С целью ЭКОНОМИИ материала на заготовку чулок для сапожков, а также уде111евле1 ия их сборки, применяют упрощенную форму заготовки чу.мка, которую необходимо вытягивать, прежде чем надеть на рабочую колодку.
Надевание упрошенной заготовки на ко.юдку для предварительной вытяжки занимает много времени и требует затраты значительной физической силы.
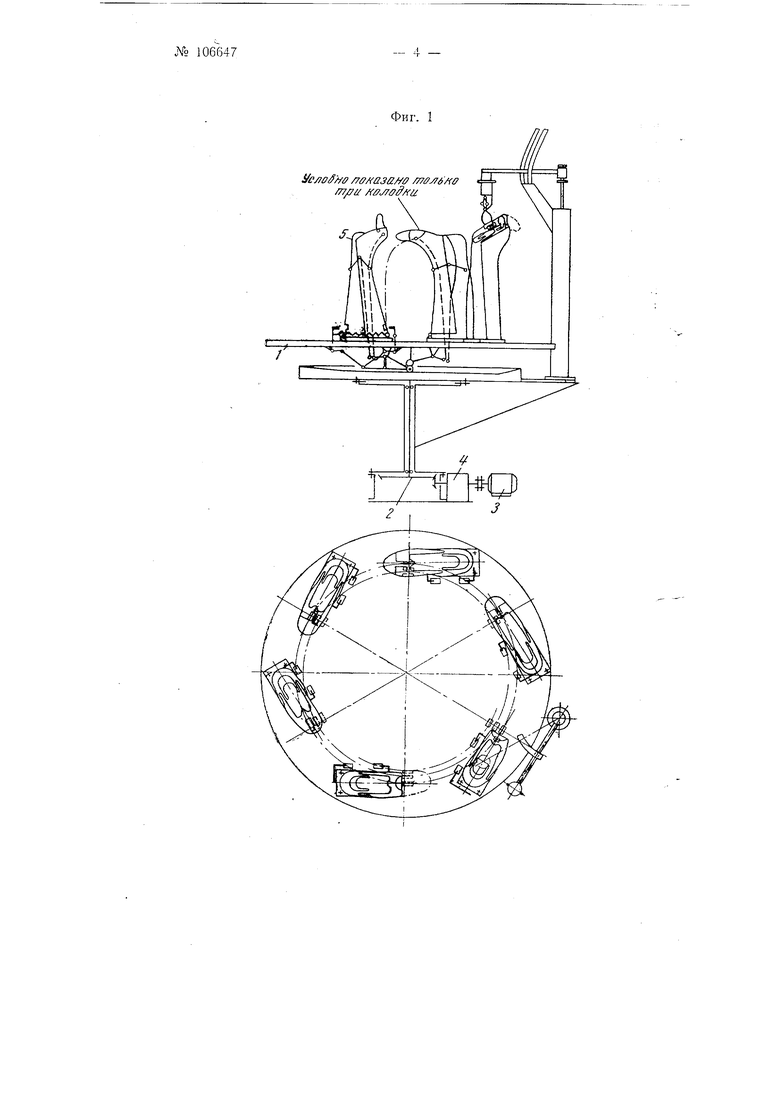
Предлагается форматор для чулок, который производит необходимую вытяжку чулка до размеров, обеспечивающих нормальное надевание их на рабочую колодку. Форматор механизирует процесс и позволяет сократить рабочее время на эту операцию.
