тем, что в устройство управления весовым порционным дозированием сыпучих материалов у содержащее конвейер и расходные бункеры с питателями, пускатели которых подключены к управляющему блоку, соединенному с выходом узла сравнения,-один вход которого соединен с задатчиком порции, а другой - с выходом датчика веса прИ |емной воронки, который через датчик производительности подключен к экстраполятору, состоящему из последовательно соединенных элемента памяти и множителя, введены блок определения веса материала на конвейере, состоящий из сумматора и блока памяти, блок определения времени транспортного запаздывания и блок формирования интервалов времени, состоящий из последовательно соединенных счетчика, дизъюнктора и формирователя импульсов, причем датчик производительности подключен к входу блока фор1иирован.ия интервалов времени , выход которого подключен к управляющим входам блока определения времени транспортного запаздывания, экстраполятора и блока определения веса материала на конвейере, а выход блока определения времени транспортного запаздывания подключен к множителю экстраполятора, выход которого соединен с одним входом сумматора блока определения веса материала на конвейере, другой вход которого соединен с выходом блока памяти, входом соединенного с датчиком веса, а выход сумматора соединен с третьим входом узла сравнения. На фиг.1 представлена блок-схема предлагаемого устройства; на фиг.2 диаграммы изменения веса и скорости загрузки весовой воронки (разгрузки бункеров) и формирования импульсов для определения интервалов времени и транспортного запаздывания, поясняющие работу устройства. Устройство содержит управляющий блок 1, пускатели 2, расходные бункеры 3 с питателями 4, выдающими материал на конвейер 5, транспортирующий его в приемную воронку 6, имеющую датчик 7 веса. Устройство содержит также датчик 8 производительности, блок 9 формирования интервалов времени, состоящий из последовательно соединенных формирователя 10 импульсов, дизъюнктора 11 и счетчика 12, блок 13 определения времени транспортного запаздывания, экстраполятор 14, состоящий из множителя 15 и элемента 16 памяти, блок 17 определения веса
материала, находящегося на конвейере 5, состоящий из сумматора 18 иблока 19 памяти, узел 20 сравнения, задатчик 21 дозы и генератор 22 тактовых импульсов.
Устройство работает следующим образом.
Перед запуском питателей 4 с помощью управляющего блока 1 производится выбор бункеров 3, из которых будет загружаться приемная воронка 6. О
Затем с блока 1 подаётся команда Пуск на пускатели 2 питателей 4 и одновременно на блок 13 определения , транспортного запаздывания, который начинает отсчет време-15 Iни, используя импульсы генератора 22. Вес материала в воронке б фиксируется датчиком 7 веса. Время поступления материала в воронку 6 зависит , от удаленности первого включенного О
бункера 3 от воронки б, т.е. от его местоположения относительнй воронки 6. Как видно из фиг.2, в интервале времени io -t, равном {) , материал в воронку 6 не поступает, а 25 в момент времени t i вес растет со скоростью q , равной производительности питателя 4 первого -от воронки 6 бункера 3.
Скорость набора,материала изме- ,ряется датчиком 8 проивводительнос и, который производит операцию дифференцирования сигнала с выхода датчика 7 веса. Выходной сигнал датчика 8 подается на вход формирователя 10 импульсов, входящего в блок 9 формирования интервалов времени.
Из диаграмкы на фиг.2 видно, что скорость наббра материала меняется во времени, так как бункеры 3, рас- 40 положены вдоль конвейера 5 и транспортное запаздывание движения материалов от каждого бункера 3 различно.
Через время С после подачи коман- 45 ды Пуск материал начинает поступать в весовую воронку б только от бункера, расположенного ближе к воронке б.
Через время от начала коман- JQ ды Пуск в воронку б начинает поступать материал от первых двух, включенных бункеров 3, расположенных по ходу движения материала, а через 2 от трех и т.д., eg
В момент появления материала в воронке б от первого, от первого и второго, от первого, второго и тре- . тьего бункеров 3 и т.д. изменяется скорость набора материала в воронку б (.2,(; ) / го 60 фиксируется формирователем 10 импульсов в виде импульсов U,,U , И , которые поступают на дйзъюнктор 11, а с него на счетчик 12 импульсов, куда Перед пуском заносится ин- ..
формация о количестве включенных .бункеров 3.
