Изобретение относится к валяльно-войлочной промышленности, в частности к установкам для формования, оправки и сушки валяной обуви.
Цель изобретения - повышение производительности за счет размешения максимального количества колодок на барабане минимального диаметра.
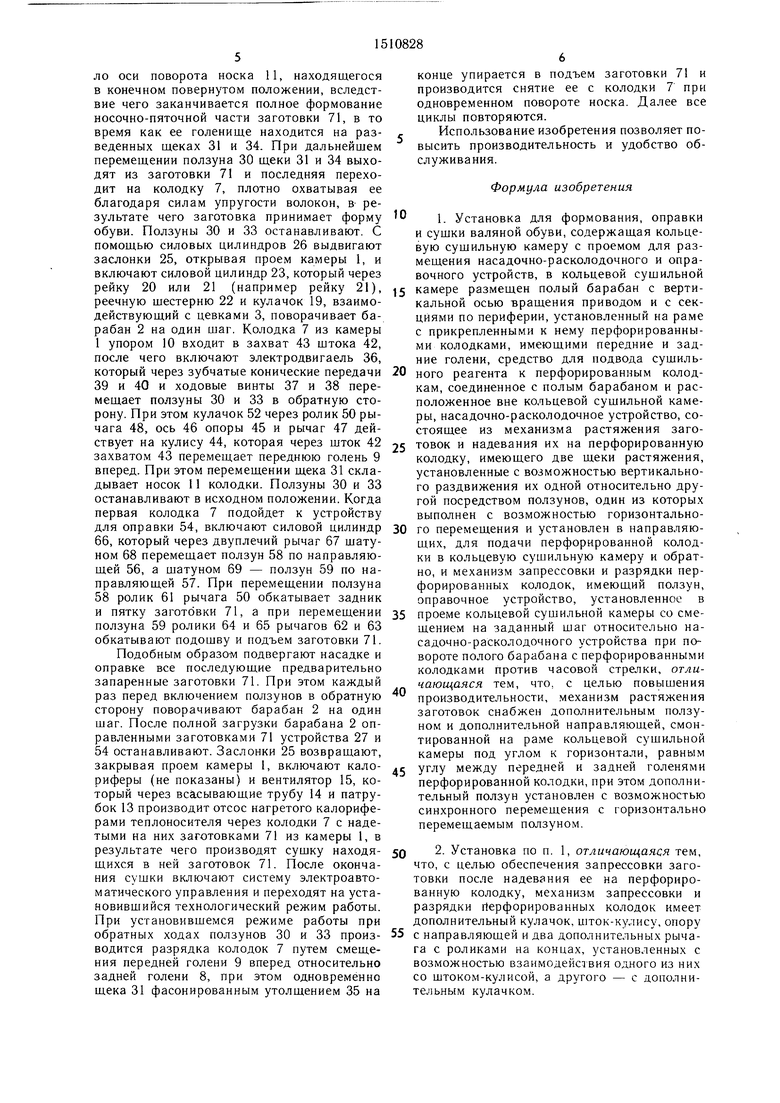
На фиг. 1 изображена установка, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на
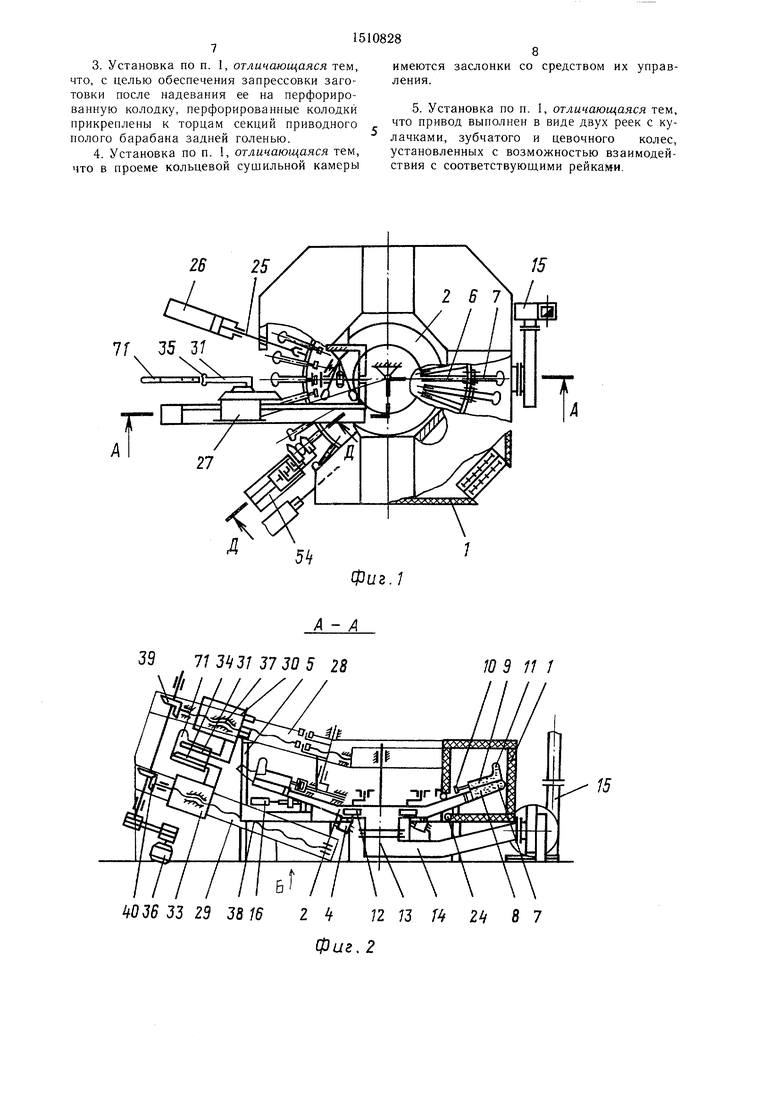
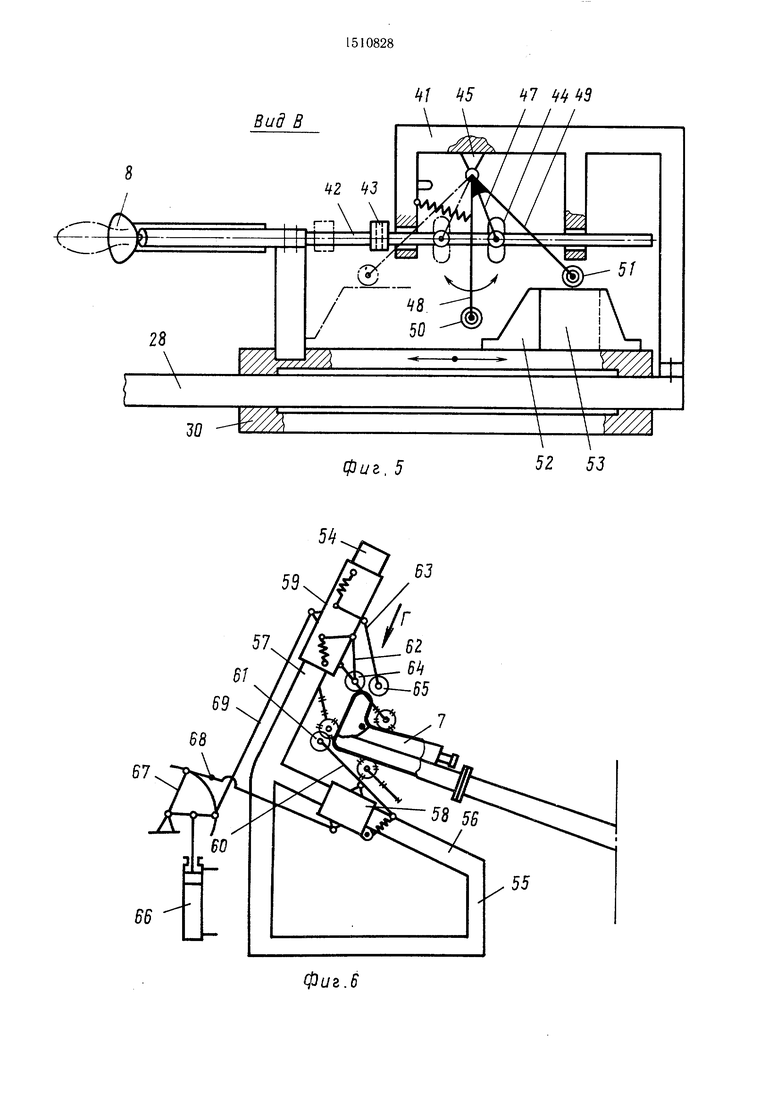