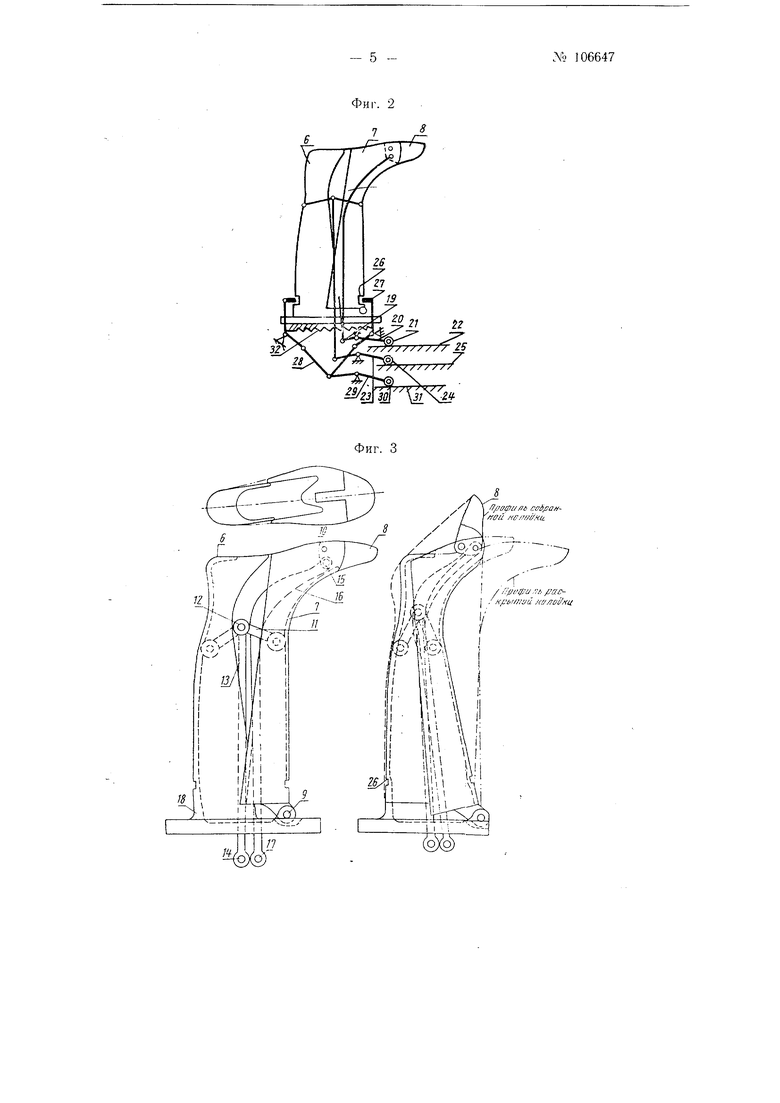
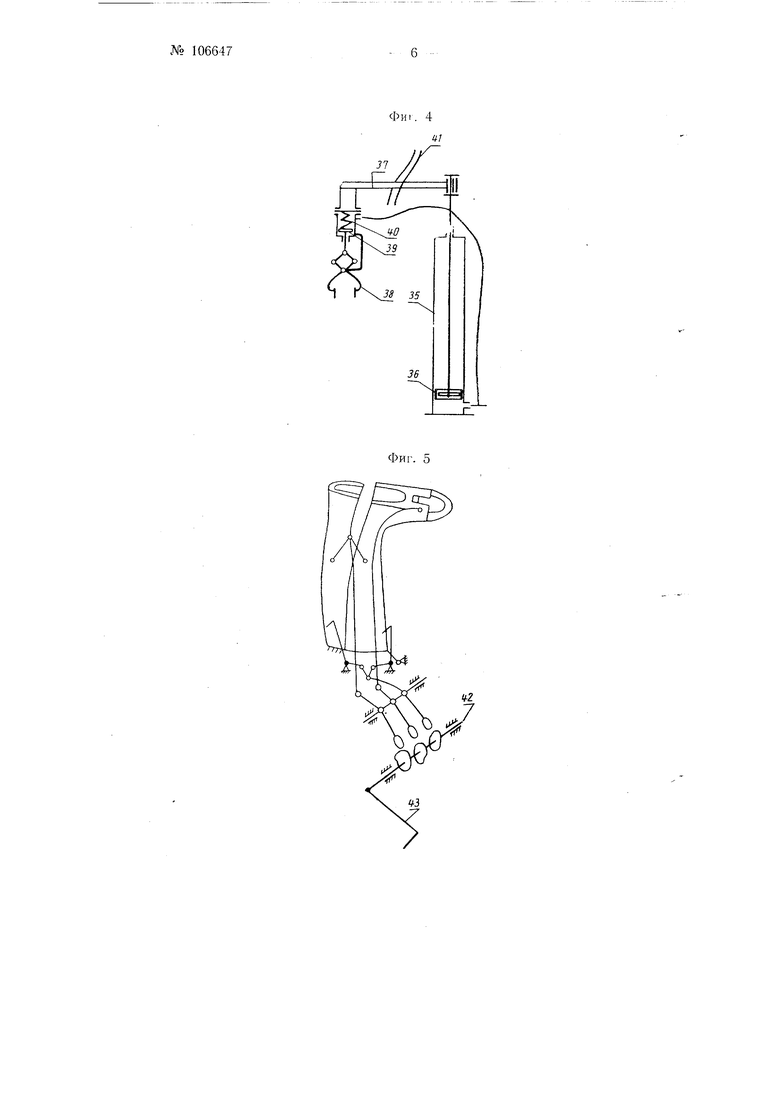
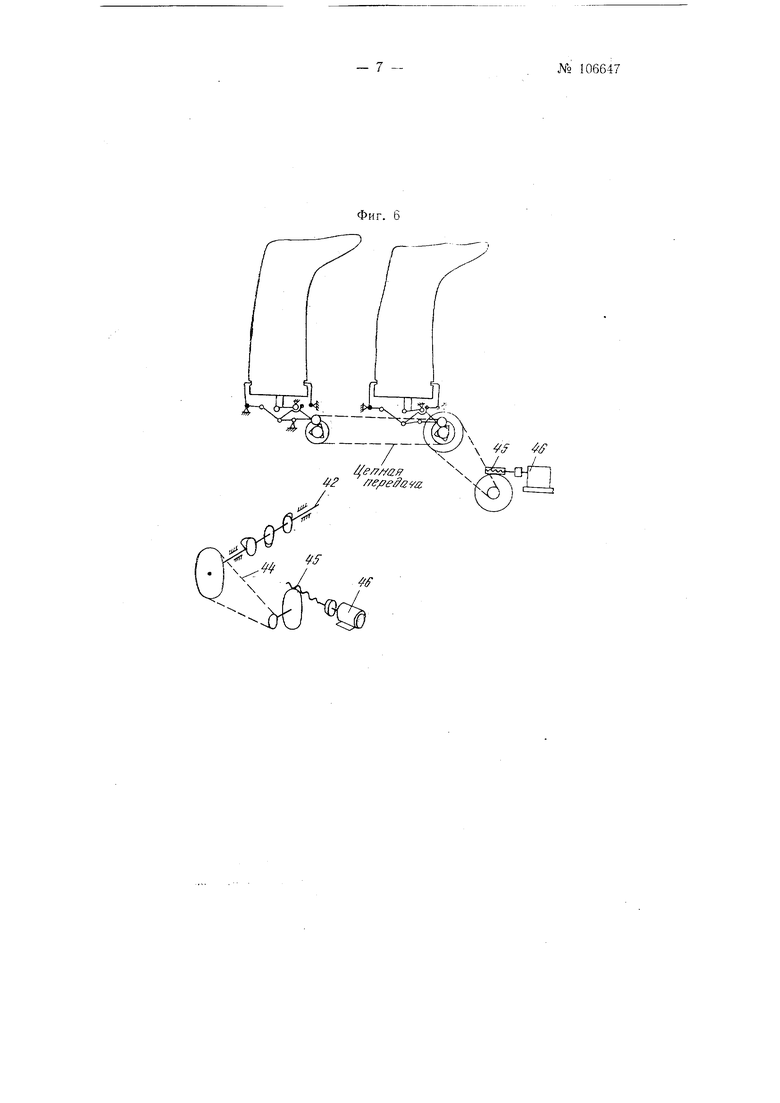
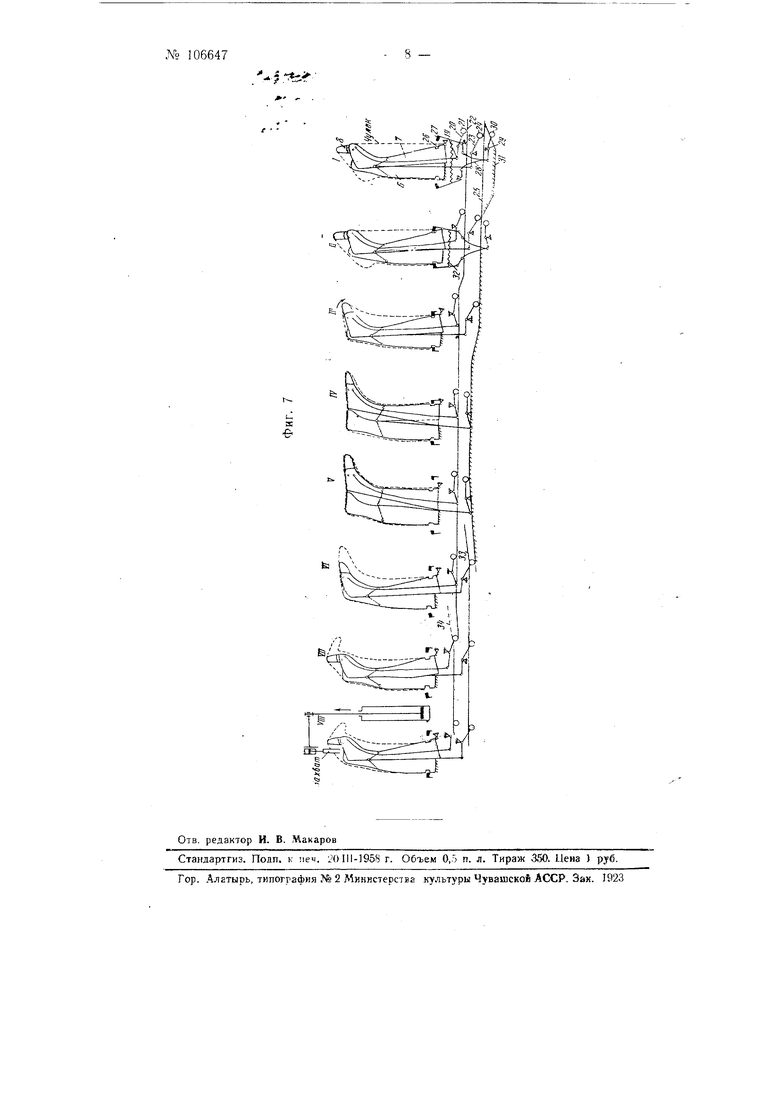
На фиг. 1 изображен форматор для чулок в двух проекциях; на фиг. 2-механизм управления подВ1ГЖНЫМИ элементами колодки; на фиг. 3-отдельные части форматора для чулок в трех проекциях; на фиг. 4-механизм съема чулка; на фиг. 5-схема форматора с одной колодкой с ручным приводом; на фиг. 6-схема форматора с двумя колодками с механическим приводом; на фиг. 7-схема последова-тельности операции по вытяжке чулка.
Поворотная / приводится во вращение парой конических шестерен 2 от электродвигателя 3 через редуктор 4. Вал поворотной шайбы ,ается на птариконоднп пниках.