Пусть количество включенных бункеров равно трем, тогда в момент времени С-} в воронку б .начинает поступать материал от всех трех бункеров 3, скорость набора становится максимальной появляется импульс Оз г что вызывает появление на выходе счетчика 12 импульсов команды, которая фиксирует время транспортного запаздывания i- в блоке 13, величину максимальной производительности питателей 4 в элементе 16 и вес.материала в бункере с помсидью блока 19.
В момент времени Z в блоке 17 определяется Qи - количество материала, поступившего из всех бункеров 3 на конвейер 5, как произведение суммарной производительности питагелёй 4 Qj. (скорость набора веса на участке времени t-j -i4).Ha время транспортного запаздывания U, . основании которого определяется характер изменения веса материала, поступившего из бункеров на конвейер
.-03
Рк Яг
Затем в блоке 17 определяется :&Q - количество находящегося на конвейере материала, как разн9сти между количеством материала, поЬтупившего из бункеров на конвейер, Q« и количеством материала, находящегося э воронке ;u
Q QKQB.
Величина &Q пЬдается в узел 20 сравнения, на два других входа которого поступают сигналы от задатчика 21 дозы и датчика 7 веса. При равенстве заданной дозы сумме сигналов с датчика 7 веса и блока 17 узел 20 сравнения формирует сигнал, воздействующий на блок 1, который отключает 1пускатели 2.
Таким образом, в момент времени 4 писатели 4 отключаются, материал перестает поступать на конвейер, но на нем остается еще и( Q - Qg матриала ,
Этот материал с переменной скоростью набора поступает в воронку 6 изменяя ее вес до заданного значения QJ, .,
Таким образом, введение в предлагаемое устройство блока определения веса материала, находящегося в конвейере, позволяет автоматически определять с упреждением момент времени отключения питателей бункеров, что позволяет повысить точность дозирования, а ввёдейие блока формирования интервалов времени и блока определения времени транспорт ЮУб запаздывания позволяет экстра

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления весовым порционным дозированием | 1976 |
|
SU570786A1 |
| Устройство для весового дозирования | 1980 |
|
SU892227A1 |
| Дозатор непрерывного действия | 1987 |
|
SU1506286A1 |
| Весовой дозатор дискретного действия | 1974 |
|
SU493647A1 |
| Устройство управления весовым дискретным дозированием сыпучих материалов | 1986 |
|
SU1425463A1 |
| Устройство для весового порционного дозирования | 1978 |
|
SU697832A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ и УПРАВЛЕНИЯ ДОЗИРОВАНИЕГЛ КОМПОНЕНТОВ СМЕСИ | 1973 |
|
SU392350A1 |
| Устройство для многокомпонентного дозирования | 1984 |
|
SU1200256A1 |
| Устройство управления весовым дискретным дозированием сыпучих материалов | 1986 |
|
SU1364896A2 |
| Автоматический комбинационный весовой дозатор | 1988 |
|
SU1654674A1 |
УСТРОЙСТВО УПРАВЛЕНИЯ ВЕСОВЫМ ПОРЦИОННЫМ ДОЗИРОВАНИЕМ СЫПУЧИХ МАТЕРИАЛОВ, содержащее конвейер и расходные бункеры с питателями, пускатели которых подключены к управляющему блоку, соединенному с выxofiOM узла сравнения, один вход которого соединен с эадатчикбм порции, a другой - с выходом датчика ,веса приемной воронки, который через датчик производительности подключен к экстра;полятору, состоящему из последовательно соединенных элемента памяти и множителя, от л и ч a ющ, е е с я тем, что, с целью повы-. щения точности набора порции путем учета времени транспортного ззйаздывания поступления материала в условиях произвольного выбора работгиощих питателей, в него введены блок определения веса материала на конвейере, состоящий из сумматора и блока памяти, блок определения времени транспортного запаздывания и блок формирования интервалов времени, состоящий из последовательно соединенных счетчика, дизъюнктора и формирователя импульсов, причем, датчик пройзводительнЬсти подключен к входу блока формирования интервалов времени, выход которого подключен к управляющим входам блока определения времени транс- § S портного запаздывания, экстраполятора и блока определения веса материала на конвейере, a выход блока определения времени транспортного запаздывания подключен к множителю экст }аполятора, выход которого соединен с одним входом сумматора блока определения веса материала на конвейере, другой вход которого соединен с выходом блока памяти, вхо- . дом соединенного с датчиком веса, a выход сумматора соединен с третьим входом узла сравнения.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Цифровое устройство для весового дискретного дозирования | 1973 |
|
SU459684A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Насос | 1917 |
|
SU13A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство управления весовым порционным дозированием | 1976 |
|
SU570786A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