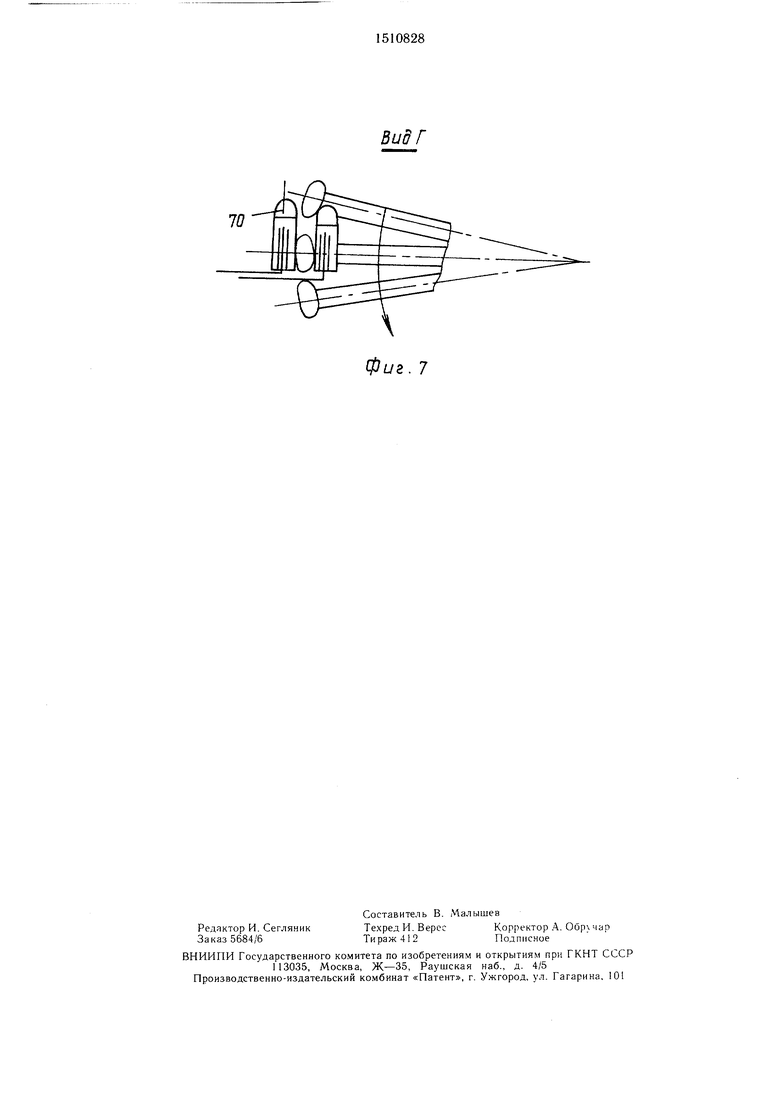
фиг. 3 - вид Б на фиг. 2; на фиг. 4 - насадочно-расколодочное устройство в конце пасад,ки; на фиг. 5 - вид В на фиг. 4; на фиг. 6 - устройство для оправки заготовок; на фиг. 7 - вид Г на фиг. 6.
