(риг. /
Изобретение относится к технологии изготовления -обмоток электромагнитных устройств и может быть использовано в электротехнической и приборостроительной промышленности.
Известен способ изготовления обмотки электромагнитного устройства путем намотки медной фольги 1.
Известный способ обладает недостатками из-за возрастания межвитковой емкости, что отрицательно сказывается на работе устройства, а при больших значениях рабочего тока (соответственно и больших значениях толщины фольги) затрудняется процесс укладывания фольги и уменьшается заполнение окна сердечника проводниковым материалом.
Известен также способ изготовления обмотки электромагнитного устройства из непрерывных полувитков, вырубленных из ленты электропроводяш,его материала, путем сворачивания полувитков в обмотку типа пружины 2.
Однако Данный способ предназначен для изготовления обмоток, устанавливаемых на разрезные сердечники. Кроме того, радиус изгиба в месте изгиба полувитков необходимо выбирать по наибольшему значению, т. е. равным двум толш,инам сворачиваемого материала, в результате чего при сворачивании полувитков в обмотку высота обмотки в месте изгиба будет больше, что приводит к уменьшению заполнения окна обмотки электропроводяш,им материалом.
Наиболее близким ,к изобретению по технической суш,ности и достигаемому результату является способ изготовления обмотки электромагнитного устройства, включаюш,ий изготовление пластин из электропроводящего материала, нанесение изоляционного покрытия на одну из сторон пластин, набор пластин в пакет с образованием обмотки, скрепление пластин и установку обмотки в сердечник 3.
Недостатком данного способа является то, что при соединении в последовательную цепь двух пластин толщина в месте соединения равна четырем толщинам штампованных пластин. Кроме того, для соединения пластинв непрерывную и последовательную цепь необходимо иметь на каждой пластине участок, свободный от изоляции. Для выполнения этого условия необходимо либо зачищать это место от изоляции, либо при изолировании пластины предусмотреть защиту этого участка от изоляции, что усложняет технологию.
Цель изобретения - повышение энергетических характеристик за счет повышения заполнения окна обмотки электропроводящим материалом и упрощение технологии.
Поставленная цель достигается тем, что согласно способу изготовления обмотки электромагнитного устройства, включающему изготовление пластин из электропроводящего материала, нанесение изоляционного слоя на одну из сторон пластин, набор пластин в пакет с образованием обмотки, скрепление пластин и установку обмотки
в сердечник, пластины изготавливают в виде полувитка с внутренним окном по форме сечения сердечника, набор пластин в пакет производят одновременно с установкой обмотки в сердечник, укладывая пластины
концами полувитков встречно с перекрытием концов пластин по одной стороне изоляционным слоем, по другой - электропроводящей поверхностью, а при укладке последующих пластин чередуют их совмещение изоляционными и проводящими сторонами.
Кроме того, концы полувитков первой и последней пластин выполняют разной длины.
На фиг. изображена пластина обмотки электромагнитного устройства; на фиг. 2схема установки пластин обмотки; па фиг. 3схема набора пластин обмотки в пакет; на фиг. 4 - сердечник с обмоткой, вид сверху-, на фиг. 5 - схема скрепления обмотки; на фиг. 6 - пластина первого полувитка; на
фиг. 7 - пластина последнего полувитка; на фиг. 8 - элемент полувитка.
Обмотку электромагнитного устройства изготавливают следующим образом.
Из электропроводящего материала изготавливают пластины в виде полувитка 1
с внутренним окном по форме сечения сердечника 2. На одну из сторон полувитка 1 наносят изоляционный слой. Изоляционный слой может быть также нанесен и на одну из сторон электропроводящего материала. Другую сторону полувитка облуживают. Изоляциоыный слой должен выдерживать температуру плавления припоя, а его толщина определяется исходя из необходимого сечения витка обмотки.