На / крепятся колодки 5. Управление ими производится прикрепленными к пгайбе рычажными механизмами.
Для воздействия на рычаги механизмов ггод П1айбой установлены соответствуюнше нрофпльные кольца.
Колодка 5 состоит из трех частей: пятково1 стоГпчИ 6, подъемной стойки 7 и носка 8. На пятковой стойке, которая крепится к поворотной Н1айбе, закрепляется стойка 7 на пальце 9. Носок 8 прикрепляется к стойке 7 с помощью пальца 10. CTOIIKH 6 и 7 соединяются в своей верхней части рычагами //, которые через палец 12 соединяются с тягой 13, имеющей па свободном своем конце отверстие 14 для присоединения к рычагам управления.
К носку 8 пальцем 15 присоединена тя1-а 16 с. отверстием на конце 17.
Пятковая стойка 6 имеет опорную
п.;1иту /fV, ia)TOpoii она крепится па поворотной iiiaii6e.
Все пятковыс стопки всех |)азмеров чу.ток имеют одинаковую форму onopHoii илиты J8, что дает возможиость иутем замеиы колодок на одном II ТОЛ1 же форматоре ироизводить вытяжку любых заготовок.
Д.тя опрокидьизаиия носка 8 тяга 16 через палец 19 соедиияется с рычагом 20, закрепленным па шайбе. На конце рычага 20 есть ро.тик 21, который при повороте шайбы катится по профи.тьномх ко.тьцу 22, застав.чяя носок то нодни.маться, го опускаться.
Для расхождения стоек 6 и 7 тяja 13 соедиияется с рычагом 2,3, закрепленным иа /. Рычаг 23 снабжен роликом 24, которьи |гереме иается по ирофиль11ому ко.тьиу 25. ычаг 23 через тягу 13 заставляет стойки то расходиться, то сближаться.