Установка содержит сушильную камеру i с калориферами, выпол 1енную с проемом в передней части, в которую помешен полый барабан 2 с вертикальной осью врашения и цевками 3, горизонтально установленный
на катках 4 рамы 5. Барабан 2 по периферии разделен на секции 6 для крепления к их торцам бесклиновых перфорированных колодок 7, имеющих заднюю голень 8, переднюю голень 9 с упором 10 и носок 11, при этом колодки прикреплены к торцам секций 6 задней голенью 8 и носком 11 вверх В каждой секции 6 барабана 2 установлена заслонка 12. Барабан 2 связан с помощью всасывающего патрубка 13 и трубы 14 с вентилятором 15, установленным вне камеры
колодочного устройства 27 при повороте барабана 2 против часовой стрелки установлено оправочное устройстйо 54. Справочное устройство 54 содержит смонтированные на станине 55 соответственно направлению рас5 положения задней голени 8 и носка 11 колодки 7 направляющие 56 и 57 с ползунами 58 и 59.
Ползун 58 снабжен подпружиненным рычагом 60, имеющим на конце ролик 61 для
Q обкатки задника и пятки заготовки, а поли снабжен приводом периодического поворо- ун 59 - подпружиненными рычагами 62 и та 16 (фиг. 2). Привод 16 выполнен в 63, имеющими на конце ролики 64 и 65 для виде корпуса 17, в котором размещены два обкатки подошвы и подъема заготовки. Полкулачка 18 и 19 с рейками 20 и 21 со- зуны 58 и 59 имеют привод возвратно- пряженными с реечной щестерней 22 с воз- г поступательного перемещения от реверсивно- можностью периодического взаимодействия с ™ силового цилиндра 66 через двуплечий цевками 3 барабана 2, для поочере хного 7 и два щатуна 68 и 69. Ролики поворота барабана 2 и его фиксации, при 1, 64 и 65 имеют скругленные коничес- этом кулачок 19 имеет реверсивный привод ™ окончания 70 по ходу поворота бараба- от силового цилиндра 23. Камера 1 сопря- для облегчения ввода заготовок при жена с барабаном 2 с помощью уплот- 20 периодических поворотах барабана 2. нителей 24 и снабжена заслонками 25Устройства установки работают синхронно по настроенному циклу с помощью системы электроавтоматического управления (не показано) и могут быть переключены на ручное управление.
Для перехода на установившийся технологический режим работы установку переключают на ручное управление, при этом колодки 7 предварительно прикреплены к торустановленными в ее проеме с возможностью управления от силовых цилиндров 26 для перекрытия проема во время поворота барабана 2.
В проеме камеры 1 размещено наса- дочно-расколодочное устройство 27, состоящее из механизма расширения заготовок и надевания их на колодку и механизма за25
цам секций 6 барабана 2 в запрессованцам секций 6 барабана 2 в запрессованпрессовки и разрядки колодок и снятия с них
высушенных заготовок (фиг. 1, 2, 4 и 5). зо (разведенном) положении.
Механизм расширения заготовок и надевания их на колодку содержит смонтированные на раме 5 направляющие 28 и 29 с углом между ними, равным углу между передней 9 и задней 8 голенями колодки 7. На направляющей 28 установлен с
можностью перемещения ползун 30, несущий переднюю щеку 31 на ползуне 32 с возможностью регулирования установочной величины расширения заготовки для надевания ее на колодку 7. На направляющей 29 установлен с возможностью синхронного перемещения с ползуном 30 ползун 33, на котором закреплена задняя щека 34.
Передняя щека 31 выполнена с фасонированным утолщением 35 на конце для съема
Установка работает следующим образом.