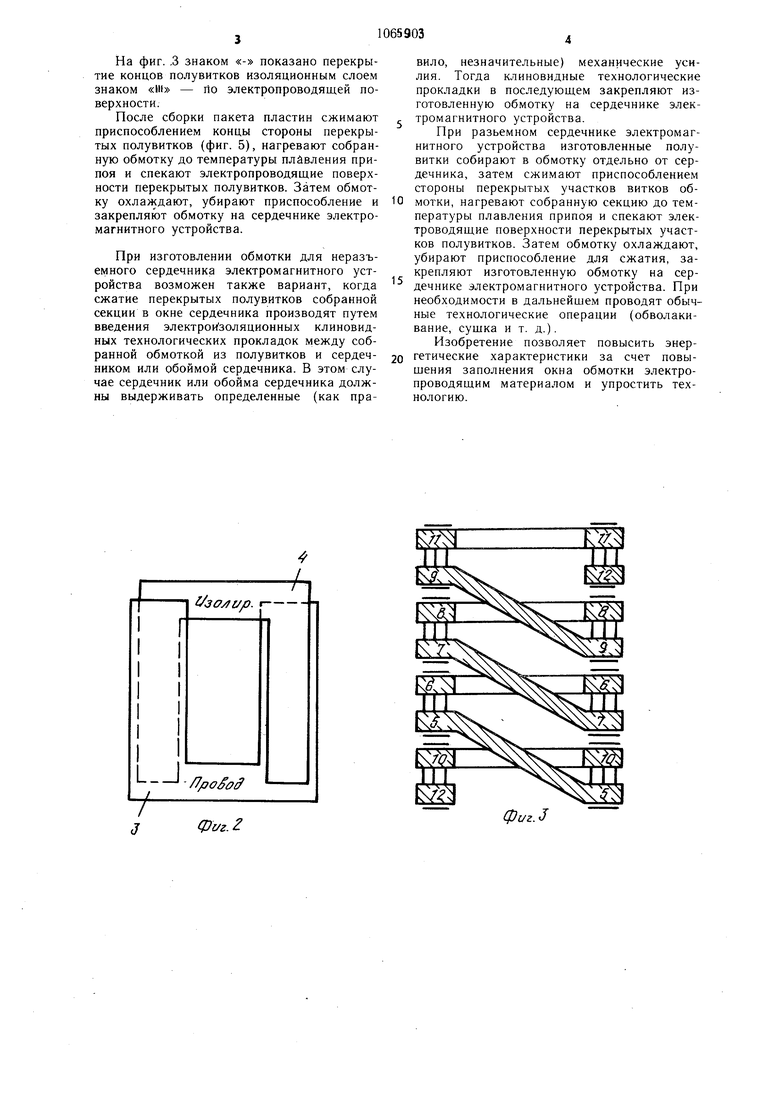
Ири неразъемном сердечнике электромагнитного устройства изготовленные полувитки 1 собирают в пакет с образованием обмотки в окне сердечника 2 (фиг. 1). Набор пластин в пакет производят концами полувитков 1 встречно с перекрытием концов
пластин по одной стороне 3 изоляционным слоем, по другой стороне 4 - электропроводящей поверхностью (фиг. 2). При укладке последующих пластин чередуют их совмещение изоляционными и проводящими сторонами (фиг. 3). На фиг. 3 показана
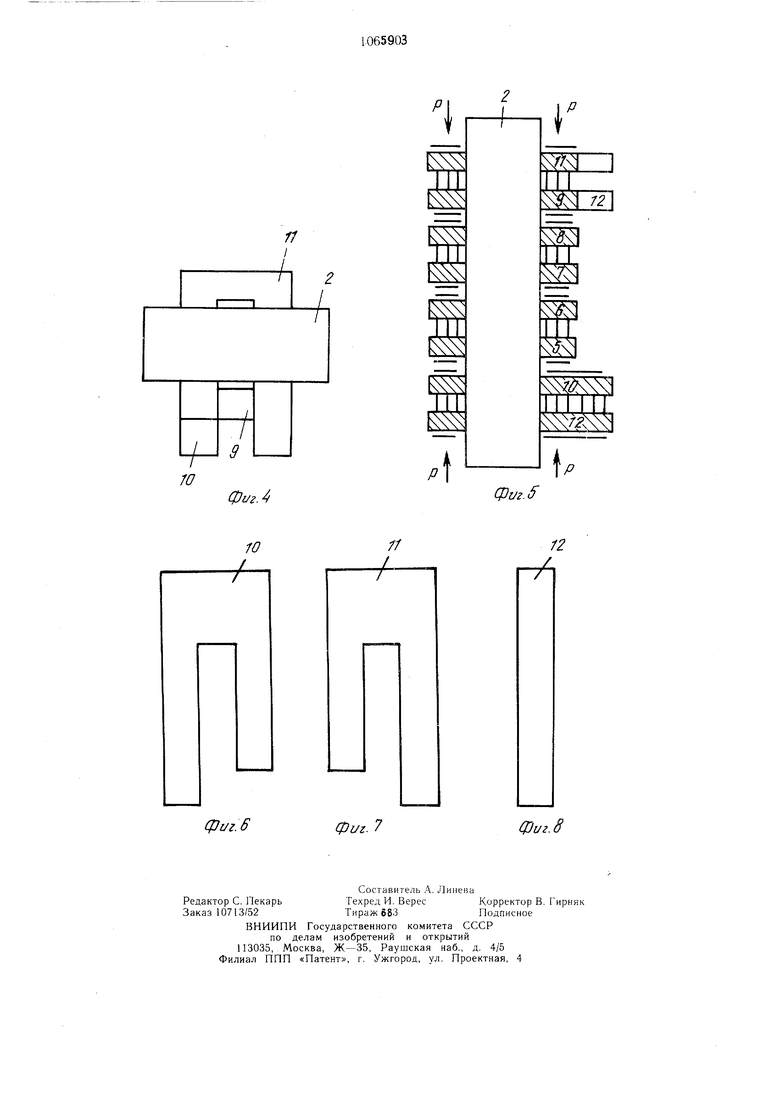
обмотка из четырех витков, собранная из полувитков 5-9. Первый и последний полувитки 10 и 11 выполнены с концами разной длины для выполнения отводов обмотки (фиг. 6 и 7). Элементы 12 (фиг. 8) соединяются с полувитками 10 и И для обеспечения одинаковой плотности тока, а также могут быть использованы для выполнения отводов обмотки.
На фиг. .3 знаком «- показано перекрытие концов полувитков изоляционным слоем знаком «III - lio электропроводящей поверхности.
После сборки пакета пластин сжимают приспособлением концы стороны перекрытых полувитков (фиг. 5), нагревают собранную обмотку до температуры плйвления припоя и спекают электропроводящие поверхности перекрытых полувитков. Затем обмотку охлаждают, убирают приспособление и закрепляют обмотку на сердечнике электромагнитного устройства.
При изготовлении обмотки для неразъемного сердечника электромагнитного устройства возможен также вариант, когда сжатие перекрытых полувитков собранной секции в окне сердечника производят путем введения электро золяционных клиновидных технологических прокладок между собранной обмоткой из полувитков и сердечником или обоймой сердечника. В этом случае сердечник или обойма сердечника должны выдерживать определенные (как правило, незначительные) механические усилия. Тогда клиновидные технологические прокладки в последующем закрепляют изготовленную обмотку на сердечнике электромагнитного устройства.