Д.тя закреиле П1я нижней части 4y.Tiva на о.1одке применена рычажная система. На нижнеГ части стоек и.меются пазы 26, куда входят концы рыча1ов 27.- Последние соединяются рыча1а.мн 28 с рычагом 29, на конце которого находипхЯ ролик 30.
Когда ролик 30 при врап1ении Ц аГ1бы / накатится на упор 31, то рычаги 27 разойдутся и освободят чулок.
Прижим рычагов 27 к ко.тодке осуществляется пружиио 32.
На поворотной шайбе закрепляется несколько колодок, например jHecTb.
Такое количество колодок необходимо д.1я создания необходимого времени вытяжки заготовки.
Если время надевания чулка состав.тяет 4 сек., то время вытяжки-20 сек.
Последовательность работы форматора (положения I-VIII) следующая.
Колодка подходит к рабочему месту в стянутом состоянии. Она принимает размеры, меньише размеров чулок. Поэтому надеть чулок на такую ко.тодку не трудно.
Затем колодка с чулком уходит из зоны надевания. Ролик 30 рычага 29 сходит с уиора 31 и рычаги
27 под в.тиянием пружины 32 входят в пазы 26 и закрепляют чу.чок, не давая ему смещаться вверх. Пос.те закреп.чения чулка носок 8 через тягу 16 поворачивается книзу благодаря ролику 21, который подни.мается вверх из-за подъема на ко.чьце 22. После чх)гч) как носок опустился вниз, ролик 24 рычага 23 начииает подниматься по профильному кольцу 25 и заставляет через тягу 13, рычаги // отклоиять подъемную стойку 7 от иеподвижпой пятковой стойки 6. Этим движением обеспечивается вьпяжка чу.чка.
Благодаря то.му, что CTOiiKa 7 закреплена внизу, наверху получают .максимальную вытяжку, необходимую д.чя соочт ечетвуюше фор.мы чулка.
Вычяжка производится иостепен1ГО с те.м, чтобы лучше обеспечить перераспределение .материала при вычяжке чулка. Это доетигается плавным подъемом выступа на профильном кольце.
После окончания вытяжки подьемная стойка 7 начинает приближаться к стойке 6. Это достигается с помон1ью упора 33 через рычал ную систе.му путем опускания ро.чика 24 вниз.
Когда две стойки сойдутся вместе, рычаги 27 захватов чулка расходятся за счет подъема ро.чика 30 на упоре 31 и освобол да1от чулок.
После этого начинает подни.маться вверх носок 8 благодаря опусканию ролика 21 с помощью упора 34.
При подъеме носка 8 чулок поднят вверх. Он может быть снят механнчески.м или пневматическим способами, например подачей воздуха снизу колодки.
В зоне участка, где колодка собралась полпостью (носок поднялся вверх), располагается меха1П13М снятия чулка.
В пнев.матическом цилиндре 35 движется шток 36, который иа кронштейне 37 несет челюстной захват 38, управляемый пневмачическим цилиндром 39 с возвратной пружиной 40.
Затем воздух подается в ци.тиндр 39, челюсти 38 захватывают чулок, после этого подается воздух в ци-: линдр 35 и шток , подни.маясь
bisepx, сггимает чул()1с с ко.юдки.
KpoHUjreihi 37 может поворачиваться иа штоке 36. При подъеме вверх кронштейн 37 с помощью криволинейной направляющей 41 повернется в сторону от станка. Поc.ie окончания поворота включается воздух в цилиндр 39, челюстн отпускают чулок. Затем захват опускается вннз и стягивает следуюнхий чу.:1ок. Для неремен ениН рычагов можно применить кулачковый вал 42, приводимы в движеинс рыча -ом 43 вручную (см. фи 5).
Вместо ручно о привода может быть HpHMe ieHa передача 44 с редуктором 45 i электродви ате;1е.м 46 (см. фиг. 6).
Пред м с т и 3 о б р е т е и i я
Форматор для чулок карусельного типа с разъем Ь ми колодками, , па поворотной , о .4 ft ч а о IH и и с я тем, что, с еха 1изацин процесса формования чу.тка, применяемого в качестве подкладки для сапог, колодка (a р1ячаж {оГ системо с ро.чикамн, которые, касаясь ненодвижно укрепленных профиль ых ко.те,., осуществляют рабочее движе ие частей колодк при фор. чулка.
/7(/{аза/у0 ff7ffj7A/ ff
/77/; и / ffJ7yff/(U
S-.