Предварительно запаренную заготовку надевают на сведенные щеки расщирения 31 и 34 насадочно-расколодочного устройства 27. Включают электродвигатель 36, с помощью воз- 35 которого через зубчатые конические передачи 39 и 40 и ходовые винты 37 и 38 ползуны 30 и 33 перемещают в сторону колодки 7 соответственно по направляющим 28 и 29, вследствие чего передняя щека 31 40 на ползуне 32 перемещается параллельно передней голени 9, а задняя щека 34 -- параллельно задней голени 8 колодки 7. При перемещении щек 31 и 34 происходит их разводка и, вследствие этого расширение голенища сидящей на них заготовки 71.
заготовки. Ползуны 30 и 33 имеют привод дБ .... п. „„.о., ...„„.,, от электродвигателя 36 (фиг. 2), связанно а щек 31 и 34 к колодке 7 го с ними через ходовые винты 37 и 38 и
зубчатые конические передачи 39 и 40.
Механизм запрессовки и разрядки колодок и снятия с них высущенных заготокулачок 53 ползуна 30 через ролик 51 рычага 49 и ось 45 опоры 41 поворачивает рычаг 47 против часовой стрелки. Рычаг 47 через кулису 44 перемещает щток 42, который с помощью захвата 43 через упор 10
БОК содержит смолтированные в опорах 41передней голени 9 перемещает ее назад вдоль
направляющей 28 шток 42, снабженныйзадней голени 8. При этом перемещении
захватом 43 и кулисой 44, опору 45 с осьюносок 11 взаимодействует с пяткой задней
46, несущей рычаг 47 с возможностьюголени, разворачивается, входит в носок
взаимодействия с кулисой 44 и рычаги 48 и 49заготовки 71 и производит ее формование, с роликами 50 и 51 соответственно с воз- 55 конце хода штока 42, когда кулачок 53
можностью взаимодействия с кулачками 52 иконтактирует с роликом 5 своей п рямоли- 53, закрепленными на ползуне 30.
В проеме камеры 1 со смещением на
нейной частью, конец задней щеки 34 занимает конечное положение около пятки заготовки 71, а конец передней щеки 31 - окозаданный таг относительно насадочно-расколодочного устройства 27 при повороте барабана 2 против часовой стрелки установлено оправочное устройстйо 54. Справочное устройство 54 содержит смонтированные на станине 55 соответственно направлению расположения задней голени 8 и носка 11 колодки 7 направляющие 56 и 57 с ползунами 58 и 59.
Ползун 58 снабжен подпружиненным рычагом 60, имеющим на конце ролик 61 для
обкатки задника и пятки заготовки, а 59 - подпружиненными рычагами 62 и 63, имеющими на конце ролики 64 и 65 для обкатки подошвы и подъема заготовки. Ползуны 58 и 59 имеют привод возвратно- поступательного перемещения от реверсивно- ™ силового цилиндра 66 через двуплечий 7 и два щатуна 68 и 69. Ролики 1, 64 и 65 имеют скругленные коничес- ™ окончания 70 по ходу поворота бараба- для облегчения ввода заготовок при периодических поворотах барабана 2. Устройства установки работают синхронДля перехода на установившийся технологический режим работы установку переключают на ручное управление, при этом колодки 7 предварительно прикреплены к торцам секций 6 барабана 2 в запрессованПредварительно запаренную заготовку адевают на сведенные щеки расщирения 31 34 насадочно-расколодочного устройства 27. Включают электродвигатель 36, с помощью которого через зубчатые конические передачи 39 и 40 и ходовые винты 37 и 38 ползуны 30 и 33 перемещают в сторону колодки 7 соответственно по направляющим 28 и 29, вследствие чего передняя щека 31 на ползуне 32 перемещается параллельно передней голени 9, а задняя щека 34 -- параллельно задней голени 8 колодки 7. При перемещении щек 31 и 34 происходит их разводка и, вследствие этого расширение голенища сидящей на них заготовки 71.