При разъемном сердечнике электромагнитного устройства изготовленные полувитки собирают в обмотку отдельно от сердечника, затем сжимают приспособлением стороны перекрытых участков витков обмотки, нагревают собранную секцию до температуры плавления припоя и спекают электроводящие поверхности перекрытых участков полувитков. Затем обмотку охлаждают, убирают приспособление для сжатия, закрепляют изготовленную обмотку на сердечнике электромагнитного устройства. При необходимости в дальнейщем проводят обычные технологические операции (обволакивание, сушка и т. д.).
Изобретение позволяет повысить энергетические характеристики за счет повыщения заполнения окна обмотки электропроводящим материалом и упростить технологию.
1. СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТКИ ЭЛЕКТРОМАГНИТНОГО УСТРОЙСТВА, включающий изготовление пластин из электропроводящего материала, нанесение изоляционного слоя на одну из сторон пластин, набор пластин в пакет с образованием обмотки, скрепление пластин и установку обмотки в сердечник, отличающийся тем, что, с целью повыщения. энергетических характеристик за счет новыщения заполнения окна обмотки электропроводящим материалом и упрощения те.чнологии, пластины изготавливают в виде полувитка с внутренним окном по форме сечения сердечника, набор пластин в пакет производят одновременно с установкой обмотки в сердечник, укладывая пластины концами полувитков встречно с перекрытием концов пластин по одной стороне изоляционным слоем, по другой - электропроводящей повер.хностью, а при укладке последующих пластин чередуют их совмещение изоляционными и проводящими сторонами. 2. Способ по п. 1, отличающийся тем, & что концы первой и последней пластин вы(Л полняют разной длины. О5 сл CD О СО
фаг. 2
Т/
w
фиг. 4
Фш.5
W
12
/
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Белопольский И | |||
| И., Пикалова Л | |||
| Г., Каретникова Е | |||
| И | |||
| Расчет трансформаторов и дросселей малой мощности | |||
| М., «Энергия 1973, с | |||
| Пуговица | 0 |
|
SU83A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Солесос | 1922 |
|
SU29A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