Фиг. 1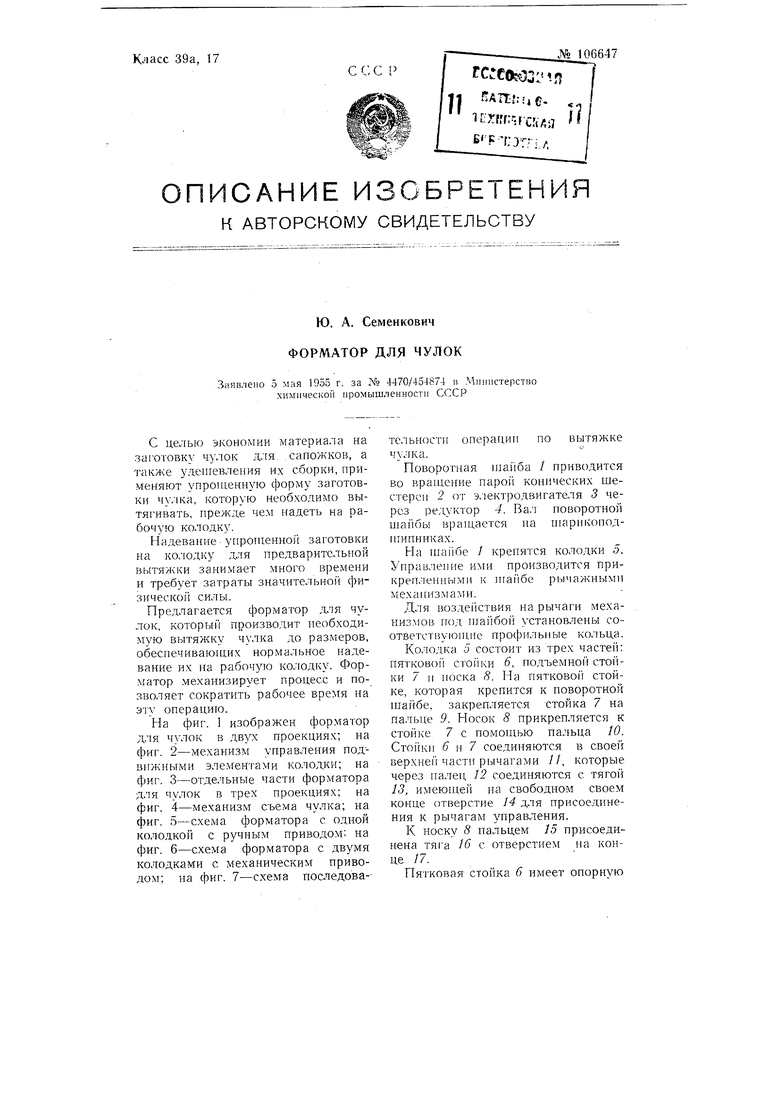
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки мячей | 1955 |
|
SU106047A1 |
| Устройство для выкатки и разъема пресс-форм | 1954 |
|
SU112822A1 |
| Эластичная колодка | 1985 |
|
SU1355231A1 |
| Станок для нанесения полос краски на детские мячи | 1954 |
|
SU107039A1 |
| Станок для посадки чулка фетровой обуви на колодку | 1932 |
|
SU35614A1 |
| Колодка для механического растягивания валяной обуви | 1939 |
|
SU63449A1 |
| СТАНОК ДЛЯ ПРЕДВАРИТЕЛЬНОГО РАСТЯЖЕНИЯ ВАЛЕНОЙ ОБУВИ ПЕРЕД НАСАДКОЙ ЕЕ НА СОСТАВНЫЕ КОЛОДКИ | 1935 |
|
SU52374A1 |
| УСТРОЙСТВО ДЛЯ НАДЕВАНИЯ И СНИМАНИЯ ПРЕДМЕТОВ ОДЕЖДЫ | 2010 |
|
RU2552229C2 |
| Автоматическое заправочное устройство для непрерывной закатки беспрокладочного полотна на цилиндрическую бобину | 1959 |
|
SU131498A1 |
| Установка для формования, оправки и сушки валяной обуви | 1987 |
|
SU1510828A1 |
Фиг. 3
f7fffa iJ/it fffi/ av/fO/i /ic.raf/Mu
/ / e/yeffGm
Фиг. 6
ff
ff/ /:/aff