.... п. „„.о., ...„„.,, а щек 31 и 34 к колодке 7
.... п. „„.о., ...„„.,, а щек 31 и 34 к колодке 7
кулачок 53 ползуна 30 через ролик 51 рычага 49 и ось 45 опоры 41 поворачивает рычаг 47 против часовой стрелки. Рычаг 47 через кулису 44 перемещает щток 42, который с помощью захвата 43 через упор 10
передней голени 9 перемещает ее назад вдоль
контактирует с роликом 5 своей п рямоли-
нейной частью, конец задней щеки 34 занимает конечное положение около пятки заготовки 71, а конец передней щеки 31 - около оси поворота носка 11, находящегося в конечном повернутом положении, вследствие чего заканчивается полное формование носочно-пяточной части заготовки 71, в то время как ее голенище находится на разведенных щеках 31 и 34. При дальнейшем перемещении ползуна 30 щеки 31 и 34 выходят из заготовки 71 и последняя переходит на колодку 7, плотно охватывая ее благодаря силам упругости волокон, в- результате чего заготовка принимает форму обуви. Ползуны 30 и 33 останавливают. С помощью силовых цилиндров 26 выдвигают заслонки 25, открывая проем камеры 1, и включают силовой цилиндр 23, который через рейку 20 или 21 (например рейку 21), реечную шестерню 22 и кулачок 19, взаимодействующий с цевками 3, поворачивает барабан 2 на один шаг. Колодка 7 из камеры 1 упором 10 входит в захват 43 щтока 42, после чего включают электродвигаель 36, который через зубчатые конические передачи 39 и 40 и ходовые винты 37 и 38 перемещает ползуны 30 и 33 в обратную сторону. При этом кулачок 52 через ролик 50 рычага 48, ось 46 опоры 45 и рычаг 47 действует на кулису 44, которая через щток 42 захватом 43 перемещает переднюю голень 9 вперед. При этом перемещении щека 31 складывает носок 11 колодки. Ползуны 30 и 33 останавливают в исходном положении. Когда первая колодка 7 подойдет к устройству для оправки 54, включают силовой цилиндр 66, который через двуплечий рычаг 67 шатуном 68 перемещает ползун 58 по направляющей 56, а шатуном 69 - ползун 59 по направляющей 57. При перемещении ползуна 58 ролик 61 рычага 50 обкатывает задник и пятку заготовки 71, а при перемещении ползуна 59 ролики 64 и 65 рычагов 62 и 63 обкатывают подошву и подъем заготовки 71. Подобным образом подвергают насадке и оправке все последующие предварительно запаренные заготовки 71. При этом каждый раз перед включением ползунов в обратную сторону поворачивают барабан 2 на один шаг. После полной загрузки барабана 2 оправленными заготовками 71 устройства 27 и 54 останавливают. Заслонки 25 возвращают, закрывая проем камеры 1, включают калориферы (не показаны) и вентилятор 15, который через всасывающие трубу 14 и патрубок 13 производит отсос нагретого калориферами теплоносителя через колодки 7 с надетыми на них заготовками 71 из камеры 1, в результате чего производят сущку находящихся в ней заготовок 71. После окончания сущки включают систему электроавтоматического управления и переходят на уста- новивщийся технологический режим работы. При установившемся режиме работы при обратных ходах ползунов 30 и 33 производится разрядка колодок 7 путем смещения передней голени 9 вперед относительно задней голени 8, при этом одновременно щека 31 фасонированным утолщением 35 на
конце упирается в подъем заготовки 71 и производится снятие ее с колодки 7 при одновременном повороте носка. Далее все циклы повторяются.
Использование изобретения позволяет повысить производительность и удобство обслуживания.
Формула изобретения
1. Установка для формования, оправки и сущки валяной обуви, содержащая кольцевую сущильную камеру с проемом для размещения насадочно-расколодочного и опра- вочного устройств, в кольцевой сушильной
5 камере размещен полый барабан с вертикальной осью вращения приводом и с секциями по периферии, установленный на раме с прикрепленными к нему перфорированными колодками, имеющими передние и задние голени, средство для подвода сушиль0 ного реагента к перфорированным колодкам, соединенное с полым барабаном и расположенное вне кольцевой сушильной камеры, насадочно-расколодочное устройство, состоящее из механизма растяжения заго5 товок и надевания их на перфорированную колодку, имеющего две щеки растяжения, установленные с возможностью вертикального раздвижения их одкой относительно другой посредством ползунов, один из которых выполнен с возможностью горизонтально0 го перемещения и установлен в направляющих, для нодачи перфорированной колодки в кольцевую сушильную камеру и обратно, и механизм запрессовки и разрядки перфорированных колодок, имеющий ползун, оправочное устройство, установленное в
5 проеме кольцевой сушильной камеры со смещением на заданный шаг относительно на- садочно-раСколодочного устройства при повороте полого барабана с перфорированными колодками против часовой стрелки, отличающаяся тем, что, с целью повышения производительности, механизм растяжения заготовок снабжен дополнительным ползуном и дополнительной направляющей, смонтированной на раме кольцевой сушильной камеры под углом к горизонтали, равным
5 углу между передней и задней голенями перфорированной колодки, при этом дополнительный ползун установлен с возможностью синхронного перемещения с горизонтально перемещаемым ползуном.
0 2. Установка по п. 1, отличающаяся тем, что, с целью обеспечения запрессовки заготовки после надевания ее на перфорированную колодку, механизм запрессовки и разрядки г1ерфорированных колодок имеет дополнительный кулачок, шток-кулису, опору
с направляющей и два дополнительных рычага с роликами на концах, установленных с возможностью взаимодейс1вия одного из них со штоком-кулисой, а другого - с дополнительным кулачком.
0
3.Установка по п. 1, отличающаяся тем, что, с целью обеспечения запрессовки заготовки после надевания ее на перфорированную колодку, перфорированные колодки прикреплены к торцам секций приводного полого барабана задней голенью.
4.Установка по п. 1, отличающаяся тем, что в проеме кольцевой сушильной камеры
имеются заслонки со средством их управления.
5. Установка по п. 1, отличающаяся тем, что привод выполнен в виде двух реек с кулачками, зубчатого и цевочного колес, установленных с возможностью взаимодействия с соответствующими рейками.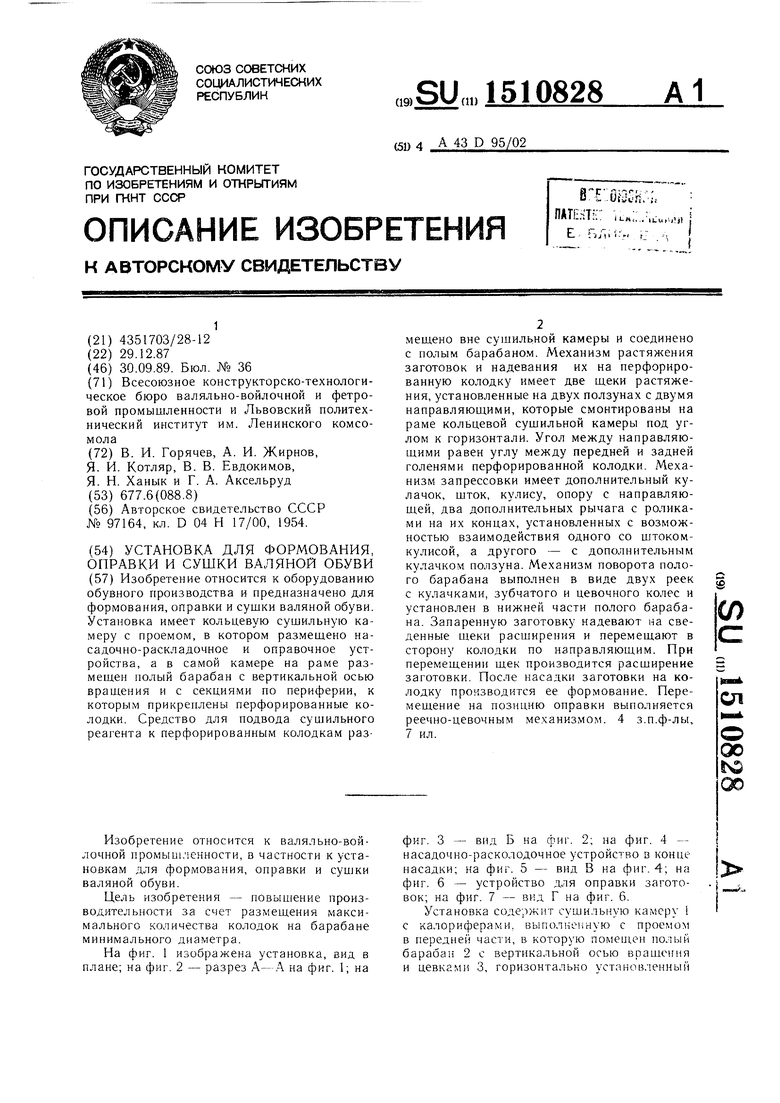

| название | год | авторы | номер документа |
|---|---|---|---|
| Насадочная машина для формования основы валяной обуви | 1991 |
|
SU1802008A1 |
| Установка для формования и сушки валяной обуви | 1952 |
|
SU97164A1 |
| Насадочная машина для формования валяных сапог | 1982 |
|
SU1033603A1 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| КОЛОДКА ДЛЯ РАСПРАВКИ ВАЛЯНОЙ ОБУВИ | 1948 |
|
SU82701A1 |
| СТАНОК ДЛЯ ПРЕДВАРИТЕЛЬНОГО РАСТЯЖЕНИЯ ВАЛЕНОЙ ОБУВИ ПЕРЕД НАСАДКОЙ ЕЕ НА СОСТАВНЫЕ КОЛОДКИ | 1935 |
|
SU52374A1 |
| Насадочная машина для формования валяной обуви | 1958 |
|
SU120332A1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| Автоматическая каретка подвесной канатной установки | 1973 |
|
SU495223A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |

Изобретение относится к оборудованию обувного производства и предназначено для формования, оправки и сушки валяной обуви. Установка имеет кольцевую сушильную камеру с проемом, в котором размещено насадочно-расколодочное и оправочное устройства, а в самой камере на раме размещен полый барабан с вертикальной осью вращения и с секциями по периферии, к которым прикреплены перфорированные колодки. Средство для подвода сушильного реагента к перфорированным колодкам размещено вне сушильной камеры и соединено с полым барабаном. Механизм растяжения заготовок и надевания их на перфорированную колодку имеет две щеки растяжения, установленные на двух ползунах с двумя направляющими, которые смонтированы на раме кольцевой сушильной камеры под углом к горизонтали. Угол между направляющими равен углу между передней и задней голенями перфорированной колодки. Механизм запрессовки имеет дополнительный кулачок, шток, кулису, опору с направляющей, два дополнительных рычага с роликами на их концах, установленных с возможностью взаимодействия одного со штоком-кулисой, а другого - с дополнительным кулачком ползуна. Механизм поворота полого барабана выполнен в виде двух реек с кулачками, зубчатого и цевочного колес и установлен в нижней части полого барабана. Запаренную заготовку надевают на сведенные щеки расширения и перемещают в сторону колодки по направляющим. При перемещении щек производится расширение заготовки. После насадки заготовки на колодку производится ее формование. Перемещение на позицию оправки выполняется реечно-цевочным механизмом. 4 з.п. ф-лы, 7 ил.
26 25
А- А
39 71 3730 5 28
036 33 29 3816 24 12 73 Г4 2 8 7
фиг, 2
15
Фиг.1
Ю 9 111
тт 15
1677 2Q 21
fJ
26
2
JJ
дид5
тг.з
32
5
51
/
.
Вид В
30
фиг, 5
66
фиг.6
1 liS
7 I I I
52 53
rvm.
63
Вид Г
| Установка для формования и сушки валяной обуви | 1952 |
|
SU97164A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
